
Fターム[4F212VA11]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形の区分 (2,899) | タイヤ構成部材の製造 (552)
Fターム[4F212VA11]に分類される特許
1 - 20 / 552
トレッドのカット長さ制御方法
タイヤ用プライ材料の製造装置
【課題】タイヤ用プライ材料を高精度でかつ効率よく形成する。
【解決手段】第1のロボットアームの先端に、搬入位置の切断片の第1の接続用端縁部を把持する第1の把持具を設けた第1の把持移動装置と、第2のロボットアームの先端に、第2の接続用端縁部を把持する第2の把持具を設けた第2の把持移動装置とを具える。前記第1の把持具は、第1の接続用端縁部におけるコード長さ方向一方側の端部分を把持する一方の把持手段と、他方側の端部分を把持する他方の把持手段とをコード長さ方向に沿って近離移動しうる張設手段を具える。
(もっと読む)
ゴム部材の製造装置及びゴム部材の製造方法

【課題】接合部が他の部分に比べて肉厚にならず、重量バランスを均一にすることができるゴム部材の製造装置とその方法を提供する。
【解決手段】コム材料を混練して送り出す押出機12と、押出機12から供給されたゴム材料を吐出する口金16と、口金16に対向する支持面34を有する支持部材18とを備え、支持面34と口金16とを相対的に移動させて支持面34上に口金16から吐出されたゴム材料を板状のゴム部材Mに成型するゴム部材の製造装置10において、口金16と支持面34との間に形成され、口金16から吐出されたゴム材料が溜まり、口金16に対する支持面34の移動方向前方L1に開口部53を有するゴム溜まり室56と、開口部53を開閉するシャッタ58とを備えることを特徴とする。
(もっと読む)
金属膜の製造方法および空気入りタイヤの製造方法
【課題】金属膜および該金属膜を有する空気入りタイヤの、生産性の高い製造方法を提供する。
【解決手段】インナーライナーとして金属膜を有する空気入りタイヤの金属膜の製造方法であって、スパッタリングにより前記金属膜を形成することを特徴とする金属膜の製造方法、およびインナーライナーとして金属膜を有する空気入りタイヤの製造方法であって、該金属膜の製造方法で金属膜を製造する工程を含み、該スパッタリングをタイヤの成型後かつ加硫前、またはタイヤの加硫後に行うことを特徴とする、空気入りタイヤの製造方法である。
(もっと読む)
ゴム部材の接合装置及び接合方法
【課題】ゴム部材の端部同士を重ねて接合する際に、接合面積を増大させることで従来よりも少ない接合面積で接合できるようにする。
【解決手段】ゴム部材(タイヤ構成部材)70の一方の端部71を上側に他方の端部72を下側に重ね合わせて、前記ゴム部材70の端部同士を接合するための接合装置であって、傾斜軸の回りで回転する押圧ロール(円盤状ロール)45を、前記重ね合わせたゴム部材70の上側端部71に押し付けて転動させ、その時生じるせん断力で、前記上側端部71を延伸させ、前記両端部71、72間の接合面積を増大する。
(もっと読む)
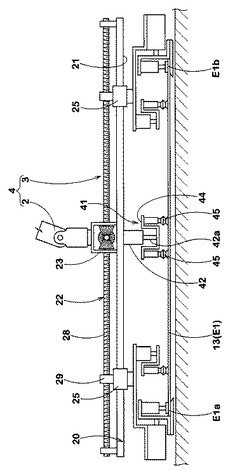
ゴムコーティング装置用のインサータ
【課題】内部通路の内壁面の、コードの通過に起因する擦れ摩耗を有効に抑制しつつ、線径の極めて小さい極細コードの配列姿勢を特定できる、横断面積の小さな内部通路を有するインサータを提供する。
【解決手段】送給されるコードを案内する内部通路2を具え、該内部通路2が、コード送給方向の前方側に向けて通路高さを漸減させた入口側部分3の、コード送給方向の前方側に、通路高さが一定の箇所を有する出口側部分4を設けてなるインサータ1であって、コード送給方向の前方側に配置されて、内部通路2の前記出口側部分4を形成する、貫通孔5aを設けた先端部材5と、該先端部材5の、内部通路2の高さ方向の両側のそれぞれに配置されて、相互の組付け姿勢で、先端部材5を挟み込み保持するとともに、内部通路2の前記入口側部分3を区画形成する、先端部材5よりも低硬度の二個の通路構成部材6,7とを含む三個以上の部材を組み合わせて構成してなる。
(もっと読む)
タイヤ製造方法
【課題】円周方向に沿って配列されるラグ同士の間隔及び円周方向に対する傾斜角度を一定とし、ラグ部材をタイヤケースに対して容易に、かつ、精度良く配置することが可能なタイヤの製造方法を提供する。
【解決手段】加硫済みラグ部材と、円周方向に沿って複数の位置決め凹部を有する加硫済みタイヤケースとをそれぞれ個別に形成し、得られた加硫済みのラグ部材を複数の位置決め凹部に沿って加硫済みタイヤケースの外周面上に配列し、接着層を介して加硫する形態とした。
(もっと読む)
空気入りタイヤの製造方法
【課題】ドラムの周上の接合部での厚さの均一性を高め、エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減した空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナーの幅方向端部と未加硫ゴムシートの幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体を製造するアッセンブル工程と、積層体を、ドラム幅に対応する一定長さに切断して、裁断シートを製造する裁断工程と、裁断シートを、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と、未加硫ゴムシートの端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナーはスチレン−イソブチレン−スチレントリブロック共重合体を含む第1層と、熱可塑性エラストマーよりなる第2層の積層体で形成される。
(もっと読む)
カーカスバンド成型システム及び該カーカスバンド成型システムを用いたカーカスバンドの成型方法
【課題】内外2層の円筒状カーカスプライ素材を備えてなるカーカスバンドの成型に係る時間を短縮するカーカスバンド成型システム、及びカーカスバンドの成型方法を提供する。
【解決手段】本発明のカーカスバンド成型システムは、第1及び第2の未加硫帯状カーカスプライ素材を供給する供給手段10と、第1及び第2の円筒状カーカスプライ素材を成型する、第1及び第2の、それぞれ少なくとも1個の成型ドラム20A、20Bを、各成型ドラムの中心軸線m1、m2の周りに回転可能に支持するとともに、供給手段10に隣接する位置と離隔する位置との間で変位させるドラム支持手段30と、各成型ドラム20A、20Bの周りに供給された未加硫帯状カーカスプライ素材の両端部を接合する外側接合手段40と、第1の成型ドラム20A上で円筒状に成型された第1の円筒状カーカスプライ素材を外周面側から保持する移載手段50を備える。
(もっと読む)
ゴム成形装置
【課題】熱入れ加工時の発熱を充分に分散して、ゴム温度を均一に保持することにより、均一な形状のゴム部材を安定的に成形することができるゴム成形装置を提供する。
【解決手段】練りゴムをオープンロール11により熱入れした後、所定形状に成形するゴム成形装置であって、オープンロール11を幅方向に、練りゴムの熱入れを行う生産側領域およびゴム替えの準備を行う準備側領域に分割する分割ガイド板12が設けられており、ゴム替えに際して前記準備側領域に投入された練りゴムの押圧力により、分割ガイド板12が生産側領域方向に移動して、準備側領域と生産側領域とが切り替えられるように構成されており、さらに、分割ガイド板の移動範囲が、下記式を満足するように構成されているゴム成形装置。0.5<L1/L≦0.9但し、L :オープンロールの全幅L1:生産側領域のロール幅。
(もっと読む)
空気入りタイヤの製造方法
【課題】ドラムの周上の接合部での厚さの均一性を高め、エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減した空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体1を製造するアッセンブル工程と、積層体1を、ドラム幅に対応する一定長さに切断して、裁断シート4を製造する裁断工程と、裁断シート4を、その裁断面がドラム5の周方向となり、かつインナーライナー2が内面側となるようにドラム全周に巻きつけて、インナーライナー2の端部と、未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は、スチレン−イソブチレン−スチレントリブロック共重合体を含む第1層と、熱可塑性エラストマーよりなる第2層の積層体で形成される。
(もっと読む)
ストリップおよび空気入りタイヤの製造方法
【課題】ストリップに耳部を形成することで成形されたインナーライナーの厚さを均一し、カーカスプライの接着性を改善し、タイヤ走行時の繰り返し屈曲変形にともなう亀裂成長を抑制する。
【解決手段】円筒ドラム上で螺旋状に巻回させることによりタイヤ用インナーライナーを形成するためのポリマー組成物のストリップ10であって、前記ストリップ10は、スチレン−イソブチレン−スチレントリブロック共重合体を5質量%以上40質量%以下と、天然ゴム、イソプレンゴム及びブチルゴムよりなる群から選択される少なくとも1種のゴム成分を60質量%以上95質量%以下含むポリマー成分100部に対して、硫黄を0.1部以上5部以下含むポリマー組成物のポリマーシートよりなり、前記ストリップ10本体の厚さは0.05mm〜1.0mmで耳部の厚さは本体の厚さより薄く、耳部の幅は0.5mm〜5.0mmである。
(もっと読む)
空気入りタイヤの製造方法
【課題】エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減する空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体を製造するアッセンブル工程と、積層体1をドラム幅に対応する一定長さに切断して裁断シートを製造する裁断工程と、裁断シートをインナーライナー2の端部と、未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は、SIBS60〜99質量%と、ショアD硬度が70以下のポリアミド系ポリマー1〜40質量部を含む熱可塑性エラストマー混合物100質量部に対して、有機化処理粘土鉱物0.1〜50質量%を含む組成物であり、厚さが0.05mm〜0.6mmの第1層と、厚さが0.01mm〜0.3mmの第2層の積層体である。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとカーカスプライなどの接合部での厚さの均一性を高め、エアーの残留を防止する空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50〜500mmずらして貼り合わるアッセンブル工程と、積層体1を、ドラム幅に対応する一定長さに切断する裁断工程と、裁断シートを、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は有機化処理粘土鉱物0.1〜50質量%を含む熱可塑性エラストマー組成物であり、厚さが0.05〜0.6mmである第1層と、未加硫ゴムシート側に配置され熱可塑性エラストマー組成物よりなる厚さが0.01〜0.3mmである第2層の積層体である。
(もっと読む)
空気入りタイヤの製造方法、及び空気入りタイヤ
【課題】軽量としながらも、耐カット性及び操縦安定性を向上させる。
【解決手段】中子工法において、第1の短冊プライ片をタイヤ周方向に順次貼り付けて第1のカーカスプライ部を形成する第1ステップと、第2の短冊プライ片をタイヤ周方向に順次貼り付けて第2のカーカスプライ部を形成する第2ステップとからなるカーカス形成工程を含む。少なくともタイヤ上半分領域においては、周方向で隣り合う第1の短冊プライ片間、及び前記第2の短冊プライ片間に、第1、第2の間隙部が形成される。第2の短冊プライ片は、第1の間隙部を跨りその周方向側縁部が前記第1の短冊プライ片の周方向側縁部と重なり部を形成する。
(もっと読む)
タイヤ構成部材の接合装置及び製造方法
【課題】タイヤ構成部材の端部同士の接合後に、端部の表面に生じる凹凸を低減する。
【解決手段】接合装置1は、タイヤ構成部材Sの端部同士を接合する。一対の接合部材10は、タイヤ構成部材Sの端部上を転動して、互いに噛み合う歯間でタイヤ構成部材Sの端部同士を噛み込んで接合する。第1の押付手段30は、一対の接合部材10をタイヤ構成部材Sの端部に押し付ける。磨り潰しローラ20は、接合後のタイヤ構成部材Sの端部上を転動して端部の表面を磨り潰す。第2の押付手段40は、磨り潰しローラ20を接合後のタイヤ構成部材Sの端部に押し付ける。
(もっと読む)
タイヤ成形用部材の溝付け装置、タイヤ成形用部材の製造装置および製造方法
【課題】シート状未加硫ゴムの生産設備を停止させることなく、溝付けロールの交換が可能な技術を提供する。
【解決手段】突条を備えた溝付けロールを有し、搬送路に沿って搬送されるシート状未加硫ゴム表面に突条を押し付けることができる溝付け位置に溝付けロールを配置して、未加硫ゴム表面にエア逃がし用溝を形成する装置であって、回転軸と、回転軸に取り付けられる複数種の溝付けロールと、回転軸を昇降させて溝付けロールを溝付け位置に進入または退避させる昇降手段とを備え、溝付け位置における溝付けロールを他の溝付けロールに変更するときには、回転軸を上昇させて溝付けロールを溝付け位置から退避させ、回転軸を回転させた後、回転軸を降下させることにより、他の溝付けロールを溝付け位置に配置し、溝付けロールを使用しないときには、回転軸を上昇させて溝付けロールを溝付け位置から退避させる装置。
(もっと読む)
ビードコアの製造方法
【課題】作業能率を向上させるとともに、成型したビード素材の意図しない形崩れのおそれを十分に取り除くことができるビードコアの製造方法を提供する。
【解決手段】複数本のビード素線2を相互に平行に整列させた姿勢で、複数個のセグメント1aからなって半径方向に拡縮径変形されるセグメントドラム1の周りに、所要の段数にわたって円環状に巻取ってビード素材3とする方法であって、セグメントドラム1を構成するセグメント1aの間で、セグメントドラム1上のビード素材3の周方向の複数個所に、ビード素線束3aを取り囲んで留め金具5を装着するとともに、各個の留め金具5の、半径方向の内外に相互に重なり合うオーバラップ舌片を、ビード素材3の半径方向外側から溶接接合する。
(もっと読む)
ブラダーおよびそれを用いたタイヤ製造方法
【課題】カーカス層のスプライス部の存在に起因してサイドウォール部において発生する凹凸構造(バンピーサイド故障)を低減する空気入りタイヤの提供。
【解決手段】タイヤ成形時に使用するブラダーのカーカススプライス部が当接する部分に凹部を形成する。タイヤ成形時にブラダーに設けたこの凹部にカーカススプライス部を配置し、このカーカススプライス部にブラダーの凹部を、インナーライナー層を介して当接した状態で、ブラダー内部から加圧流体を供給しブラダーをインフレートして、グリーンタイヤを加硫する。このブラダー凹部は少なくともタイヤサイドウォール部内面に当節する範囲のブラダー部位に配置される。ブラダー凹部のサイズに関しては、タイヤ周方向長さはカーカススプライス長さの1〜5倍であり、凹部の最大深さはカーカス層厚さの0.5〜3倍であることを特徴とする。
(もっと読む)
二重トレッドキャップを有する空気入りタイヤ
【課題】転がり抵抗とトラクションとの間の従来の兼ね合わせを軽減することができるタイヤを提供する。
【解決手段】空気入りタイヤ用のトレッドは、トレッドベース層と、トレッドベース層の半径方向外側の第1のトレッドキャップ層と、トレッドベース層の半径方向外側に位置し、かつ第1のトレッドキャップ層の半径方向外側に位置するとともに第1のトレッドキャップ層に軸線方向に隣接して位置する第2のトレッドキャップ層と、空気入りタイヤの内側トレッド縁部の所にトレッドベース層および第1のトレッドキャップ層に軸線方向に隣接して配置された第1のトレッドスカートと、空気入りタイヤの外側トレッド縁部の所にトレッドベース層および第2のトレッドキャップ層に軸線方向に隣接して配置された第2のトレッドスカートと、を含む。
(もっと読む)
1 - 20 / 552
[ Back to top ]