
Fターム[4F213AB25]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 添加剤、配合剤 (608) | 形状 (72) | 短繊維、ウイスカー (64)
Fターム[4F213AB25]に分類される特許
1 - 20 / 64
樹脂成形品製造方法及びフィルム
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
樹脂成形体及びこれを用いた樹脂製歯車

【課題】より高強度な樹脂成形体及びこれを用いた樹脂製歯車を提供する。
【解決手段】樹脂と短繊維の複合体である樹脂成形体であり、この短繊維が、その周面の一部に繊維径方向の外方へ突出する突出部及び/又は繊維径方向の内側へ凹む凹部を有している。樹脂と短繊維の複合体は、短繊維同士の絡み合いにより形成された不織布に樹脂が保持されてなるものであることが好ましく、樹脂成形体中に占める短繊維が5〜85体積%であることがより好ましい。樹脂製歯車は、その歯部に上記の樹脂成形体が用いられる。
(もっと読む)
繊維強化部品のダイレクトデジタル製造のための方法、装置、及び材料混合物
【課題】部品の等方性の強化及び方向性の強度を提供するために、強化用繊維が選択的に配向される繊維強化部品のダイレクトデジタル製造方法及び材料混合物の提供。
【解決手段】磁性粒子25を提供するステップ、磁性粒子をマトリックス材料24に導入するステップ、磁性粒子を電磁場40と結合することにより、磁性粒子をマトリックス材料に配向するステップ、及び磁性粒子を配向する間に、マトリックス材料を硬化させるステップを含む方法。
(もっと読む)
複数の樹脂部材を成形して接続する装置と方法
【課題】2以上の樹脂部材を成形し、さらにセルフピアスリベットで接続するに当たり、樹脂部材の接続箇所の反りや変形等を矯正する作業を不要とでき、もって、製造効率を高め、製造時間を短縮することのできる複数の樹脂部材を成形して接続する装置と方法を提供する。
【解決手段】上型1と下型2からなる成形型と、成形型内の中子3と、キャビティ内にセルフピアスリベット4を押し込む押し込み手段と備えた装置10であり、中子3と上型1の間の第1のキャビティ空間C1、中子3と下型2の間の第2のキャビティ空間C2に第1の溶融樹脂体J1’と第2の溶融樹脂体J2’が成形され、双方の溶融樹脂体J1’、J2’が硬化する前に中子3が取り外され、双方の溶融樹脂体J1’、J2’の重ね合わせ箇所J1’a、J2’aにセルフピアスリベット4が打ち込まれ、双方の溶融樹脂体J1’、J2’が硬化して複数の樹脂部材J1”、J2が成形され、リベット接続される。
(もっと読む)
熱防御複合材の製造方法
【課題】応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供すること。
【解決手段】樹脂が含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、電気炉を用いた焼結による一体成形を行うことによって前記熱防御複合材を得ることを特徴とする。
(もっと読む)
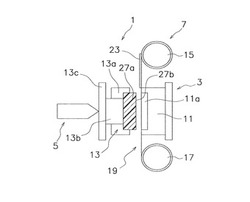
傾斜機能性複合材料の製造方法
【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
樹脂歯車およびその製造方法とその製造装置
【解決手段】 歯車状のシート状樹脂Saを歯部2bが軸方向に整列するように積層して、平歯歯車状の素形体4を作成し、該素形体を平歯歯車状の保持空間14aを備えた素形体ホルダ14に収容する。
上型15に設けた平歯歯車状の押圧部材15aを下降させて素形体4を加熱圧縮するとともに、下型12に形成した上記樹脂歯車の歯部がはす歯状の成形空間に圧入して、上記素形体4の歯部4aを軸方向に対して傾斜したはす歯に変形させて、成形された樹脂歯車1の歯部2bにおける強化繊維の方向を軸方向に対して傾斜させる。
【効果】 歯面に作用する荷重によって樹脂のはく離が生じにくい樹脂歯車を得ることができ、また該樹脂歯車の製造に好適な製造装置を提供するものである。
(もっと読む)
高負荷伝動用Vベルト及びその製造方法
【課題】高負荷伝動用Vベルトのブロックの耐衝撃性を向上させる。
【解決手段】高負荷伝動用VベルトBは、複数のブロック10がベルト長さ方向に並ぶように配設されると共にそれぞれがエンドレスの張力帯20に係止され、複数のブロック10の両側面11がプーリ接触面に構成されている。複数のブロック10のそれぞれは、金属補強材13と、金属補強材13を被覆すると共にプーリ接触面を構成する両側面11を形成するように設けられマトリクス樹脂にカーボン短繊維が添加されたカーボン短繊維補強樹脂で形成された樹脂被覆層14と、を有する。樹脂被覆層14を形成するカーボン短繊維補強樹脂に含まれるカーボン短繊維は、複数のブロック10のそれぞれの両側面11において、上下方向に配向している。
(もっと読む)
繊維含有樹脂成形体
【課題】 従来、金属(鉄やアルミ等)で構成されていた大物部品に繊維強化樹脂、高剛性な繊維強化樹脂を採用することで軽量化し、摺動部と他部材を一体に成形することで低コスト化した繊維含有樹脂成形体を提供する。
【解決手段】 本発明の繊維含有樹脂成形体1は、摺動部20が一体成形され、摺動部20の摺動面21は、摺接部材が摺動する摺動方向に沿って凹凸形状となっており、繊維30が摺動方向と略平行に配向されている構成となっている。
(もっと読む)
繊維強化樹脂からなる部材の補修方法
【課題】母材の平滑性が求められる部位においても、確実かつ効率よく補修することのできる繊維強化樹脂からなる部材の補修方法を提供することを目的とする。
【解決手段】部材10において補修すべき部位に形成された凹部11に、予め形成したプラグ20を挿入して樹脂を注入・含浸させ、熱処理により硬化させることで、補修を行う。このとき、樹脂を注入・含浸させるために用いる真空バッグ31において、凹部11の外周部に対向する領域に環状のパスメディアを設け、注入された樹脂をパスメディアに沿って優先的に流れるようにすることができる。これにより、樹脂は凹部11の外周部を環状に流れ、重力により凹部11内に流れ落ちていき、凹部11内に樹脂を均一に充填・含浸することができる。
(もっと読む)
センターベルトの製造方法
【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
Vリブドベルト及びその製造方法
【課題】優れた異音抑制効果が長期に亘って持続するVリブドベルト、及びその製造方法を提供する。
【解決手段】VリブドベルトBは、複数のVリブ14のそれぞれがゴム組成物で形成されたVリブ本体15表面に接着剤層16を介して短繊維17がVリブ14表面から突出するように貼設されて構成されており、接着剤層16は、Vリブ14のリブ先端部の厚さが10〜50μmであると共にリブ側面部の厚さが50〜200μmであり、且つ前者の方が後者よりも薄いことを特徴とする。VリブドベルトBの製造方法は、Vリブ本体15表面を覆うように第1接着剤層16aを形成した後、リブ先端部に対応する部分の第1接着剤層16aを除去してその上に第2接着剤層16bを形成することにより、接着剤層16を構成する。
(もっと読む)
一体形補強パッチ
損傷したタイヤ部分を補修するための方法及びタイヤパッチが提供される。一実施形態では、このような方法は、タイヤの内面を損傷したタイヤ部分の周囲に沿ってバフ磨きしてパッチ受け入れ面を形成するステップを有し、内面は、タイヤパッチのタイヤパッチ補強材を損傷したタイヤ補強材から約3ミリメートル以下の距離のところに配置するのに十分な深さまでバフ磨きされ、この方法は、あらかじめ組み立てられたパッチをタイヤの内面に沿ってパッチ受け入れ面に張り付けることによって損傷部分を覆うステップを更に有し、タイヤパッチは、損傷領域を覆うよう寸法決めされており、このようなパッチは、空気を通さない(空気不透過性)層と接着剤層との間に介在して設けられた補強材層を含み、接着剤層は、タイヤへの補修用パッチの取り付けを容易にするために少なくとも部分的に未硬化状態であり、この方法は更に、パッチを硬化させてこれをタイヤに取り付けるステップを有する。 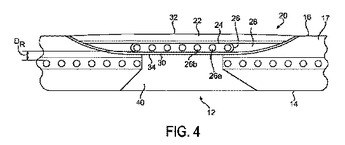 (もっと読む)
(もっと読む)
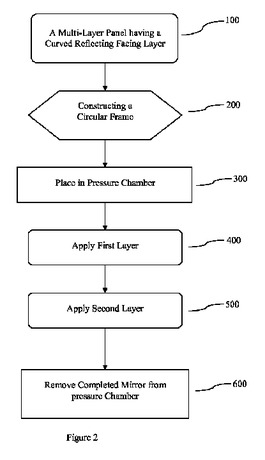
多層パネル及び当該パネルを製造する方法
湾曲した反射層や透過対向層からなる多層パネルを製造する方法であって、シンメンブレンの一側側の圧力を増加または減らしてシンメンブレンの厚み方向に圧力差を生じさせて、シンメンブレンを所望の形状に変形させる工程と、シンメンブレンを圧力の増減により所望の形状に維持しつつ、第1の材料層をシンメンブレンの外面に取り付ける工程と、第1の材料層を所定時間に亘り硬化させる工程とを有する方法。
 (もっと読む)
(もっと読む)
中空成形品および中空成形品の製造方法
【課題】他の部品との組立てが容易な中空成形品およびその製造方法を提供する。
【解決手段】中空成形品14は、繊維強化プラスチックからなる少なくとも2つの構成片20、30の一部を互いにオーバーラップさせて接合することによって中空断面を形成してなる。構成片のそれぞれは、他の構成片をオーバーラップさせる平坦な接合面23、24、25、26、33、34、35、36を有し、構成片のそれぞれの両面のうち少なくとも中空断面の外形形状を形成する側の一の面、および接合面が、型40により成形されていることを特徴とする。
(もっと読む)
複合材構造物の修理方法および複合材構造物
【課題】修理により十分な強度回復を図ることにより、複合材構造物の製品歩留まりを向上させることができる複合材構造物の修理方法を提供する。
【解決手段】少なくとも一方向に延びる繊維により強化された樹脂からなる母材における欠陥を削り取り、削除穴を形成する欠陥削除工程S1と、削除穴の周囲の母材を削り削除穴の開口部を広げ、かつ、繊維の延びる方向に基づいて開口部の拡大幅を変える拡大工程S2と、母材と同じ樹脂を含む補修部により削除穴を埋め、補修部の樹脂を硬化させる硬化工程S3と、を有することを特徴とする。
(もっと読む)
Vリブドベルト
【課題】スリップや異音の発生を抑制して動力伝動性や静音性を向上することができ、優れた耐熱屈曲を兼ね備えたVリブドベルトを提供する。
【解決手段】接着ゴム層1とその内側のリブゴム層2を備えると共にベルト長手方向に沿って心線4が埋設され、リブゴム層2にベルト長手方向に沿うリブ5が形成されたVリブドベルトに関する。リブ5は、リブゴム層2を加圧して成形される溝6の間に形成されると共に、リブ5の表面のプーリに接触する摩擦伝動面に短繊維7を固着した植毛層8が設けられている。またリブゴム層2は、エチレン・α−オレフィンエラストマー100質量部に対して溶解度指数が8.3〜10.7(cal/cm3)1/2の可塑剤を5〜25質量部、固体潤滑剤を5〜50質量部配合したゴム組成物で構成されている。さらに接着ゴム層1は、上記の可塑剤を含有しないエチレン・α−オレフィンエラストマーを用いたゴム組成物で構成されている。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
光拡散フィルムの製造方法
【課題】従来の光拡散フィルムの製造方法は経糸と緯糸を織り込んでいく必要があるため、織布を作製するのに時間がかかり、生産性が低い。生産性に優れた光拡散フィルムの製造方法を実現する。
【解決手段】複数の短繊維11と、短繊維11同士を結合する透明樹脂12とを備えた光拡散フィルム10の製造方法である。複数の短繊維11を抄紙法によってプレフィルムとする工程Aと、工程Aで得られたプレフィルムの少なくとも一方の表面に、透明樹脂12を形成する塗布液を塗布し、塗布された塗布液を固化または硬化させて光拡散フィルム10を形成する工程Bとを含む。
(もっと読む)
インクジェット供給されたエネルギー受容体のための方法及び装置
本発明は、処理装置(203)に電力供給できるエネルギー受容体(109)を備えた眼科用レンズを形成するための方法及び装置を開示する。このエネルギー受容体には、眼科用レンズを形成するために使用される媒体上に堆積され鋳型内に配置される、導電性材料が含まれる。この導電性材料が媒体上にインクジェット噴射される。  (もっと読む)
(もっと読む)
1 - 20 / 64
[ Back to top ]