
Fターム[4F213AD15]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (746) | 形状、構造 (542) | 棒状体、線状体(←電線芯材) (67)
Fターム[4F213AD15]に分類される特許
1 - 20 / 67
摩擦伝動ベルト及びその製造方法
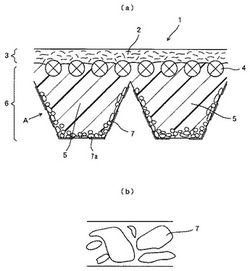
【課題】プーリ係合面の摩擦係数を小さくして、プーリのミスアライメントやスティックスリップによる騒音や異音を低減できる摩擦伝動ベルトを提供する。
【解決手段】摩擦伝動ベルト1において、プーリに係合又は接触するための圧縮ゴム層6の摩擦伝動面に、ポリエチレン系樹脂で形成された滑剤7を、前記摩擦伝動面の面積に対して20%以上(特に20〜80%)の面積割合で付着させる。前記滑剤7は、粒状滑剤及び/又は扁平状滑剤を含む。前記摩擦伝動ベルトは、摩擦伝動面の近傍に滑剤が埋設されていてもよい。前記圧縮ゴム層はエチレン−α−オレフィンエラストマーを含んでいてもよい。前記摩擦伝動ベルトは、バインダー成分を介在させることなく、滑剤が圧縮ゴム層に付着していてもよい。前記粒状滑剤は低密度ポリエチレンで形成されていてもよい。前記扁平状滑剤は、粒状滑剤が加硫成形工程で薄肉化した滑剤であってもよい。
(もっと読む)
合成樹脂製ホースとその製造方法

【課題】ホース主体の両端に口部材を取り付けるための継手用端部を有する合成樹脂製ホースであって、ホース主体の管壁に螺旋巻きされている硬質合成樹脂製補強線材が、継手用端部の切断開口端面から外部に飛び出さないようにした可撓性ホースを提供する。
【解決手段】軟質塩化ビニル樹脂よりなるホース主体A1の管壁1上に、オレフィン系の硬質合成樹脂製補強線材2を内装している軟質塩化ビニル樹脂製中空螺旋突条壁3を一体に設けてあり、このホース主体A1の両端部においては、上記補強線材2を小径化し且つ螺旋方向からホースの長さ方向に屈曲させてこの屈曲補強線材部2aを上記中空螺旋突条壁3に連なる中空屈曲突条壁部3aによって被覆してなる継手用端部A2、A2に形成し、中空屈曲突条壁部3aの開口端面から屈曲補強線材部2aの端部が飛び出さないように構成している。
(もっと読む)
マーク付き伝動ベルトの製造方法
【課題】ベルト本体を正成形で加硫成形する方法で、背面に付与されるマークが消失せず、かつ良好な外観が得られるマーク付き伝動ベルトの製造方法を提供することである。
【解決手段】内周側の成形ドラム21の周りで外周に積層される外帆布2の背面側に、裏面にマーク7を印刷され、加硫成形温度よりも低い融点をもつ印刷用熱可塑性樹脂フィルム8と、加硫成形温度よりも高い融点をもつ離型用樹脂フィルム9を重ね合わせたフィルム重ね体を積層し、加硫成形後のベルト本体の最外周から離型用樹脂フィルム9を剥離することにより、背面に付与されるマーク7を加硫成形工程で溶融する印刷用熱可塑性樹脂フィルム8でカバーして、マーク7の消失を防止するとともに、印刷用熱可塑性樹脂フィルム8の外周側を、溶融しない離型用樹脂フィルム9で遮断して、印刷用熱可塑性樹脂フィルム8が外周側のゴム製ジャケット22に付着しないようにした。
(もっと読む)
現像ローラ、現像ローラの製造方法、現像装置、電子写真プロセスカートリッジ及び電子写真画像形成装置
【課題】柔軟化を達成しつつ、圧縮永久歪や耐久性に優れ、濃度ムラも低減された現像ローラ、現像ローラの製法、現像装置、電子写真プロセスカートリッジ及び電子写真画像形成装置を提供する。
【解決手段】導電性芯体と弾性層と表層とを有し、該弾性層は発泡セルを含まない部位を導電性芯体からスパイラル状に弾性層の外周面まで連続して存在させていることを特徴とする現像ローラ。
(もっと読む)
弾性ローラおよびその製造方法
【課題】発泡体層を用いて柔軟性を達成しつつ、圧縮永久変形性が良好な弾性ローラおよびその製造方法を提供すること。
【解決手段】導電性軸芯体と該導電性軸芯体の外周面上に発泡体層とを有し、該発泡体層の外周面上に被覆層を有する弾性ローラであって、該発泡体層は、エチレン−プロピレン−ジエンゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリル−ブタジエンゴムゴム、スチレン−ブタジエンゴム、ブタジエンゴム、イソプレンゴム、エピクロロヒドリンゴム、ブチルゴム、クロロプレンゴムおよびノルボルネンゴムのうちの少なくとも1つの原料ゴムと、明細書中に定義される式1〜3で示される化合物のうちの少なくとも1つの化合物とを含むことを特徴とする弾性ローラ。この弾性ローラの製造方法。
(もっと読む)
歯付ベルトとその製造方法
【課題】心線の作製が容易であり、騒音等の発生を抑制でき、ベルト歯部の歯元部が強化されて破損が抑制された歯付ベルトとその製造方法を提供する。
【解決手段】アラミド繊維からなる芯糸1とナイロン繊維からなる花糸2から構成される心線3をその内部に有し、ベルト歯部4とベルト溝部5が交互に形成され、ゴム7でそれらが一体となっている。ここで、芯糸1と花糸2が一体に撚り合わされて、芯糸1の周りに花糸2が複数のループ状に形成されており、ループ状の花糸2が歯元部9に入り込んで配置されることで、ベルト歯部4の歯元部9が強化される。
(もっと読む)
補強材を備えたコンベヤベルトの製造装置及び製造方法
【課題】構造を簡易化するとともに高い質のコンベヤベルトの製造が可能な、補強材を備えたコンベヤベルトの製造装置を提供すること。
【解決手段】複数のケーブルボビン9を備えつつコンベヤベルトに埋設されるケーブル3が繰り出されるケーブル繰出装置5と、引張応力下にあるとともにベルト長手方向に平行に互いに位置平面内に延在するケーブル3が1つ又は複数の生ゴム連結体と共に生ベルト4へと形成されるよう構成された集束引張装置6と、生ベルト4が圧力及び/又は熱によってコンベヤベルト1を形成しつつ加硫されるよう構成された加硫プレス機7とを備えて成る製造装置において、ケーブル繰出装置5を、ケーブル繰出・引張装置として形成し、該ケーブル繰出・引張装置において、各ケーブル3にそれぞれ必要な製造応力を負荷するよう構成した。 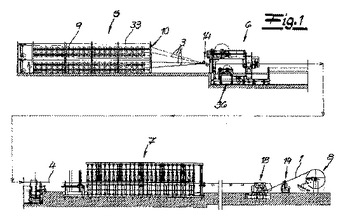 (もっと読む)
(もっと読む)
電子写真用弾性ローラの製造方法
【課題】寸法精度、特には振れの小さいローコストな電子写真用弾性ローラの製造方法を提供する。
【解決手段】
軸芯体の両端部を鉛直方向に把持固定し中心軸の傾きを補正し、環状スリットを有する環状塗工ヘッドを用いて、軸芯体を鉛直方向に移動させ環状スリットから未硬化の弾性層材料を吐出して軸芯体外周上に塗工し硬化させる電子写真用弾性ローラの製造方法において、
前記吐出塗工前に、軸芯体の中心軸を基点座標として軸芯体の長手方向における最大振れ座標を検出する軸芯体振れ座標検出工程;
前記吐出塗工時に、環状塗工ヘッドの中心位置を基点座標から最大振れ座標の方向に一定の割合で移動し、最大振れ座標を検出した軸芯体の長手方向位置に環状塗工ヘッドが到達した後は環状塗工ヘッドの中心位置を基点座標の方向に一定の割合で移動する塗工時環状塗工ヘッド位置補正工程;
を有する方法。
(もっと読む)
ワイヤ補強層検査装置及びワイヤ補強層検査方法
【課題】内管の周囲に巻き付けられたワイヤの巻き付け不良をタイムリーに検出する。
【解決手段】ワイヤWを内管ゴム14の周囲に巻き付けるワイヤ巻き付け装置20にはワイヤ補強層検査装置10が設けられている。ワイヤ補強層検査装置10は、ワイヤ補強層16の表面形状を測定する表面形状測定装置50と、その表面形状に基づきワイヤ補強層16の巻き付け不良を検出するコントローラ70とを備えている。表面形状測定装置50は、ワイヤ補強層16にレーザ光54を照射するレーザ光射出部52と、反射したレーザ光55をイメージセンサに結像させてワイヤ補強層16の表面形状を測定する測定部56とを備えている。回転盤24が90度回転する毎に、表面形状測定装置50でワイヤ補強層16の表面形状を測定し、コントローラ70に取り込まれた最新の画像データと直近の画像データとを比較することで、ワイヤWの巻き付け不良を検出する。
(もっと読む)
樹脂材料内に金属粒子立体網目構造を構築する方法及びその金属粒子立体網目構造が構築された樹脂成形品
【課題】 成形樹脂を金網状の部材で被覆し、外部から金属粒子を打ち込むことで、熱源からの熱及び樹脂成形エネルギーを熱として効率よく伝達させ、成形樹脂材内温度を迅速に成形温度に均一化させ、優れた成形機能・精度を実現させる。
【解決手段】 樹脂成形材の表層部に金属網状部材を被覆するとともに、金属粒子を略垂直に打ち込むことで、金属粒子が最密充填で配される。また、樹脂成形材を貫通する方向に磁場を印加することにより、磁極面を出発面とし、金属網状部材の針金の交差箇所を出発点としてチェーンや錐体状の集合体が樹脂材内部に形成され、金属粒子による立体網目構造を構築する。
(もっと読む)
ワイヤ巻付装置
【課題】より多くのボビンからワイヤを被巻付部材に供給することで生産性を高めることが可能なワイヤ巻付装置及びワイヤ巻付方法を得る。
【解決手段】回転円板24の外周面に回転可能に設けられた複数の支持部材30によって支持部材列46が構成され、さらに支持部材列46は回転円板24の軸方向に複数設定される。支持部材30のそれぞれには、ボビン40が装着される。回転円板24の軸方向端面24Tにボビン40を配置した構成と比較して、ボビン40をより多く配置できるので、ボビン40の1回の装着で巻き付け可能な内管ゴム18の長さも長くなり、生産性の向上を図ることができる。
(もっと読む)
軸付き合成樹脂成形体の軸振れ矯正方法、および軸振れ矯正装置
【課題】OA機器や扇風機、小型の一般産業機械の軸流型ファンモータのファンは、内側を凹部とした椀形部と椀形部の周囲に配置する複数の羽根部を合成樹脂とし、椀形部の中央に金属製の回転軸を一体成形しているが、合成樹脂の収縮により回転軸が傾き、軸が振れた状態のものが出来てしまう。
【解決手段】高周波誘導コイルと、高周波誘導コイルに通電して合成樹脂成形体の軸を高周波誘導加熱する高周波誘導加熱手段と、軸付き合成樹脂成形体を拘束する矯正冶具とを有し、合成樹脂成形体の表面近傍に高周波誘導コイルを配置し、高周波誘導加熱手段で高周波誘導コイルを用いて合成樹脂成形体の軸を高周波誘導加熱し、軸付き合成樹脂成形体の軸を把持している軸保持部を軟化させ、軸保持部を軟化させた状態において、矯正冶具で軸付き合成樹脂成形体を拘束して軸の傾きを矯正し、軸の傾きを矯正した軸付き合成樹脂成形体を得るようにした。
(もっと読む)
ゴムロール、ゴムロールの製造方法、帯電装置、画像形成装置及びプロセスカートリッジ
【課題】残留歪による変形が抑制されたゴムロール、ゴムロールの製造方法、帯電装置、画像形成装置及びプロセスカートリッジを得る。
【解決手段】芯金供給部材82内へ供給された芯金64を、回転送りロール110によって回転させる。この芯金64の外周面に、押出機66から供給されたゴム材料70が被覆する。このため、ゴム材料70を再加硫させることができ、ゴム材料70に残留する歪が緩和され、残留歪による帯電ロール54の変形が抑制される。
(もっと読む)
導電性ローラの製造方法、導電性ローラ、帯電ローラ及び電子写真装置
【課題】大電流通電条件(例えば、直流電流0.2mA以上かつ交流電流2mA以上)で高温高湿環境(例えば、30℃相対湿度80%)における帯電ローラの通電劣化を解決することのできる導電性ローラを提供すること。
【解決手段】支持体上に無機粒子の層を表面に有する未加硫ゴムの層を形成し、この無機粒子の層に型を押し当てながら、型の押し当て場所を一定間隔で該無機粒子の層の全体に押し当てるように変化させつつ、未加硫ゴムを加硫して、無機粒子が埋め込まれたゴム層を形成することにより製造される導電性ローラ。
(もっと読む)
ベルト成形体の成形装置、及び、ベルト成形体の成形方法
【課題】ベルト輪状体の積層成形工程から帆布の巻き付け工程までを一つの装置で一貫して実行できる、ベルト成形体の成形装置を提供する。
【解決手段】上記ベルト成形体7は、圧縮ゴム層2と心線3、伸張ゴム層4を含む積層物であるベルト輪状体5に帆布6を被覆して成る。上記成形装置100は、前記ベルト成形体7と嵌合する溝27を外周に有する成形型10と、前記帆布6を前記成形型10の上記溝27上に供給する帆布供給部11と、前記圧縮ゴム層2に相当するV芯36を前記帆布6の外周側に供給するV芯供給部12と、前記心線3を前記V芯36の外周側に供給する心線供給部13と、前記伸張ゴム層4に相当する上芯47を前記心線3の外周側に供給する上芯供給部14と、を備える。
(もっと読む)
クリーニングローラ製造方法及びクリーニングローラ
【課題】 より一層長期にわたって安定に使用し得るクリーニングローラの製造方法を提供する。
【解決手段】 本発明のクリーニングローラ10は、円柱状の芯金本体22と、この芯金本体22の両端に設けられ、画像形成装置に設けられたクリーニングローラ10を取り付ける軸受けに嵌め込まれる円柱状の2個のシャフトとから構成される芯金20と、芯金20の外周面に設けられたクリーニング層30とを備えている。
(もっと読む)
加硫ベルトスリーブの製造方法
【課題】周長に関わらず、ゴム層間の接着性が高い加硫ベルトスリーブを製造することのできる加硫ベルトスリーブの製造方法を提供する。
【解決手段】
第1内型に、背面ゴム層3形成用の未加硫ゴムシートと、心線4と、圧縮ゴム層2形成用の未加硫ゴムシートとを順に巻き付けてベルトスリーブ10を作製し、このベルトスリーブ10を第1内型から脱型する(第1工程)。次に、ベルトスリーブ10を、その内周面にリブ溝50aが形成された外型50の内側に挿入した後、このベルトスリーブ10の内側に、その外径が拡縮可能な第2内型51を設置する(第2工程)。次に、第2内型51の外径を拡張させて、ベルトスリーブ10を加熱された外型50に押し付けて、ベルトスリーブ10を加熱加圧して加硫するとともに、ベルトスリーブ10の外周面にリブ溝50aに対応するリブ部を形成して(第3工程)、加硫ベルトスリーブを製造する。
(もっと読む)
可圧縮性印刷スリーブ担体及びその製造方法
【解決手段】 本発明は、複合ファイバー補強可圧縮性重合体で形成されたオフセットリソグラフィに使用される可圧縮性印刷スリーブ担体を提供する。印刷スリーブ担体は、補強フィラメント(22)を可圧縮性重合体(28)で被膜し、そのフィラメントを、心棒(26)の周りに巻き付けて、中空円筒形ベースを形成する。そのとき、ベースの内側面に近い第一部分は、可圧縮性重合体で覆われた巻回補強フィラメントを含んでおり、ベースの外側面に近い第二部分は、可圧縮性重合体を含んでいる。 (もっと読む)
歯付きベルト
【課題】歯付きベルトの屈曲性を維持しつつ、歯元部の耐久性を向上する。
【解決手段】歯付きベルト10は、歯ゴム層11と背ゴム層12を有する。歯ゴム層11には、歯部14および歯底部がベルトの長手方向に沿って交互に形成されている。歯ゴム層11は歯表面側に設けられる表面歯ゴム層16と、背ゴム層12側に設けられる接着ゴム層17とから成る。接着ゴム層17と背ゴム層12との間には、心線30が長手方向に延在し、かつ幅方向において離間して埋設される。接着ゴム層17の一部は、心線30の間から背ゴム層12側にはみ出すように形成され、はみ出し部18を構成する。
(もっと読む)
歯付ベルトの製造装置及び歯付ベルトの製造方法
【課題】歯面側と背面側のエラストマー量を分別して突出させることで心線が背面から露出しなく、又、心線位置を正確に設定できる歯付ベルトの製造装置及び製造方法を提供する。
【解決手段】所定ピッチ間隔で歯が形成された外周面を有する一対の円筒からなる成形用モールドと、熱可塑性エラストマーを加熱溶融して、ダイス3から前記成形用モールドに向けて突出させる押し出し機と、所定の張力を付与した状態の心線を、前記成形用モールドに繰り出す繰り出し機と、前記熱可塑性エラストマーを、成形用モールドによって形成された歯溝に向かって押し付ける圧力付与手段とを備えた歯付ベルト製造装置において、前記ダイス3がエラストマー流路を分離して、前記心線9を成形用モールドに導く為の心線ガイド手段11を挟んだ状態に配置した歯付ベルト製造装置及びそれを使用した歯付ベルトの製造方法。
(もっと読む)
1 - 20 / 67
[ Back to top ]