
Fターム[4F213AR02]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 調整制御量(制御の対象) (465) | 力 (65) | 圧力 (56)
Fターム[4F213AR02]の下位に属するFターム
樹脂圧 (6)
Fターム[4F213AR02]に分類される特許
1 - 20 / 50
発泡ポリプロピレンの成形方法
【課題】真空熱成形(vacuum Thermoform)工程と組み合わせられた発泡ポリプロピレンの一次成形方法を提供する。
【解決手段】発泡ポリプロピレンの成形方法は、真空熱成形用シート上にスクリーン印刷を行うステップと、当該真空熱成形用シートに対し真空熱成形を行なって真空熱成形製品を得るステップ、及び発泡ポリプロピレンフォームと真空熱成形製品とを一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンの真空熱成形製品は、生産プロセスがより優れているだけでなく、耐衝撃性にも優れている。
(もっと読む)
パンク修理キット
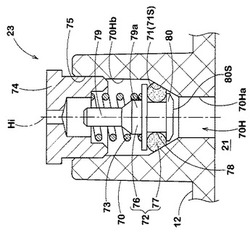
【課題】コンプレッサ装置の圧力計の表示圧力と、実際のタイヤ内圧との差を低減する。
【解決手段】コンプレッサ装置2とボトルユニット3とを直接接続する。キャップ6は、パンクシーリング剤がコンプレッサ装置側に逆流するのを防止する一方弁14を有する。コンプレッサ装置2のシリンダ12は、ポンプ室11からの圧縮空気を受け取る分岐室21を有し、該分岐室21にボトルユニット3側にのびる空気送給路39と、圧力計22と、リリーフバルブ23とを接続した。前記リリーフバルブ23は、バルブケース70の中心孔70Hに収容される弁軸72を具え、かつこの弁軸72の分岐室側の端部に、前記中心孔70Hの軸心Hiと直角な平面をなし圧縮空気の圧力を受ける受圧面80Sを設けた。
(もっと読む)
シーリング・ポンプアップ装置

【課題】圧縮空気供給部材によって生成される圧縮空気の圧力が安全弁に負荷されることで安全弁が劣化するのを抑制することができるシーリング・ポンプアップ装置を得る。
【解決手段】シリンダ112が往復移動することで、空気室124内の圧縮空気が周期的に圧縮され、この圧縮空気が、空気ホース86及び開封装置60の空気供給路92を通して連結体70に供給される。弾性変形壁122は、空気室124の圧縮空気の圧力変化に追随して変形し、空気室124の空気の圧力変化(圧力差)が抑制される(小さくなる)。これにより、コンプレッサ12(圧縮空気供給部材)によって生成される圧縮空気の圧力が安全弁114に負荷されることで安全弁114が劣化するのを抑制することができる。
(もっと読む)
結晶性ポリマー微孔性膜及びその製造方法、並びに、該結晶性ポリマー微孔性膜を用いた濾過用フィルター
【課題】微粒子を効率良く捕捉することができ、高流量で、目詰まりがなく、濾過寿命が長く、高強度の結晶性ポリマー微孔性膜、及び、該結晶性ポリマー微孔性膜を精度よく製造することができる結晶性ポリマー微孔性膜の製造方法、並びに、該結晶性ポリマー微孔性膜を用いた濾過用フィルターの提供。
【解決手段】結晶性ポリマーを金型内に敷き詰め、加圧して複数の予備成形体を成形し、前記複数の予備成形体から、第1及び第2の結晶性ポリマーフィルムを作製し、前記第1及び第2の結晶性ポリマーフィルムの少なくともいずれかの一方の面を加熱して、該フィルムの厚み方向に温度勾配を形成し、前記第1及び第2の結晶性ポリマーフィルムをそれぞれ延伸し、前記第1及び第2の結晶性ポリマーフィルムを積層して積層体を形成し、該積層体を加熱して熱固定することを含む結晶性ポリマー微孔性膜の製造方法である。
(もっと読む)
結晶性ポリマー微孔性膜及びその製造方法、並びに、該結晶性ポリマー微孔性膜を用いた濾過用フィルター
【課題】微粒子を効率良く捕捉することができ、高流量で、目詰まりがなく、濾過寿命が長く、高強度の結晶性ポリマー微孔性膜、及び、該結晶性ポリマー微孔性膜を精度よく製造することができる結晶性ポリマー微孔性膜の製造方法、並びに、該微孔性膜を用いた濾過用フィルターの提供。
【解決手段】第1の結晶性ポリマーを金型内に敷き詰め、加圧して第1の予備成形体を成形し、第2の結晶性ポリマーを金型内に敷き詰め、加圧して第2の予備成形体を成形し、前記第1及び第2の予備成形体を押出成形して第1及び第2の押出体をそれぞれ成形し、前記第1及び第2の押出体を積層して積層体を形成し、該積層体を圧延する積層体形成工程と、前記積層体の一方の面を加熱して、該積層体の厚み方向に温度勾配を形成する非対称加熱工程と、前記積層体を延伸する延伸工程と、を含む結晶性ポリマー微孔性膜の製造方法である。
(もっと読む)
空気及び/又はシーラントをタイヤに導入する装置
空気及び/又はシーラントをタイヤへ導入する装置は、出口端が被充填タイヤに接続し得るホースの入口端に接続し得る出口と入口とを有するシーラント用容器を含み、また、出口端が被充填タイヤに接続し得るホースの入口端または容器の入口に選択的に接続し得る圧力発生手段を含む。圧力発生手段と被充填タイヤとの間、また容器の出口と被充填タイヤとの間を接続するために、同一のホースが備えられるとともに、圧力発生手段に、容器の入口に、そして容器の出口に、またホースの入口端に、それぞれのカップリングが設けられ、選択的に、ホースの入口端が直接圧力発生手段に接続されること、または容器の入口が圧力発生手段に接続されかつホースの入口端が容器の出口に接続されることを可能としている。 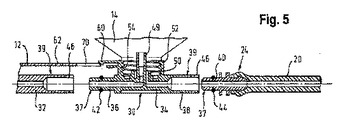 (もっと読む)
(もっと読む)
3Dアイウェアのためのレンズ
【解決手段】三次元(3D)画像を鑑賞するためのアイウェアが開示される。一部の実施形態では、アイウェアは、円偏光フィルタを含むレンズを含むことができる。右レンズは、第1の方向に円偏光された光をブロックすることができ、左レンズは、逆の第2の方向に円偏光された光をブロックすることができる。円偏光フィルタは、接着剤の使用によって、又は積層によって、レンズボディの表面(例えば前面)に付けることができる。レンズは、球、円柱、又は別の幾何学的形状に適合する1つ又は2つ以上の表面を有することができる。一部の実施形態では、円偏光フィルタを適用されるレンズの表面は、円柱形である。一部の実施形態では、レンズは、レンズの光学的矯正を提供するために、先細った厚さを有することができる。 (もっと読む)
パンク修理装置
【課題】シーリング剤の注入中に一時的に圧力上昇が生じても装置の動作を中断することなく、タイヤ内の圧力を実際に所定値に到達させられるパンク修理装置を提供する。
【解決手段】パンク修理装置は、可動子36と、可動子36の一面側にタイヤ内の空気圧を導く主管50と、主管50と可動子36の他面側空間を連通させるバイパス管54と、主管50内が目標空気圧よりも大きくなったときに開弁し開弁後は開弁状態を維持する主弁56と、主管50内が目標空気圧以下のときに閉弁して主管50とバイパス管54との連通を遮断し、目標空気圧より大きくなったときに開弁して主管50とバイパス管54を連通させて可動子36の一面側と他面側を同圧にするカット弁58と、主管50の空気圧が目標空気圧以下のときに開弁してバイパス管54に大気圧を導入し、目標空気圧より大きくなったときに閉弁して大気圧の導入を遮断する大気取込弁60を含む。
(もっと読む)
膨張性の物品を補修して膨張させるためのユニット
膨張性の物品を補修して膨張させるためのユニットであって、密封流体のための容量部(13)と、圧力源に接続可能な圧縮空気の入口(9)と、圧縮空気によって膨張性の物品に密封流体を注入するために、容量部(13)によって入口(9)に流体接続された出口(37)と、圧力調整ユニット(29)とを規定している。圧力調整ユニット(29)は、容量部(13)から上流側の出口接続点(33)と、容量部(13)への空気圧を下げるための第1の空気抵抗部(31)と、第1の空気抵抗部(31)に並列で出口接続点(33)に接続されたバイパスライン(43)と、第1の空気抵抗部(31)とバイパスライン(43)とに接続された切換部(30)とを有する。 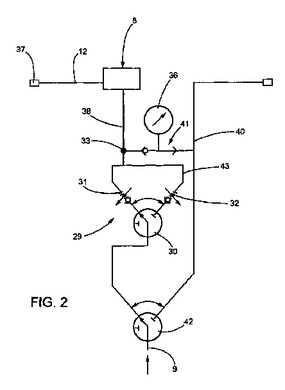 (もっと読む)
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】本発明は、真空熱成形工程と結合した発泡ポリプロピレンの二次成形方法を提供する。
【解決手段】本発明の発泡ポリプロピレンの成形方法は、真空熱成形に用いられる樹脂シート上にスクリーン印刷を行うステップと、当該シートを真空成形させてブリスター製品を得るステップと、発泡ポリプロピレンを発泡成形させてポリフォーム製品を製造するステップと、ポリフォーム製品の表面にインクをスプレーコートするステップと、ポリフォーム製品をブリスター製品と一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンのブリスター製品は、良好な耐衝撃性能を有するだけでなく、外観的にも優れている。
(もっと読む)
フッ素樹脂コーティングのシームレス縁部シーリング方法
フッ素樹脂コーティングのシームレス縁部シーリング方法を提供する。シームレス縁部シーリング方法は以下のステップを有する。(I)金型内にフッ素樹脂の原料を配置して円筒状物1を得るステップであって、圧力を維持し、金型から取り出し、最後に金型で形成されたキャスティングを焼結すること(第1手段)によって、あるいは機械的射出(第2手段)によって、あるいは機械的加硫(第3手段)によって行われるステップ。(II)円筒状物1をリング形状物3にカットし、それぞれのリング形状物(3)をカットしてそれぞれのリング形状物の内壁に環状溝31を形成するステップ。(III)リング形状物3に適合した形状に1枚のフッ素樹脂コーティングのベース布地(2)をカットし、その後、リング形状物の溝31にカットされたフッ素樹脂コーティングの布地の縁部を嵌め込むステップ。(IV)ホットプレスの後に、フッ素樹脂コーティングの1枚の布地4を得るステップ。 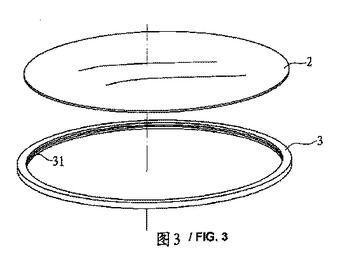 (もっと読む)
(もっと読む)
樹脂製機能シートの修復方法及び修復装置
【課題】ハンダごてや加熱ロール等の加熱手段により押圧することなく、安定して形状の欠陥部位を修復することができる樹脂製機能シートの修復方法を提供する。
【解決手段】樹脂製機能シート1に発生した形状的な欠陥部位2を修復する樹脂製機能シートの修復方法であって、支持用板材3の上部に弾性シート4を介して樹脂製機能シート1の欠陥部位2を含む領域を配置し、その上方に加圧用板材5を積層する積層工程と、支持用板材3と加圧用板材5間で樹脂製機能性シート1を加圧する加圧工程と、加圧状態を維持しながら加圧用板材5の上方から樹脂製機能性シート1の欠陥部位2を加熱する加熱工程と、加熱後に所定時間加圧状態を維持する養生工程とからなる。
(もっと読む)
電子写真用ベルト及びその製造方法
【課題】単層でありながら、面内の電気抵抗値のムラが小さく、幅方向の表面粗さを制御することが可能な電子写真用ベルトの製造方法の提供。
【解決手段】結晶性熱可塑性樹脂と導電性フィラーを含有する樹脂組成物を成形してなる電子写真用ベルトの製造方法において、前記樹脂組成物を溶融して押出すことで、前記樹脂組成物の最大結晶化度の1/5以下の結晶化度を有する管状フィルムに成形し、該管状フィルムを中空円筒状の内型と、内面の粗さを制御した中空円筒状の外型とに挟み込む工程と、前記樹脂組成物のガラス転移温度から結晶化開始温度の間の任意温度まで10℃/min以上の昇温速度で加熱し、その温度域下で該管状フィルムを10kgf/cm2以上に加圧する加熱加圧工程と、ガラス転移点以下の温度まで冷却して型から脱型する工程と、を含むことを特徴とする。
(もっと読む)
シーリング剤注入方法
【課題】排気ガスを利用することなくシーリング剤をパンクしたタイヤ内に注入することができるシーリング剤注入方法を得る。
【解決手段】ジョイントホース78の先端部に設けられたバルブアダプタ70をパンクしたタイヤ14のタイヤバルブに取り付ける。耐圧ホース24の先端部に設けられた接続部材22を自動車100の吸気管102に設けられた接続部102Aに接続する。エンジン104を始動させ、耐圧ホース24を通して空気を液剤供給ユニット11へ取り入れ、この空気圧により液剤供給ユニット11に収容されたシーリング剤をジョイントホース78を通してパンクしたタイヤ14の内部へ注入する。このように、排気ガスを利用することなくシーリング剤をパンクしたタイヤ14内に注入することができる。
(もっと読む)
ハニカム構造体の製造方法、及び製造装置
【課題】型基板の端部に塑性材料が付着せず、全面が均一に剥離出来るハニカム構造体の製造装置を提供する。
【解決手段】圧力を維持する密閉容器2と温度制御板9と型基板7と塑性材料3からなる。密閉容器2には、乾燥ガスの注入する乾燥ガス注入口1とガスを排出し圧力を調整する排出口5が配置されている(圧力を調整する真空ポンプは図示していない)。温度制御板9には、乾燥ガス注入口1側の温度制御板9に高温にする加熱部10を配置し、排出口5側に加熱部10の熱を吸収する冷却部8を配置した構成としている。
(もっと読む)
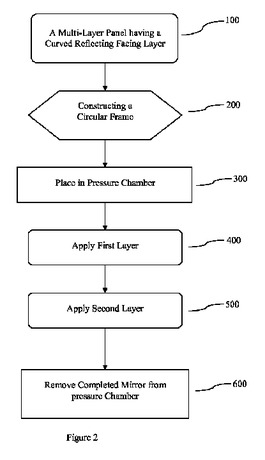
多層パネル及び当該パネルを製造する方法
湾曲した反射層や透過対向層からなる多層パネルを製造する方法であって、シンメンブレンの一側側の圧力を増加または減らしてシンメンブレンの厚み方向に圧力差を生じさせて、シンメンブレンを所望の形状に変形させる工程と、シンメンブレンを圧力の増減により所望の形状に維持しつつ、第1の材料層をシンメンブレンの外面に取り付ける工程と、第1の材料層を所定時間に亘り硬化させる工程とを有する方法。
 (もっと読む)
(もっと読む)
シーリング・ポンプアップ装置、及び、シーリング・ポンプアップ方法。
【課題】シーリング剤を適切に空気入りタイヤへ注入して、空気入りタイヤを補修する、シーリング・ポンプアップ装置、及び、シーリング・ポンプアップ方法を提供する。
【解決手段】シーリング剤Sの注入時にはシーリング剤用圧力P1で圧縮空気を液剤容器18へ供給し、シーリング剤Sが液剤容器18から排出された後にタイヤ100をポンプアップする時には、ポンプアップ用圧力P2でポンプアップする。
(もっと読む)
中空構造体の製造方法及び中空構造体製造用基板及び中空構造体製造装置
【課題】中空部のピッチ間隔が30μm以下の中空構造体を精密に製造するのに好適な中空部構造体の製造方法を提供する。
【解決手段】本発明の中空構造体の製造方法は、中空構造体製造用基板5を構成する材料の一部にガス透過性材料を用い、高圧条件下であらかじめガス透過性材料に高圧ガスを注入することにより封じ込め、減圧条件下で塑性変形膜10を表面5aに形成すると共にガス透過性材料に封じ込められた高圧ガスの各凹部5bへの放出により凹部5bへの塑性変形材料の浸入を防止しつつ塑性変形膜10を各凹部5b内の高圧ガスにより膨張延伸させて、中空構造体を製造する。
(もっと読む)
歯付ベルトの製造装置及び歯付ベルトの製造方法
【課題】歯面側と背面側のエラストマー量を分別して突出させることで心線が背面から露出しなく、又、心線位置を正確に設定できる歯付ベルトの製造装置及び製造方法を提供する。
【解決手段】所定ピッチ間隔で歯が形成された外周面を有する一対の円筒からなる成形用モールドと、熱可塑性エラストマーを加熱溶融して、ダイス3から前記成形用モールドに向けて突出させる押し出し機と、所定の張力を付与した状態の心線を、前記成形用モールドに繰り出す繰り出し機と、前記熱可塑性エラストマーを、成形用モールドによって形成された歯溝に向かって押し付ける圧力付与手段とを備えた歯付ベルト製造装置において、前記ダイス3がエラストマー流路を分離して、前記心線9を成形用モールドに導く為の心線ガイド手段11を挟んだ状態に配置した歯付ベルト製造装置及びそれを使用した歯付ベルトの製造方法。
(もっと読む)
三次元物体を生産するプロセスおよびデバイス
凝固可能な材料を固化することによって少なくとも1つの三次元物体を生産するためのプロセスであって、以下のステップを含む:生産される前記物体を担持することが可能な物体キャリアを提供するステップ;エネルギー供給を受けるときに固化することが可能な材料を提供するステップ;凝固可能な材料が固化される少なくとも構築領域において凝固可能な材料を担持する/提供する位置に、凝固可能材料のキャリア/プロバイダをもたらすステップ;前記凝固可能な材料を固化することが可能なエネルギーを前記構築領域に供給するステップ;および、圧力および/または歪みから成るグループから選択される状態を測定し、および/または制御するステップ。代わりに、または組み合わせて、接触圧、流体圧および/または材料の流動性が、感知されることができておよび/または調整されることができる。 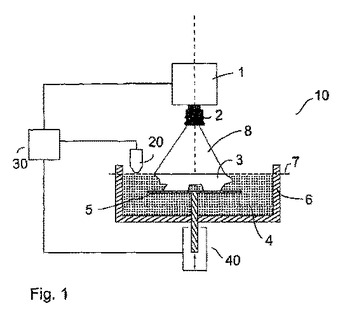 (もっと読む)
(もっと読む)
1 - 20 / 50
[ Back to top ]