
Fターム[4F213WA43]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | 複数の成形技術の組合せ (353)
Fターム[4F213WA43]に分類される特許
1 - 20 / 353
樹脂成形品製造方法及びフィルム
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
屈折率分布型レンズおよびその製造方法、屈折率分布型レンズアレイおよびその製造方法

【課題】 フレア光の発生を抑制し、解像度の高い屈折率分布型レンズおよび屈折率型分布レンズアレイを提供することにある。
【解決手段】 マトリックス樹脂と下記式(1)で表される屈折率分布を有する透明柱状構造体とから構成される屈折率分布型レンズであって、マトリックス樹脂の屈折率が透明柱状構造体の外周部の屈折率よりも高く、マトリックス樹脂と透明柱状構造体の間で屈折率が連続的に変化している屈折率分布型レンズ。
n(L)=n0{1−(g2/2)L2} …(1)
ただし、n(L)は中心軸からの距離Lの位置における屈折率、Lは中心軸からの距離(0≦L≦0.8r)、rは透明柱状構造体の半径、n0 は中心軸における屈折率、gは屈折率分布定数である。
(もっと読む)
積層パネル
【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
樹脂製熱伝達ユニットの製造方法
【課題】効率的な熱交換を維持しつつ、効率的な製造を可能とする樹脂製熱伝達ユニットの製造方法の提供。
【解決手段】放熱用あるいは受熱用流体の内部流路を有する平板状の樹脂製熱伝達ユニットの製造方法であって、互いのキャビティを対向させて配置され、型締め位置と開放位置との間で相対移動可能な一対の分割金型32A、32Bを準備する段階と、表面に内部流路の一部を形成すべき溶融状態の熱可塑性樹脂製シートP1と、伝熱板を構成する熱可塑性樹脂製シートP2とを互いに間隔を隔てて、開放位置の分割金型の間に配置する段階と、熱可塑性樹脂製シートP1と金型32Aとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引して、内部流路と相補形状の第1凹溝を形成する段階と、前記一対の分割金型を型締め位置まで移動させて面溶着し、該第1凹溝を閉鎖することにより内部流路を形成する段階とを有する。
(もっと読む)
複数の樹脂部材を成形して接続する装置と方法
【課題】2以上の樹脂部材を成形し、さらにセルフピアスリベットで接続するに当たり、樹脂部材の接続箇所の反りや変形等を矯正する作業を不要とでき、もって、製造効率を高め、製造時間を短縮することのできる複数の樹脂部材を成形して接続する装置と方法を提供する。
【解決手段】上型1と下型2からなる成形型と、成形型内の中子3と、キャビティ内にセルフピアスリベット4を押し込む押し込み手段と備えた装置10であり、中子3と上型1の間の第1のキャビティ空間C1、中子3と下型2の間の第2のキャビティ空間C2に第1の溶融樹脂体J1’と第2の溶融樹脂体J2’が成形され、双方の溶融樹脂体J1’、J2’が硬化する前に中子3が取り外され、双方の溶融樹脂体J1’、J2’の重ね合わせ箇所J1’a、J2’aにセルフピアスリベット4が打ち込まれ、双方の溶融樹脂体J1’、J2’が硬化して複数の樹脂部材J1”、J2が成形され、リベット接続される。
(もっと読む)
インモールドラベル容器およびその製造方法
【課題】とりわけ底部のガスバリア性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は、胴部11と底部12とを備えている。胴部11はラベル5と、ラベル5上の射出樹脂層8とを有している。底部12は射出樹脂層8と、射出樹脂層8上に親水性処理層12Aを介して形成されたガスバリアコート層12Bとを有している。
(もっと読む)
包装容器の製造法
【課題】容器内容物を外部から保護す酸素バリア性を有し、低コストで製造できる包装容器の製造法を提供する。
【解決手段】注出口栓は、液体用紙容器の注出孔に設けられた注出筒5及び、注出筒と一体化して注出孔外周辺の容器壁と接合する基部6を有するスパウト10と、スパウトを封止するように内蔵された破断可能なプルタブ8とからなる注出口栓であって、注出孔を容器内側から覆い、基部6及びプルタブ8に亘って射出成形により一体成形されたガスバリアフィルム13を有する。
(もっと読む)
中空構造板の製造方法
【課題】しわの発生を抑制することができ、安定して連続生産することが可能なシングルコーン型中空構造板の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂シート20に中空錐台状の凸部2aを、所定の間隔を空けて複数形成した後、各凸部2aの先端部に第2の熱可塑性樹脂シート30を熱融着して、シングルコーン成形シート2の凸部2aの先端部に、中間シート3が熱融着された中間体4を得る。その後、中間体4の表面及び裏面に、中間シート3と共に表面材7を構成する表面材シート5と、それ自体が表面材8として機能する表面材シート6を熱融着して、中空構造板1とする。
(もっと読む)
皮膜を有する熱可塑性炭素繊維複合材料の製造方法
【課題】皮膜を有する熱可塑性炭素繊維複合材料を得る。
【解決手段】1)表面温度が120℃以上180℃以下である金型を用いて、熱可塑性炭素繊維複合材料からなる成形品を得る工程と、2)得られた成形品の表面に皮膜を形成する皮膜形成工程とを含む、皮膜を有する熱可塑性炭素繊維複合材料の製造方法であって、2)の皮膜形成工程において、140℃における半減期が1秒以上2000秒以下である開始剤を添加したインモールドコート用塗料を金型内に注入して硬化させる。
(もっと読む)
シール部材の製造方法およびその方法で作製されるシール部材
【課題】
耐圧性が極めて高いシール部材が得られる製造方法を提供する。
【解決手段】
樹脂と充填材を含む樹脂組成物を予備成形素材とする予備成形工程と、前記予備成形素材を加熱する焼成工程と、前記予備成形素材を徐冷して樹脂成形体にする冷却工程と、前記樹脂成形体を切削加工する切削工程を有し、前記焼成工程において、前記予備成形素材が熱膨張する際に、前記予備成形素材の表面にかかる圧力が不均一となるシール部材の製造方法、あるいは、前記焼成工程において、前記予備成形素材が熱膨張する際に、少なくとも前記予備成形素材の一箇所に非固定面が有る状態であり、且つ前記予備成形素材と前記焼成用成形型が嵌合状態であるシール部材の製造方法。
(もっと読む)
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
複合成形体の製造方法
【課題】ガラス繊維間に多数の気孔を存在させ軽量性と吸音性、強度を確保できる複合成形体の製造方法を提供。
【解決手段】無機繊維と耐熱有機繊維からなる繊維マット(I)1の少なくとも一方の表面に、合成樹脂フィルム(II)2を積層し、一対の搬送ベルトで搬送し、所定の温度に加熱して、繊維マットと合成樹脂フィルム(II)を圧接し、繊維マット内の結着樹脂繊維cを溶融しつつ、合成樹脂フィルムの結着樹脂dの少なくとも一部を、繊維マットの内部に含浸させた後冷却して、繊維マット内部の無機繊維と耐熱性有機繊維を結着させるとともに、合成樹脂フィルムの一部を繊維マットに含浸結着させた複合シートを得る第1工程と、複合シートを常圧下又は減圧下で、前記温度Tで加熱して、バックリング現象を生じさた後、冷却金型にて賦型加圧成形する第2工程を有する複合成形体の製造方法。
(もっと読む)
光学積層体の製造方法
【課題】押し出し成形されたシートを基材層として用いた場合においても、筋状のシワ等の変形の発生を大幅に低減でき、基材層と電離放射線硬化型樹脂層との密着性を向上でき、良好な光学積層体の製造方法を提供する。
【解決手段】熱可塑性樹脂製の基材層である光拡散層13と、光拡散層13の一方の面に形成され、その表面に光学形状を有する紫外線硬化型樹脂製の光学形状層12とを備える透過型スクリーン10の製造方法は、光拡散層13を加熱する熱処理工程と、光学形状を賦形する成形ロール55に紫外線硬化型樹脂12Rが充填された状態で光拡散層13を成形型に押圧して紫外線を照射し、紫外線硬化型樹脂12Rを硬化させ、光学形状層12を形成する光学形状層形成工程と、光学形状層形成工程の後に、光学形状層12が片面に形成された光拡散層13を成形ロール55から離型する離型工程とを備えるものとした。
(もっと読む)
装飾透明基板およびその製造方法
【課題】 文字や模様等の図柄が立体的に視認されるように装飾され、意匠的に優れた装飾透明基板と、製造工程が煩雑でなく、不良品の発生頻度を抑え、かつ、良好に前記図柄の立体視を得ることができる構成を透明基板に付与することのできる装飾透明基板の製造方法を提供すること。
【解決手段】 透明基板2の反視認側に、透明な接着剤層3を介して、透明シート4が貼着されており、透明シート4の反視認側に、立体表示対象の図柄を含む所望の意匠を表現するための複数のインク層からなる印刷層5が印刷により形成されてなる装飾透明基板1であって、印刷層5の前記図柄に対応する領域5aが、透明シート4側へ押出形成され、透明基板2の視認側から、透明基板2、接着剤層3および透明シート4を通して立体的に目視可能に形成されている。
(もっと読む)
複合管、及び複合管の製造方法
【課題】シート状部材の端部同士の接合を行わなくても、このシート状部材を管体の外周面を覆った状態で保持することが可能な複合管、及びこの複合管の製造方法を提供する。
【解決手段】複合管10は、管体12と、管体12の外周面を覆うシート状部材14と、シート状部材14の全外周面を覆う継ぎ目のない保持層16とによって構成されている。これにより、シート状部材14の端部が保持層16によって覆われるので、シート状部材14の端部同士の接合を行わなくても、このシート状部材14を管体12の外周面を覆った状態で保持することができる。
(もっと読む)
自動車用ダクトの製造方法
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
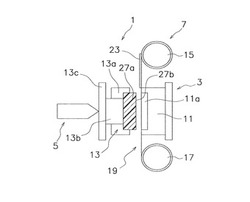
レンズの製造方法
【課題】レンズの製造方法において、精度の高いレンズの作製と製造コストの低減とを可能にする。
【解決手段】本発明に係る製造方法は、ランナー50を介して複数のレンズ中間体51が互いに連結された構造物から、成型ユニットを用いてレンズを製造する方法である。ここで、成型ユニットにおいては、同軸配置された第1開口部31及び第2開口部32と、成型室33とが、保持部3に形成されており、第1開口部31及び第2開口部32にそれぞれ第1成形型1及び第2成形型2が挿入されている。又、保持部3には、成型室33へのレンズ中間体51の導入を可能にする通路35が形成されている。そして、本発明に係る製造方法においては、前記構造物を操作して、レンズ中間体51及びランナー50を通路53に沿って移動させることにより、レンズ中間体51を成型室33内の所定位置Qへ導く。その後、レンズ中間体51に対してプレス圧力を加えて成型する。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】樹脂組成物の酸化劣化を抑え、高品位なシームレスベルトを低コストで製造できる方法を提供する。
【解決手段】熱可塑性樹脂を含む樹脂組成物の熔融体を有する環状流路に樹脂組成物からなるペレットを投入し、押圧面が樹脂組成物の融点未満に温調されたピストンで、投入されたペレットを押圧面が熔融体と接するまで押圧し加圧熔融させる工程と、環状ダイから熔融体を放射方向に吐出させる工程と、吐出された熔融体を密着手段により筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、筒状金型及び密着手段と、環状ダイとを軸方向に相対移動させ筒状金型の内壁面に熔融体を塗布し筒状の層を形成する工程と、密着手段と筒状の層と環状ダイとで形成される空間内に気体を充填し、筒状の層を筒状金型の内壁面に密着させる工程と、筒状の層を固化させる工程とを含むシームレスベルトの製造方法。
(もっと読む)
多層チューブ、及び、該多層チューブの製造方法
【課題】耐薬品性及び耐熱性に優れ、かつ、柔軟性に優れる多層チューブを提供する。また、該多層チューブの製造方法、該多層チューブを備える内視鏡を提供するものである。
【解決手段】多孔質のポリテトラフルオロエチレンからなる外層、及び、溶融加工可能なフッ素樹脂からなる内層を含み、該内層がシームレスであることを特徴とする多層チューブである。
(もっと読む)
金属箔張積層板の製造方法
【課題】金属箔張積層板を製造する際に、溶剤を用いずに金属箔張積層板の断裁された端面に被覆樹脂層を形成することができる金属箔張積層板の製造方法の提供を目的とする。
【解決手段】金属箔3とプリプレグ4を含む複数の素材を積層して積層基材2を形成する工程と、積層基材2を所定の寸法に断裁する工程と、積層基材2の断裁された端面2aに、基材フィルム7上に半硬化状態の転写樹脂層6が設けられた転写材5を配置する工程と、積層基材2の断裁された端面2aに接する転写樹脂層6を形成する樹脂6aを硬化させる工程と、基材フィルム7を剥離する工程とを少なくとも含み、これらの工程を順に実施することによって、端部に被覆樹脂層8が設けられた金属箔張積層板1を製造する。
(もっと読む)
1 - 20 / 353
[ Back to top ]