
Fターム[4F213WA56]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 材料を付加する加工、処理 (493) | 充填、注入 (84)
Fターム[4F213WA56]に分類される特許
1 - 20 / 84
多層シームレスベルトの製造方法
樹脂成形品製造方法及びフィルム
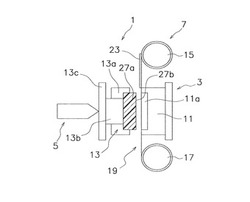
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
歯付きベルトの製造方法及び歯付きベルト

【課題】歯底に心線が露出せず、心線が腐食しにくい歯付きベルトを容易に製造することができる歯付きベルトの製造方法を提供すること。
【解決手段】心線13が埋設されたベルト本体11と複数の歯部12とを備えた歯付きベルト1Aの製造方法であって、歯部12を形成するための複数の突部の先端に心線13を支持するための心線支持突起を有する成形型に、少なくとも心線支持突起を被覆するように吸水性を有する布を敷設した後、心線13を心線支持突起の先端部分で支持されるように保持しつつ布が一体成形されたベルトを成形し、その後、成形されたベルトにおける心線支持突起によって形成される溝部を被覆している部分の布にエマルジョン樹脂17をコーティングすることを特徴とする。
(もっと読む)
ゴムロールの製造方法
【課題】金型の内部に芯金を入れる際、その芯金が金型の内壁や金型の内壁に設けられた被膜部材に接触するのを防止する。
【解決手段】芯金挿入工程において、治具40の貫通孔42の内径と芯金20の外径との差をA、第1金型12の内径と治具40の貫通孔42の内径との差の半分をB、治具40の貫通孔42の内壁面46の軸方向における長さをL、第1金型12の第2金型14側における他端面12Cから治具40の外端面40Aまでの軸方向における長さDから、長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすゴムロールRの製造方法とする。
(もっと読む)
歯付ベルトの製造方法
【課題】周方向で均一な強度を有する心線と歯布を形成でき、高強度で信頼性の高い歯付ベルトを製造することのできる歯付ベルトの製造方法を提供する。
【解決手段】円筒状のマンドレルの外周面にブレーディングによって歯布を形成し、マンドレルの内部に配置された成形型の周りに歯布を配置する第1の工程と、成形型の周りに歯布を配置した姿勢で歯布とマンドレルを分離する第2の工程と、歯布の周りにブレーディングによって心線を形成する第3の工程と、心線と歯布とベルト歯部とベルト溝部をベルト材で一体とする第4の工程からなり、第4の工程において、歯布が成形型側に案内されて歯付ベルトのベルト歯部とベルト溝部の表面に配置される。
(もっと読む)
ゴムクローラの製造方法
【課題】ゴムクローラにバリが発生するのを抑制し、ゴムクローラの生産性を向上させる。
【解決手段】外型3と内型10の間に空間を形成する。内型10は、外周に環状のゴムクローラの成型部を備える。外型3は、内型10の周方向の一部に組み合わされる。外型3と内型10の間の空間に未加硫ゴムを射出して、未加硫ゴムクローラ90の一部を成型する。空間の形成と未加硫ゴムの射出を内型10の全周で繰り返して、未加硫ゴムクローラ90を成型する。内型10と未加硫ゴムクローラ90を加硫缶に入れて、未加硫ゴムクローラ90を加硫する。
(もっと読む)
眼鏡用プラスチックレンズおよびその製造方法
【課題】眼鏡製造工程での枠入れ時の廃棄物量を低減するための手段を提供すること。
【解決手段】レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有し、かつ内壁面に円周方向に連続して突設された突起帯を有する環状のガスケットの前記2つの開口に第1モールドおよび第2モールドをそれぞれ嵌挿させることにより、前記突起帯を含むキャビティを形成すること、および、前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより眼鏡用プラスチックレンズを得ること、を含み、前記得られる眼鏡用プラスチックレンズは、前記突起帯の形状が転写されることにより側面に内側に向かってくびれた溝部が形成された成形体であり、該溝部を横断する断面の平面視形状が非円形であることを特徴とする眼鏡用プラスチックレンズの製造方法。
(もっと読む)
プラスチック光学部材及びその製造方法
【課題】 デジタルカメラや複写機等の光学機器のコンパクト化に伴い、搭載される光学部材の小型化が求められている。しかし従来技術では、芯レンズの外径より大きなキャビティ空間を設け、そこに被覆プラスチックが芯レンズの表裏光学面に同時に流入する手法が取られている為、光学部材の小型化が阻害される要因となってしまう。
【解決手段】 芯レンズに被覆のための溶解プラスチックが分岐流動する凹形状部を設け、当該凹形状部を介して被覆プラスチックを芯レンズの表裏面に同時に流入させる。
(もっと読む)
電子写真用ベルトの製造方法
【課題】熱可塑性樹脂を含む樹脂組成物からなる表面性および形状精度に優れた高品位なシームレス形状の電子写真用ベルトを低コストで製造する方法を提供する。
【解決手段】明細書中に定義される製造装置を用いた電子写真用ベルトの製造方法であり第1及び第2の円筒の対向する端部の間の間隙に環状ダイから熔融体を押し出し樹脂組成物を該環状ダイから該間隙まで連ならせる工程と該樹脂組成物を該対向する端部で挟持して円筒内の気体の連通を遮断する工程と該第1の円筒の内壁に筒状の層を形成する工程と該筒状の層の内面と該第2の円筒の内壁とで少なくとも形成される空間に気体を充填して該筒状の層を該第1の円筒の内壁に密着させる工程と該筒状の層の内側に密閉空間を形成する工程と該密閉空間に気体を充填して該筒状の層を第1の円筒の内壁にさらに密着させる工程と該筒状の層を固化させる工程とを有する。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】熱可塑性樹脂を主成分とする高品位なシームレスベルトを低コストで製造可能にする。
【解決手段】
筒状金型4と把持部材7を、互いに対向する端部同士の間に間隙20が生じるように配置する。プランジャ3による溶融体30の加圧と開口幅変化機構による吐出口2cの開口幅の縮小とを開始し、環状ダイ2の吐出口2cから間隙20へ溶融体30を吐出する。間隙20に吐出された溶融体30を筒状金型4と把持部材7との端部で挟持し、筒状金型4の内部と把持部材7の内部との間を遮断する。吐出口2cの開口幅の縮小を停止する。溶融体30を挟持した状態で筒状金型4及び把持部材7を軸方向に移動させながら、筒状金型4の内壁へ溶融体30を吐出して筒状の層1を形成する。筒状の層1と筒状金型4と把持部材7とで仕切られた内部空間50に気体を充填し筒状の層1を筒状金型4の内壁に密着させ、固化させる。
(もっと読む)
レンズの製造方法
【課題】レンズの製造方法において、精度の高いレンズの作製と製造コストの低減とを可能にする。
【解決手段】本発明に係る製造方法は、ランナー50を介して複数のレンズ中間体51が互いに連結された構造物から、成型ユニットを用いてレンズを製造する方法である。ここで、成型ユニットにおいては、同軸配置された第1開口部31及び第2開口部32と、成型室33とが、保持部3に形成されており、第1開口部31及び第2開口部32にそれぞれ第1成形型1及び第2成形型2が挿入されている。又、保持部3には、成型室33へのレンズ中間体51の導入を可能にする通路35が形成されている。そして、本発明に係る製造方法においては、前記構造物を操作して、レンズ中間体51及びランナー50を通路53に沿って移動させることにより、レンズ中間体51を成型室33内の所定位置Qへ導く。その後、レンズ中間体51に対してプレス圧力を加えて成型する。
(もっと読む)
分級ローター用羽根ピンの製造方法
【課題】芯材を再利用できる分級ローター用羽根ピンの製造方法を提供する。
【解決手段】ウレタン樹脂及び硬化剤を樹脂からなる容器に加えて攪拌し、原料溶液を調製する工程と、成形型に前記原料溶液を加える工程と、前記成形型の中心部に金属からなるピンを差し込む工程と、前記成形型を加熱炉内でウレタン樹脂を加熱硬化させる工程と、前記ウレタン樹脂を加熱炉から取り出し、前記金属ピンを抜き取る工程と、芯材を中空部に差し込む工程とを備え、前記芯材は、軸方向において前記中空円筒部よりも外側に配置される両端部を有し、前記両端部にビス穴が形成されている。
(もっと読む)
三次元形状造形物の製造方法およびそれから得られる三次元形状造形物
【課題】金型として用いることができ、ウェルド発生を防止するのに好適な三次元形状造形物を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームLを照射して、その所定箇所の粉末を焼結又は溶融固化させて固化層24を形成する工程、および、(ii)得られた固化層24の上に新たな粉末層を形成し、その新たな粉末層の所定箇所に光ビームLを照射して更なる固化層24を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、工程(i)と工程(ii)との反復実施に際して、固化層にヒータ要素70を配置し、それによって、三次元形状造形物の内部にヒータ要素70を設けることを特徴とする三次元形状造形物の製造方法。
(もっと読む)
タンク用のプラスチックライナーの製造方法
【課題】補強部材の貼り付け作業の効率化を図りつつプラスチックライナーの品質の向上を図る上で有利なタンク用のプラスチックライナーの製造方法を提供する。
【解決手段】可撓性を有する膜材によって袋状に形成され、内部に気体あるいは液体が充填されることにより膨らみ、少なくともドーム部28の内面およびこのドーム部28に接続する胴体部26の部分の内面に密着する外面を備えた袋体30を用意する。補強部材24をドーム部28の表面に貼り付ける前に、縮小された状態の袋体30を開口部20から内部空間Sに挿入する。補強部材24を内部空間Sに挿入した後、前記の空気供給源から管路32を介して袋体30の内部に気体としての空気を充填して袋体30を薄肉構造体22の内面に密着させる。袋体30を薄肉構造体22の内面に密着させた後、補強部材24をドーム部28の表面に貼り付ける。
(もっと読む)
高負荷伝動用Vベルト及びその製造方法
【課題】高負荷伝動用Vベルトのブロックの耐衝撃性を向上させる。
【解決手段】高負荷伝動用VベルトBは、複数のブロック10がベルト長さ方向に並ぶように配設されると共にそれぞれがエンドレスの張力帯20に係止され、複数のブロック10の両側面11がプーリ接触面に構成されている。複数のブロック10のそれぞれは、金属補強材13と、金属補強材13を被覆すると共にプーリ接触面を構成する両側面11を形成するように設けられマトリクス樹脂にカーボン短繊維が添加されたカーボン短繊維補強樹脂で形成された樹脂被覆層14と、を有する。樹脂被覆層14を形成するカーボン短繊維補強樹脂に含まれるカーボン短繊維は、複数のブロック10のそれぞれの両側面11において、上下方向に配向している。
(もっと読む)
歯付ベルトの製造方法
【課題】熱可塑性エラストマーの供給量を少なくして成形を行なうことができる歯付ベルトの製造方法を提供する。
【解決手段】外周に所定間隔で歯成形溝4を設けて形成される成形ドラム5と、成形ドラム5の外周に面して配設された押圧バンド6を用いる。そして成形ドラム5を回転させつつ、予め成形した歯部3を成形ドラム5の歯成形溝4にはめ込んで、この上から、平行に配置された複数本の心線2を成形ドラム5の外周に送ると共に押出機の押出ヘッド7より溶融状態の熱可塑性エラストマー8を成形ドラム5の外周に送り出す。次に成形ドラム5の回転により押圧バンド6と成形ドラム5の間に心線2と熱可塑性エラストマー8を巻き込んで、押圧バンド6による押圧力で熱可塑性エラストマー8を成形ドラム5の外周に加圧してベルト本体部1を成形すると共に、ベルト本体部1を成形する熱可塑性エラストマー8と歯成形溝4内の歯部3とを溶融接着させる。
(もっと読む)
繊維強化樹脂からなる部材の補修方法
【課題】母材の平滑性が求められる部位においても、確実かつ効率よく補修することのできる繊維強化樹脂からなる部材の補修方法を提供することを目的とする。
【解決手段】部材10において補修すべき部位に形成された凹部11に、予め形成したプラグ20を挿入して樹脂を注入・含浸させ、熱処理により硬化させることで、補修を行う。このとき、樹脂を注入・含浸させるために用いる真空バッグ31において、凹部11の外周部に対向する領域に環状のパスメディアを設け、注入された樹脂をパスメディアに沿って優先的に流れるようにすることができる。これにより、樹脂は凹部11の外周部を環状に流れ、重力により凹部11内に流れ落ちていき、凹部11内に樹脂を均一に充填・含浸することができる。
(もっと読む)
ゴム転写ベルト
【課題】ベルトのプーリに対する摩擦係数を低減させる。
【解決手段】歯付きベルト10は、歯部14と歯底部15とを交互に形成した歯ゴム部11と、歯ゴム部11の表面に設けた薄層の歯表面ゴム層16と、歯表面ゴム層16を被覆する歯布20とを備える。歯表面ゴム層16の少なくとも一部は、歯布20の隙間に充填し歯布20の表面に露出する。歯表面ゴム層16は半加硫状態に加硫する。ベルト10は、プーリに掛けられ回転するとき、表面に露出する歯表面ゴム層16の一部が、プーリ表面に転写する。
(もっと読む)
湿気及び酸素バリア基板及び飲食物包装材のためのフレキシブル薄膜の製造方法
【課題】湿気または酸素による有機物素子の寿命短縮を抑制ないし防止することができる湿気及び酸素バリア基板及び飲食物包装材のためのフレキシブル薄膜の製造方法の提供。
【解決手段】ナノメートルサイズまたはマイクロメートルサイズの粒子を溶液状態のポリマーに均一に分散させる段階、前記粒子が均一に分散された溶液状態のポリマーを溶液キャスティング法でキャスティングし、溶媒を除去することで、ポリマーまたはプラスチックフィルムを成形する段階209、前記段階で成形されたフィルムをガラス転移温度と溶融点の間で延伸することで、前記粒子の剥離を促進させ、剥離された平板型ナノメートルサイズまたはマイクロメートルサイズの粒子を配向させる段階211、有機コーティングによって前記フレキシブル基板の表面を平坦化する段階、前記有機膜硬化のための熱処理段階を含む。
(もっと読む)
プリズム及びその製造方法
【課題】導光体と遮光体とからなるプリズムであって、遮光体の周囲の照度が低下することが抑制されたプリズムを提供する。
【解決手段】透光樹脂から成る導光体と、遮光樹脂から成る遮光体と、を備え、導光体は、第1光源から照射される光を導光する第1領域と、第1光源とは異なる第2光源から照射される光を導光する第2領域と、を有し、第1領域と第2領域とは、遮光体を介して連結され、導光体と遮光体との対向面の一部が融着されている。
(もっと読む)
1 - 20 / 84
[ Back to top ]