
Fターム[4F213WA83]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 熱的処理 (263)
Fターム[4F213WA83]の下位に属するFターム
冷却 (43)
Fターム[4F213WA83]に分類される特許
1 - 20 / 220
多層シームレスベルトの製造方法
芳香族ポリイミド樹脂成形品の製造方法
【課題】機械物性が改善され、連続生産性に優れる芳香族ポリイミド樹脂成形品の製造方法を提供する。
【解決手段】ピロメリット酸二無水物と4,4’−ジアミノジフェニルエーテルを反応させて得られるポリイミド粉末であって、平均粒子径が0.1〜9μmかつイミド閉環率が50〜95%のポリイミド粉末を用いて 、以下の2工程により芳香族ポリイミド成形品とする芳香族ポリイミド樹脂成形品の製造方法。
(1)ポリイミド粉末に、100℃未満で、294.2MPaを越え、980.7MPa以下の圧力をかけて圧粉体とする第一工程。
(2)第1工程で得られた圧粉体に、真空ないし不活性ガス雰囲気中、常圧、350〜500℃で加熱を行う第二工程。
(もっと読む)
レーザー焼結における光学コンポーネントへの沈着を回避するための装置
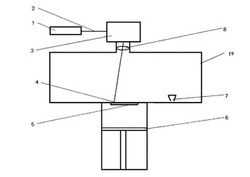
【課題】立体物体の積層式の製造の間に生ずる蒸気が、例えばレンズなどの過敏な部材に対して沈着するのを抑え、これをもって立体物体の積層式の製造方法を改善する。
【解決手段】造形室19を含む立体物体の積層式の製造のための装置であって、前記造形室19は、高さ調節可能な造形プラットフォーム6と、電磁線の作用によって固化可能な材料の層を前記プラットフォーム上に施与する装置7と、物体に対応する層の箇所の照射装置とを有し、前記照射装置は、放射源1と、制御ユニット2と、電磁線の放射経路中に存在するレンズ8とを含む装置において、該装置が、造形室内に又は造形室外に存在する、少なくとも1つの析出表面を有する前記装置。
(もっと読む)
積層パネル

【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
ポリイミドベルト製造方法
【課題】1種類の塗工液で、抵抗が異なる複数層を積層したポリイミドベルトの製造方法の提供。
【解決手段】複数層構造を有するポリイミドベルト製造方法において、(1)導電剤を分散させたポリイミド前駆体溶液で、金型へ塗布・流延を行う第1層目塗布工程と、塗膜に含まれる溶媒を除去する第1層目乾燥工程と、塗膜をイミド化する第1層目焼成工程とを有し、(2)第1層目作製工程の後に、第2層目作製工程を有し、(3)第2層目作製工程は、第1層目と同じポリイミド前駆体溶液で、第1層目のポリイミド層の上に塗布・流延を行い、乾燥、イミド化する工程を有し、(4)第1層目乾燥工程と第2層目乾燥工程の最高温度が異なり、(5)さらにそれ以上に第n層まで作製する際には、同様に、第1層目と同じポリイミド前駆体溶液で、塗布・流延を行い、乾燥、イミド化する工程を有し、第n層目乾燥工程と、第n−1層目乾燥工程の最高温度も異なる。
(もっと読む)
樹脂被覆ロールの形成方法
【課題】金属製ロールの表面に樹脂被膜層を備えた樹脂被覆ロールを再生する。
【解決手段】金属製ロール表面に熱硬化性樹脂からなる樹脂被膜層を備えた樹脂被覆ロールの再生方法であって、前記金属製ロールの表面に接着剤を介さずに焼結固定している樹脂被膜層を金属製ロールの表面から剥離し、ついで、残留付着物を除去して平滑面とした前記金属製ロールの表面に、接着剤を塗布しないと共に、接着樹脂剤を含まない樹脂被膜層とする樹脂のみ塗布し、ついで、焼結炉において常温から300℃以上500℃以下の加熱温度に10時間〜80時間をかけて昇温して、前記金属製ロールの表面と樹脂被膜層の間にガスを溜めずに樹脂被膜層を金属製ロールの表面に焼結して設ける。
(もっと読む)
熱防御複合材の製造方法
【課題】応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供すること。
【解決手段】樹脂が含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、電気炉を用いた焼結による一体成形を行うことによって前記熱防御複合材を得ることを特徴とする。
(もっと読む)
中空構造板の製造方法
【課題】しわの発生を抑制することができ、安定して連続生産することが可能なシングルコーン型中空構造板の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂シート20に中空錐台状の凸部2aを、所定の間隔を空けて複数形成した後、各凸部2aの先端部に第2の熱可塑性樹脂シート30を熱融着して、シングルコーン成形シート2の凸部2aの先端部に、中間シート3が熱融着された中間体4を得る。その後、中間体4の表面及び裏面に、中間シート3と共に表面材7を構成する表面材シート5と、それ自体が表面材8として機能する表面材シート6を熱融着して、中空構造板1とする。
(もっと読む)
立体模型製造方法、立体模型およびCADデータ加工装置
【課題】強度や耐摩耗性を向上させた立体物を造形する立体模型製造方法および立体模型を提供する。
【解決手段】コンピュータ100、3次元プリンタPRN1および減圧装置VCMを使用する立体模型製造方法は、立体模型の第1の面に複数の第1の開口と、立体模型の第2の面に第2の開口とを設け、第1の開口と該第2の開口とを連通する経路を形成するように前記3次元CAD情報を加工する加工ステップと、3次元CAD情報に基づき、第1の面に複数の第1の開口と、第2の面に第2の開口と、第1の開口と該第2の開口とを連通する経路と、が形成された立体模型を出力する出力ステップと、立体模型の前記第1の面に、前記第1の開口を覆うようにシートを載置し、減圧装置を使用して、前記第2の面の第2の開口から経路を減圧して該立体模型と該シートを密着させる密着ステップを有する。
(もっと読む)
ゴムロールの製造方法
【課題】金型の内部に芯金を入れる際、その芯金が金型の内壁や金型の内壁に設けられた被膜部材に接触するのを防止する。
【解決手段】芯金挿入工程において、治具40の貫通孔42の内径と芯金20の外径との差をA、第1金型12の内径と治具40の貫通孔42の内径との差の半分をB、治具40の貫通孔42の内壁面46の軸方向における長さをL、第1金型12の第2金型14側における他端面12Cから治具40の外端面40Aまでの軸方向における長さDから、長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすゴムロールRの製造方法とする。
(もっと読む)
基板収納カセット用繊維強化樹脂製サポートバーの製造方法
【課題】軽量かつ高い曲げ剛性を備えた繊維強化樹脂製サポートバーを早いサイクルで安価に製造する基板収納カセット用繊維強化樹脂製サポートバーの製造方法を提供することである。
【解決手段】断面角形状の長尺状の芯材2に繊維強化樹脂製のプリプレグ3を複数層巻きつけて内筒体4を形成する内筒体形成工程と、前記内筒体4の側面に、該内筒体4の軸方向に沿って、繊維強化樹脂製のプリプレグ3からなる補強層5を積層して予備成形体6を形成する積層工程と、前記予備成形体6の外層にラッピングテープ7を巻きつけるラッピング工程と、前記ラッピングされた予備成形体6を加熱する加熱硬化工程と、により、基板収納カセット用繊維強化樹脂製サポートバーを製造する。
(もっと読む)
噴出ノズル管の製造方法並びにその方法により製造される噴出ノズル管
【課題】内容物の安定かつ一定の噴出を実現するための噴出ノズル管の提供を図る。
【解決手段】熱可塑性を有する合成樹脂素材により製造されたノズル管本体10からセンタリング機能を備える噴出ノズル管を製造すべく、ノズル管本体10の長さ方向に複数の切り込み31を入れてできた切片32を加熱し若しくは折り返して夫々ノズル管本体10の外径より外側に膨らんだ状態で冷却・固定化する工程からなる。かかる工程を経ることにより、ノズル管本体10の外径より外側へ膨らんで噴出口13のセンタリング位置決めを行うセンタリング機構が備えられた噴出ノズル管を得ることができる。
(もっと読む)
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、連続する罫線を効率的に形成することができる。罫線周縁の樹脂段ボール板が破断するのを防止することができる。樹脂段ボール板の罫線個所が加熱により白化するのを防止して樹脂段ボール板が外観不良になるのを防止することができる。角度を有した罫線や曲線状の罫線を効率的に形成することができる。罫線にて折り曲げられて製造された樹脂段ボール板製品にあっては、罫線形成個所から水分や粉塵等がリブ相互間の空隙内に進入するのを防止する。
【解決手段】レーザ光出力ヘッド(49)の移動に伴って樹脂段ボール板(21)上にレーザ光を出力して該樹脂段ボール板(21)を非溶融の軟化状態へ加熱しながら加熱軟化した樹脂段ボール板(21)に対して押圧部材(55)を圧接してレーザ光出力ヘッドの移動方向へ連続する凹状に熱変形させて罫線を形成する。
(もっと読む)
円筒状積層体の製造方法
【課題】熱融着性シート材を加圧する条件を緩和しても、熱融着性シート材の熱融着を促進することができ、円筒状積層体の形状保持性を高めることの容易な円筒状積層体の製造方法を提供する。
【解決手段】円筒状積層体11の製造方法は、不織布12を加熱しながら巻芯に巻き取る巻取工程を備える。巻取工程では、巻芯21と駆動ローラー22とにより不織布12を加圧しながら、巻芯21と駆動ローラー22との間に不織布12を連続して通過させ、駆動ローラー22により不織布12を加熱して巻芯21に巻き取る。駆動ローラー22は、第1駆動ローラー22aと、それよりも下流側に位置する第2駆動ローラー22bとを備える。第2駆動ローラー22bの温度は熱融着性成分の融点以上とされる。第2駆動ローラー22bの周速度を第1駆動ローラー22aの周速度よりも速めるとともに、不織布12を第1駆動ローラー22aの周速度で供給する。
(もっと読む)
三次元形状造形物の製造方法
【課題】造形物の反り変形に好適な対処した三次元形状造形物の製造方法を提供すること。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して当該所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、その新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程を繰り返して行う三次元形状造形物の製造方法であって、固化層の表面領域のうち三次元形状造形物の外表面を構成する表面領域に対して、光ビームを再照射して加熱処理することを特徴とする製造方法。
(もっと読む)
レンチキュラーシート及びレンチキュラーシートの製造方法
【課題】高い視覚効果を有するレンチキュラーシートを提供すること。
【解決手段】その表面から一部が突出する突出部12を有する基材21と、基材21の一方の主面に設けられたレンチキュラーレンズ22と、基材21の他方の主面に設けられ、レンチキュラーレンズ22を介して視認することで立体視又は可変視が可能な画像13を有する印刷層23と、を備える構成とする。
(もっと読む)
ローラの製造方法
【課題】この発明の課題は、軸体の外周面に高い密着性で弾性層を形成できるローラの製造方法を提供することにある。
【解決手段】軸体2の外周面に形成された弾性層3を備えてなるローラ1の製造方法であって、軸体2の表面における軟水の接触角が20°以下の前記軸体に弾性層3を形成するローラ1の製造方法。
(もっと読む)
光学積層体の製造方法
【課題】押し出し成形されたシートを基材層として用いた場合においても、筋状のシワ等の変形の発生を大幅に低減でき、基材層と電離放射線硬化型樹脂層との密着性を向上でき、良好な光学積層体の製造方法を提供する。
【解決手段】熱可塑性樹脂製の基材層である光拡散層13と、光拡散層13の一方の面に形成され、その表面に光学形状を有する紫外線硬化型樹脂製の光学形状層12とを備える透過型スクリーン10の製造方法は、光拡散層13を加熱する熱処理工程と、光学形状を賦形する成形ロール55に紫外線硬化型樹脂12Rが充填された状態で光拡散層13を成形型に押圧して紫外線を照射し、紫外線硬化型樹脂12Rを硬化させ、光学形状層12を形成する光学形状層形成工程と、光学形状層形成工程の後に、光学形状層12が片面に形成された光拡散層13を成形ロール55から離型する離型工程とを備えるものとした。
(もっと読む)
光学素子成形装置
【課題】一度に複数個の光学素子の成形を行うとともに、成形される光学素子のバラツキを最小限に抑えた光学素子成形装置を提案する。
【解決手段】一対の転写面31,61を有する上型60と下型30とが、8個づつ等間隔で円環状に配置される。前記一対の転写面が同一軸上で対向する位置に形成された複数の下型装着孔とその中心位置に形成された第1ヒータ装着孔とが形成された胴型と、前記第1ヒータ装着孔に挿入された第1ヒータと、前記胴型の外周を取り囲むように設けられる第2ヒータとを備え、前記胴型の中心側と外周側の両方から上型60と下型30とを加熱することで、均一な加熱を行う。更に、8組の中の少なくとも1組の上型60及び下型30の温度を測定するとともに、隣合う2つの下型の中間位置に温度センサを挿入して場所によるバラツキがないことを確認した後に成形を行う。
(もっと読む)
プラスチックダンボール製の板状部材及びその製造方法
【課題】プラスチックダンボールの端部よりも内側に円形状や矩形状など所望形状の開口部を開けたりする場合に、当該開口部や凹部の端面に隙間を生じることなく閉塞することが可能なプラスチックダンボール製の板状部材及びその製造方法を提供する。
【解決手段】プラスチックダンボールの表面に所定の断面形状に形成された加熱板22を押圧して加熱することにより溶融される前記プラスチックダンボールの少なくとも表面側に位置する前記プラスチック製平板9及びリブ11からなる溶融部と、複数に分割された構成部材が前記プラスチックダンボールの表面に沿った方向の外側に向けて拡張したときの断面形状が、挿入時の断面形状よりも拡大する拡張部材を、前記加熱板によって溶融された前記プラスチックダンボールの裏面側から挿入することにより起立される前記裏面側に位置するプラスチック製平板からなる起立部とを備えるように構成した。
(もっと読む)
1 - 20 / 220
[ Back to top ]