
Fターム[4F213WA87]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 架橋、硬化 (348)
Fターム[4F213WA87]に分類される特許
1 - 20 / 348
歯付きベルト
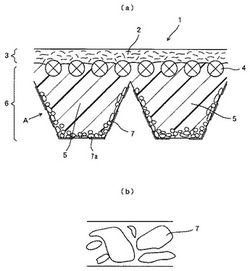
摩擦伝動ベルト及びその製造方法
【課題】プーリ係合面の摩擦係数を小さくして、プーリのミスアライメントやスティックスリップによる騒音や異音を低減できる摩擦伝動ベルトを提供する。
【解決手段】摩擦伝動ベルト1において、プーリに係合又は接触するための圧縮ゴム層6の摩擦伝動面に、ポリエチレン系樹脂で形成された滑剤7を、前記摩擦伝動面の面積に対して20%以上(特に20〜80%)の面積割合で付着させる。前記滑剤7は、粒状滑剤及び/又は扁平状滑剤を含む。前記摩擦伝動ベルトは、摩擦伝動面の近傍に滑剤が埋設されていてもよい。前記圧縮ゴム層はエチレン−α−オレフィンエラストマーを含んでいてもよい。前記摩擦伝動ベルトは、バインダー成分を介在させることなく、滑剤が圧縮ゴム層に付着していてもよい。前記粒状滑剤は低密度ポリエチレンで形成されていてもよい。前記扁平状滑剤は、粒状滑剤が加硫成形工程で薄肉化した滑剤であってもよい。
(もっと読む)
歯付きベルトの製造方法及び歯付きベルト

【課題】歯底に心線が露出せず、心線が腐食しにくい歯付きベルトを容易に製造することができる歯付きベルトの製造方法を提供すること。
【解決手段】心線13が埋設されたベルト本体11と複数の歯部12とを備えた歯付きベルト1Aの製造方法であって、歯部12を形成するための複数の突部の先端に心線13を支持するための心線支持突起を有する成形型に、少なくとも心線支持突起を被覆するように吸水性を有する布を敷設した後、心線13を心線支持突起の先端部分で支持されるように保持しつつ布が一体成形されたベルトを成形し、その後、成形されたベルトにおける心線支持突起によって形成される溝部を被覆している部分の布にエマルジョン樹脂17をコーティングすることを特徴とする。
(もっと読む)
繊維強化部品のダイレクトデジタル製造のための方法、装置、及び材料混合物
【課題】部品の等方性の強化及び方向性の強度を提供するために、強化用繊維が選択的に配向される繊維強化部品のダイレクトデジタル製造方法及び材料混合物の提供。
【解決手段】磁性粒子25を提供するステップ、磁性粒子をマトリックス材料24に導入するステップ、磁性粒子を電磁場40と結合することにより、磁性粒子をマトリックス材料に配向するステップ、及び磁性粒子を配向する間に、マトリックス材料を硬化させるステップを含む方法。
(もっと読む)
ポリイミドベルト製造方法
【課題】1種類の塗工液で、抵抗が異なる複数層を積層したポリイミドベルトの製造方法の提供。
【解決手段】複数層構造を有するポリイミドベルト製造方法において、(1)導電剤を分散させたポリイミド前駆体溶液で、金型へ塗布・流延を行う第1層目塗布工程と、塗膜に含まれる溶媒を除去する第1層目乾燥工程と、塗膜をイミド化する第1層目焼成工程とを有し、(2)第1層目作製工程の後に、第2層目作製工程を有し、(3)第2層目作製工程は、第1層目と同じポリイミド前駆体溶液で、第1層目のポリイミド層の上に塗布・流延を行い、乾燥、イミド化する工程を有し、(4)第1層目乾燥工程と第2層目乾燥工程の最高温度が異なり、(5)さらにそれ以上に第n層まで作製する際には、同様に、第1層目と同じポリイミド前駆体溶液で、塗布・流延を行い、乾燥、イミド化する工程を有し、第n層目乾燥工程と、第n−1層目乾燥工程の最高温度も異なる。
(もっと読む)
樹脂被覆ロールの形成方法
【課題】金属製ロールの表面に樹脂被膜層を備えた樹脂被覆ロールを再生する。
【解決手段】金属製ロール表面に熱硬化性樹脂からなる樹脂被膜層を備えた樹脂被覆ロールの再生方法であって、前記金属製ロールの表面に接着剤を介さずに焼結固定している樹脂被膜層を金属製ロールの表面から剥離し、ついで、残留付着物を除去して平滑面とした前記金属製ロールの表面に、接着剤を塗布しないと共に、接着樹脂剤を含まない樹脂被膜層とする樹脂のみ塗布し、ついで、焼結炉において常温から300℃以上500℃以下の加熱温度に10時間〜80時間をかけて昇温して、前記金属製ロールの表面と樹脂被膜層の間にガスを溜めずに樹脂被膜層を金属製ロールの表面に焼結して設ける。
(もっと読む)
複数の樹脂部材を成形して接続する装置と方法
【課題】2以上の樹脂部材を成形し、さらにセルフピアスリベットで接続するに当たり、樹脂部材の接続箇所の反りや変形等を矯正する作業を不要とでき、もって、製造効率を高め、製造時間を短縮することのできる複数の樹脂部材を成形して接続する装置と方法を提供する。
【解決手段】上型1と下型2からなる成形型と、成形型内の中子3と、キャビティ内にセルフピアスリベット4を押し込む押し込み手段と備えた装置10であり、中子3と上型1の間の第1のキャビティ空間C1、中子3と下型2の間の第2のキャビティ空間C2に第1の溶融樹脂体J1’と第2の溶融樹脂体J2’が成形され、双方の溶融樹脂体J1’、J2’が硬化する前に中子3が取り外され、双方の溶融樹脂体J1’、J2’の重ね合わせ箇所J1’a、J2’aにセルフピアスリベット4が打ち込まれ、双方の溶融樹脂体J1’、J2’が硬化して複数の樹脂部材J1”、J2が成形され、リベット接続される。
(もっと読む)
ゴム被覆スチールコードおよびゴムクローラ用スチールコードバンドの製造方法
【課題】成形ドラムに隙間を有して巻き付けられてもスチールコードバンドの厚さが部分的に薄くならないゴム被覆スチールコードおよびゴムクローラ用スチールコードバンドの製造方法を提供する。
【解決手段】本発明に係るゴム被覆スチールコード1は、ゴムクローラに埋設されるスチールコードバンド2の製造に使用される。ゴム被覆スチールコードは、スチールコード11がゴム12で被覆されており、スチールコードが延びる方向に直交する断面の形状が、2つの平行な端縁である第1の端縁18,18と、第1の端縁の両端にそれぞれ連結し第1の端縁に直交する方向に延びた端縁である2つの第2の端縁13,13と、で形成され第2の端縁のいずれかまたはいずれもその一部または全部が外方に凸となっている。
(もっと読む)
構造物及びその製造方法
【課題】新たな形状を有する有用な構造物及びその製造方法を提供すること。
【解決手段】本技術に係る構造物は、基材と、コーティング材とを具備する。前記基材は、複数の空隙と、少なくとも前記複数の空隙を形成する表面とを有する。基材は、前記複数の空隙による空隙率が、基材の内部側から2次元状または3次元状に外部側に向かうにしたがって低くなるように形成される。前記コーティング材は、前記基材の表面に形成される。
(もっと読む)
ゴムロールの製造方法
【課題】金型の内部に芯金を入れる際、その芯金が金型の内壁や金型の内壁に設けられた被膜部材に接触するのを防止する。
【解決手段】芯金挿入工程において、治具40の貫通孔42の内径と芯金20の外径との差をA、第1金型12の内径と治具40の貫通孔42の内径との差の半分をB、治具40の貫通孔42の内壁面46の軸方向における長さをL、第1金型12の第2金型14側における他端面12Cから治具40の外端面40Aまでの軸方向における長さDから、長さLを減算した長さをCとしたときに、L>A×C÷Bの関係を満たすゴムロールRの製造方法とする。
(もっと読む)
基板収納カセット用繊維強化樹脂製サポートバーの製造方法
【課題】軽量かつ高い曲げ剛性を備えた繊維強化樹脂製サポートバーを早いサイクルで安価に製造する基板収納カセット用繊維強化樹脂製サポートバーの製造方法を提供することである。
【解決手段】断面角形状の長尺状の芯材2に繊維強化樹脂製のプリプレグ3を複数層巻きつけて内筒体4を形成する内筒体形成工程と、前記内筒体4の側面に、該内筒体4の軸方向に沿って、繊維強化樹脂製のプリプレグ3からなる補強層5を積層して予備成形体6を形成する積層工程と、前記予備成形体6の外層にラッピングテープ7を巻きつけるラッピング工程と、前記ラッピングされた予備成形体6を加熱する加熱硬化工程と、により、基板収納カセット用繊維強化樹脂製サポートバーを製造する。
(もっと読む)
構造物及びその製造方法
【課題】新たな形状の構造物及びその製造方法を提供すること。
【解決手段】本技術に係る構造物は、壁部と、第1の開口領域と、複数の第2の開口領域とを具備する。前記第1の開口領域は、第1の開口面積を有し、前記壁部に囲まれることで形成されている。前記複数の第2の開口領域は、規則的に整列するように前記壁部に設けられ、第1の開口面積より小さい第2の開口面積をそれぞれ有する。
(もっと読む)
伝動ベルト
【課題】 ベルト伝動面に短繊維を植毛して露出し、ベルト走行時の騒音を軽減し、そして耐久性を向上させた伝動ベルトを提供する。
【解決手段】 ベルト長手方向に沿って心線3を埋設したゴム層3と、該ゴム層3に隣接してベルト長手方向に延びるリブ部もしくはベルト長手方向に所定間隔で設けたコグ部からなる型付部6を有する伝動ベルト1であり、ゴムを波形状に流動させた内層と、短繊維を前記型付部6に多層に植毛した表面層を有し、前記型付部の表面が平坦面に形成され、しかも前記表面層が短繊維をゴム層に埋設した第1植毛層26aと、前記第1植毛層26aの表面に短繊維を固着させた第2植毛層26bとを有する多層植毛層9になっている。
(もっと読む)
止水リングの製造方法
【課題】十分な止水性能を備えるとともに、小径のスリーブ管などの管体に装着可能な無端環形状の止水リングを得ることの可能な止水リングの製造方法を提供する。
【解決手段】非水膨張性ゴムよりなり発泡状態の発泡部3を有し、発泡部3の外周を水膨張性ゴムにて被覆するように水膨張部5を一体形成し、所定の断面形状とされる無端環状の止水リング1の製造方法であって、発泡部3となる発泡剤を含有する非水膨張性ゴム素材を芯とし、その周囲を水膨張性ゴム素材が覆い水膨張部5となるように、金型にて一体とし、未加硫,未発泡の状態で断面所定形状の紐状体として押出成形し、紐状体を所定の長さで切断し、切断面よりなる端面7,7同士を接着剤で接合して環状体13とし、環状体13をリング状金型15に装入し、環状体13をリング状金型15内にて加熱し、加硫及び発泡させ、無端環形状の止水リング1を得る。
(もっと読む)
歯付ベルトの製造方法
【課題】周方向で均一な強度を有する心線と歯布を形成でき、高強度で信頼性の高い歯付ベルトを製造することのできる歯付ベルトの製造方法を提供する。
【解決手段】円筒状のマンドレルの外周面にブレーディングによって歯布を形成し、マンドレルの内部に配置された成形型の周りに歯布を配置する第1の工程と、成形型の周りに歯布を配置した姿勢で歯布とマンドレルを分離する第2の工程と、歯布の周りにブレーディングによって心線を形成する第3の工程と、心線と歯布とベルト歯部とベルト溝部をベルト材で一体とする第4の工程からなり、第4の工程において、歯布が成形型側に案内されて歯付ベルトのベルト歯部とベルト溝部の表面に配置される。
(もっと読む)
弾性ローラの製造方法
【課題】厚肉に形成した場合においても、寸法精度、特には振れ精度の良い弾性ローラの製造方法を提供する。
【解決手段】(1)内周面の全周にわたって形成された液状材料を吐出するための環状スリットを有する環状塗工ヘッドと軸芯体とを鉛直方向に相対的に移動させつつ、前記環状スリットから第一および第二の液状材料を吐出させて塗膜の積層体を軸芯体の周面に形成する工程と、(2)該積層体を硬化させる工程と、を有する、軸芯体とその周面に第1及び第2の弾性層を有する弾性ローラの製造方法。環状塗工ヘッドは、上流側から順に、2つの液状材料の供給口、第一及び第二の環状流路、連結流路、環状スリット(吐出口)を有し、連結流路の長さは1.0〜50mmである。液状材料Bの吐出時の温度における降伏応力Y2は、液状材料Aの吐出時の降伏応力Y1より小さく、かつ、Y1及びY2は共に20Pa以上600Pa以下の範囲内である。
(もっと読む)
眼鏡用プラスチックレンズおよびその製造方法
【課題】眼鏡製造工程での枠入れ時の廃棄物量を低減するための手段を提供すること。
【解決手段】レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有し、かつ内壁面に円周方向に連続して突設された突起帯を有する環状のガスケットの前記2つの開口に第1モールドおよび第2モールドをそれぞれ嵌挿させることにより、前記突起帯を含むキャビティを形成すること、および、前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより眼鏡用プラスチックレンズを得ること、を含み、前記得られる眼鏡用プラスチックレンズは、前記突起帯の形状が転写されることにより側面に内側に向かってくびれた溝部が形成された成形体であり、該溝部を横断する断面の平面視形状が非円形であることを特徴とする眼鏡用プラスチックレンズの製造方法。
(もっと読む)
ゴムクローラの製造方法
【課題】ゴムクローラにバリが発生するのを抑制し、ゴムクローラの生産性を向上させる。
【解決手段】外型3と内型10の間に空間を形成する。内型10は、外周に環状のゴムクローラの成型部を備える。外型3は、内型10の周方向の一部に組み合わされる。外型3と内型10の間の空間に未加硫ゴムを射出して、未加硫ゴムクローラ90の一部を成型する。空間の形成と未加硫ゴムの射出を内型10の全周で繰り返して、未加硫ゴムクローラ90を成型する。内型10と未加硫ゴムクローラ90を加硫缶に入れて、未加硫ゴムクローラ90を加硫する。
(もっと読む)
光学素子成形装置
【課題】一度に複数個の光学素子の成形を行うとともに、成形される光学素子のバラツキを最小限に抑えた光学素子成形装置を提案する。
【解決手段】一対の転写面31,61を有する上型60と下型30とが、8個づつ等間隔で円環状に配置される。前記一対の転写面が同一軸上で対向する位置に形成された複数の下型装着孔とその中心位置に形成された第1ヒータ装着孔とが形成された胴型と、前記第1ヒータ装着孔に挿入された第1ヒータと、前記胴型の外周を取り囲むように設けられる第2ヒータとを備え、前記胴型の中心側と外周側の両方から上型60と下型30とを加熱することで、均一な加熱を行う。更に、8組の中の少なくとも1組の上型60及び下型30の温度を測定するとともに、隣合う2つの下型の中間位置に温度センサを挿入して場所によるバラツキがないことを確認した後に成形を行う。
(もっと読む)
レンズアレイの製造方法
【課題】レンズ部となる部分に気泡を残さずにレンズアレイを製造すること
【解決手段】複数のレンズ部6と、複数のレンズ部6と一体に形成される基板部11とを有するレンズアレイ10の製造方法であって、成形下型30と、レンズ部6のレンズ面6aに対応するレンズ成形面22と該レンズ成形面22の全周を囲う環状凹面23を有する成形上型20の間に熱硬化性の樹脂を挟み込み、成形上型20と成形下型30の間に樹脂を挟み込んだ状態で、レンズ成形面22に向けて選択的に熱を供給することで、樹脂のうちレンズ部6となる部分のみを樹脂の硬化開始温度まで加熱し、レンズ部6となる部分を硬化開始温度まで加熱した後に、樹脂を加圧し、樹脂を加圧した状態で、成形上型20全体に熱を供給して、樹脂全体を硬化させるレンズアレイ10の製造方法。
(もっと読む)
1 - 20 / 348
[ Back to top ]