
Fターム[4G053AA15]の内容
型、中子、マンドレル (3,005) | 目的、機能 (412) | 成形材料の型への固着を防止するためのもの (35)
Fターム[4G053AA15]に分類される特許
1 - 20 / 35
コンクリートの打設方法
【課題】特定2種の水溶性低分子化合物を組み合わせて成る混和剤が配合されたコンクリートの粘性に悪影響を与えず、表面美観に優れたコンクリートが製造できるコンクリートの打設方法を提供する。
【解決手段】シリコーン化合物及び/又はフッ素化合物を含有するコンクリート用型枠離型剤を塗布した型枠に、特定2種の水溶性低分子化合物(A)、(B)を含有するコンクリート混和剤と、水と、セメントと、骨材とを含有するコンクリート組成物を充填して硬化させる、コンクリートの打設方法。
(もっと読む)
ジオポリマー硬化体用離型剤、成形されたジオポリマー硬化体の製造方法
【課題】ジオポリマー法を用いて得られるジオポリマー硬化体を、型枠から良好に脱型することができ、該硬化体の表面性の低下を防止できるジオポリマー硬化体用離型剤、及び成形されたジオポリマー硬化体の製造方法の提供。
【解決手段】ジオポリマー法によって得られるジオポリマー硬化体を型枠から脱型するための離型剤であって、ワックスを主成分とし、ジオポリマー硬化体用組成物を硬化させる際の養生温度よりも10℃以上高い融点を有する前記ワックスを水を含む溶媒に分散又は溶解してなる、ノニオン性又はアニオン性組成物であることを特徴とするジオポリマー硬化体用離型剤;前記ジオポリマー硬化体用離型剤を付着させた型枠に、ジオポリマー硬化体用組成物を充填し、前記ワックスの融点よりも10℃以上低い温度で養生して硬化させた後、型枠を脱離させて、成形されたジオポリマー硬化体を製造する、成形されたジオポリマー硬化体の製造方法。
(もっと読む)
樹脂部材及びその製造方法、成形型、フランジ継手、車椅子、ガレージ
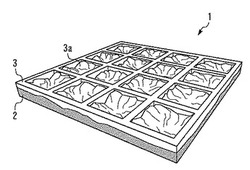
【課題】所定の製品を成形するための成形型において、全体として所定の剛性を確保し、成形面に適度な弾性を与える。
【解決手段】例えば、住宅用の壁材といったコンクリート製品を成形するための成形型において、支持材2と表層3とを備える。支持材2は、FRP等の強化エポキシ樹脂から構成される。表層3は、ウレアウレタン樹脂から構成され、上記コンクリート製品を成形するための成形面3aを形成する。また、支持材2と表層3とは、一体成形されている。
(もっと読む)
軽量気泡コンクリートパネルの製造方法

【課題】半硬化体の内部に空洞(空隙)を発生することがなく、その結果ALCパネルの沈下亀裂を効果的に防止して外観商品性(製品品位)に優れたALCパネルを製造する方法の提供。
【解決手段】型枠内壁面に粘度5〜1000mPa・sの離型剤を塗布量55〜300ml/m2の条件で塗布し、この型枠内に複数枚の補強鉄筋をロッドピンで吊り下げ配置してから、珪酸質原料、石灰質原料、水、アルミニウム粉末および界面活性剤を混合した原料スラリーを打設し、この原料スラリーを半硬化状態とした後、前記ロッドピンを抜き取ると共に脱型させた半硬化体を、前記補強鉄筋と対応させて切断し、これをオートクレーブ養生することにより軽量気泡コンクリートパネルを製造するに際し、前記型枠10として、その少なくとも一つの側壁12内壁面14に、高さ方向の中央部から上方へ向かい3〜12°傾斜した傾斜面16を備えた型枠を使用する。
(もっと読む)
化粧型枠とその製造方法
【課題】軽量で、転写性に優れたコンクリート用化粧型枠の提供。
【解決手段】アクリル酸エステルとスチレン系単量体との共重合体を含有する発泡性ポリスチレン系樹脂粒子を予備発泡し、その予備発泡粒子を型内発泡成形して得られたポリスチレン系樹脂発泡成形体からなり、コンクリート表面に凹凸模様を転写成形するための転写面11を備えた化粧型枠10であって、発泡性樹脂粒子は、ATR法赤外分光分析により1730cm−1での吸光度D1730と1600cm−1での吸光度D1600とを求め、D1730/D1600から算出される吸光度比(A)と、同様に樹脂粒子の中心部を分析し算出される吸光度比(B)とが、(A)<(B)、且つ(A)が0.05〜0.50の範囲である関係を満たし、転写面11において10cm角の正方形内にある発泡粒子同士の界面に1mm角以上の粒子間空隙が5個以下である表面平滑性を有する化粧型枠。
(もっと読む)
粉体成形体の製造方法
【課題】離型性に優れ、製品ばらつきを抑制できるとともに、寸法精度を向上でき、生産性を向上できるといった粉体成形体の製造方法を提供する。とりわけ、タービン用成形体を製造することに好適に用いることができる。
【解決手段】セラミック及び/又は金属の粉体と、分散媒と、ゲル化剤とを含むスラリーを注型し、スラリーをゲル化させることにより固化して成形体を得る粉体成形体の製造方法であって、スラリーを、粉体成形体用の型3に注型し硬化した後、硬化させながら粉体成形体1を収納した型ごと冷却し、型3と粉体成形体1に温度差を生じさせて離型処理し、前記粉体成形体を製造する粉体成形体の製造方法。
(もっと読む)
プレキャストコンクリート用型枠及びプレキャストコンクリート部材の製造方法
【課題】 プレキャストコンクリート部材を製造するにあたり、作業量とコストとを低減することができる反復利用可能な軽量の型枠を提供する。
【解決手段】 打設されるコンクリートに面するせき板21と、せき板21の背面に取り付けられ、枠体に保持されせき板21を面支持する格子状リブを有する格子状リブ枠22と、格子状リブ枠22の背面に取り付けられた保温板材23とで構成された側面型枠1を用いて、ベッド上11に、製造予定のプレキャストコンクリート部材に倣った側面型枠1を組み立て、ベッド11に組み立てられた型枠の下端を固定する。組み立てられた状態の側面型枠1の周囲を締付ベルト16で拘束し、型枠組立状態の形状を保持する。型枠内にコンクリートを打設し、コンクリート硬化後に、側面型枠1を脱型する。また、締付ベルト16の型枠締め付け力を増すために、型枠押さえ材18を用いることも好ましい。
(もっと読む)
コンクリート離型剤
【課題】コンクリート成型物を型枠から容易に離型させることができるとともに、優れたコンクリート仕上げ面を可能とする離型剤を提供する。
【解決手段】膨潤性層状粘土鉱物を水に分散させてなるコンクリート離型剤で、乾燥すると薄膜の皮膜層を形成し、この皮膜層が容易に層間剥離することで良好な離型性を可能とする。ここで、コンクリート側に剥離した皮膜は、コンクリート硬化においてコンクリートと一体化し、平滑なコンクリート仕上げ面を呈するようになる。さらに、油剤を一切使用しない完全水系であることから、コンクリート表面の気泡や気泡跡が発現しにくく、かつシミ発生のない白色度の高い均一で良好なコンクリート仕上げ面を得ることができる。
(もっと読む)
コンクリート用型枠離型剤
【課題】特定2種の水溶性低分子化合物を組み合わせて成る混和剤が配合されたコンクリートの粘性に悪影響を与えない型枠離型剤を提供する。
【解決手段】特定2種の水溶性低分子化合物(A)、(B)を含有するコンクリート混和剤を用いたコンクリート組成物用の型枠に使用される離型剤であって、シリコーン化合物及び/又はフッ素化合物を含有する、コンクリート用型枠離型剤。
(もっと読む)
離型剤配合物および方法
離型剤およびこの使用方法が提供される。離型剤は高い粘度および比重測定値を有し、コーティング剤として使用されるために複数の選択的油およびグリースの導入を可能とする。更に、離型剤は、毎使用後に離型剤の再塗布の必要性のないコーティング剤として最終ユーザーによる複数回の使用に適合できる。更に、離型剤は、より長い寿命、容易なコーティング等を可能とし得る、耐酸化剤、防腐剤および乳化剤等の添加剤を有してもよい。なお更に、離型剤は、最終ユーザーにより、コーティング目的のために、離型剤をユーザーにより優しく、より容易に確認させるために着色剤および芳香剤を導入してもよい。離型剤はまた、離型剤の寿命および有効性を増加するために、凝固点降下剤、耐酸化剤、乳化剤、芳香剤および溶媒添加剤を導入してもよい。 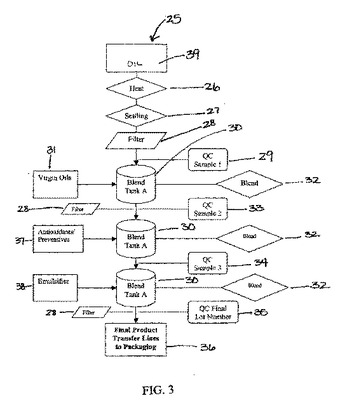 (もっと読む)
(もっと読む)
コンクリート製部材成形用の内枠
【課題】 平行位置する対向面を、容易に形成することができる、コンクリート製部材成形用の内枠を提供する。
【解決手段】 コンクリート製部材1は、平行位置する対向面1f、1fを有してそれら対向面1f、1f間が一方に開放している。そこで、内枠3は、前記対向面1f、1fを成形する対向面成形板3a、3aと、それら対向面成形板3a、3aを保持するとともにそれら対向面成形板3a、3aとは分離可能な保持枠3bとを備える。ここで、対向面成形板3a、3aの、前記対向面1f、1fと接する成形面3c、3cとは反対の非成形面3d、3dは、それら非成形面3d、3d間が前記一方を向く開放方向Pに進むに連れて広がるように、傾斜して形成される。
(もっと読む)
プレキャストコンクリート梁の製作方法
【課題】本発明の目的とするところは、型枠コストを抑え短期間に量産する事を可能にし、且つ輸送コストを極限まで削減することを可能にするプレキャストコンクリート梁の製作方法を提供することにある。
【解決手段】コの字型に折り曲げられた薄板鋼製型枠に簡易剥離加工を施し鋼製型枠を転用することで製作でき、型枠解体時に上述鋼製型枠上端を若干広げるだけでプレキャストコンクリート梁を容易に脱型させることを可能とするプレキャストコンクリート梁の製作方法。
(もっと読む)
コンクリート用化粧型枠
【課題】軽量で、転写性、リサイクル性等に優れ、コンクリート表面への凹凸模様の転写成形に複数回転用が可能な、コンクリート用化粧型枠を提供する。
【解決手段】コンクリート表面に凹凸模様を転写成形するための転写面4を備えた合成樹脂発泡体3の外周における、少なくとも上記転写面4が、水溶媒系樹脂エマルジョンからなる樹脂塗膜5によって被覆されている、コンクリート用化粧型枠1とする。
(もっと読む)
剥離剤を用いない木質系型枠
【課題】 地球温暖化抑制に向け、南洋材合板型枠から国産材型枠への転換が進められている。また転用回数などの製品性能や製品価格がニーズを満足させ、更に型枠施工作業の軽減に向け剥離剤不要の木製型枠や防水性を持つ木製型枠が求められている。
【解決手段】 国産の板材や桟木は、十分な乾燥材を用いる。常温では固体である天然油脂系脂肪酸あるいはワックス類を加熱溶融した高温液相下において、所定の寸法に仕上げた木製部材を浸漬し、その後所定の規格に釘打ち組み立てる。高温液相下での浸漬を省くことは可能である。次いで、剥離性に優れたシートを型枠の面材や型枠外周部の桟木に粘着剤で貼る。
(もっと読む)
セラミックス成型部品の製造方法およびそれに用いられる成形型ならびにセラミックス部品
【課題】セラミックス成型部品等の破損を防止して容易に成形型から取り外しを行なうことができ、より均一に緻密化を図ることができるセラミックス成型部品の製造方法、それに使用される成形型およびセラミックス部品を提供する。
【解決手段】成形型1の下型本体3および上型本体9には、レンズの外周部分を成型するための下側外周拘束部15および上側外周拘束部16と、鏡面仕上げが施された光学成型面3aおよび光学成型面9aがそれぞれ形成されている。上側外周拘束部16と下側外周拘束部15とは、それぞれ加圧軸方向に所定の厚みα1、α2を有するように形成されている。その下型本体3と上型本体9との間に、セラミックス素材を成型する際にセラミックスを拘束させない外周非拘束部17が設けられている。
(もっと読む)
型体と無機質硬化体の製造方法
【課題】寸法精度の良い無機質硬化体を得ることのできる型体を提供する。
【解決手段】無機質硬化性組成物5が充填される型体1Aであって、無機質硬化性組成物5の表面を形成するゴム弾性体からなる表面型11Aの周縁部に無機質硬化性組成物5の周縁部を形成する繊維強化樹脂からなる側面型21Aが設けられ、表面型11Aと側面型21Aとを当接させると共に側面型21Aを支持する金属製の枠体22Dが側面型21Aの周縁部に接合され、側面型21Aを形成する繊維強化樹脂に補強繊維としてガラス繊維もしくは炭素繊維が添加される。
(もっと読む)
型枠用ポリウレタン樹脂およびその製造方法、ならびにコンクリート成形品用型枠
【課題】低硬度(60A未満)域においても十分な初期物性値を有し、耐アルカリ性に優れる型枠用ポリウレタン樹脂およびその製造方法を提供する。また、上記型枠用ポリウレタン樹脂の形成に用いるイソシアネート組成物およびポリオール組成物、ならびに上記型枠用ポリウレタン樹脂を用いたコンクリート成形品用型枠を提供する。
【解決手段】ポリオール成分とポリイソシアネート成分とを反応させて形成する型枠用ポリウレタン樹脂であって、前記ポリオール成分および/または前記ポリイソシアネート成分が、数平均分子量3000〜8000である3官能ポリエーテルポリオール化合物(a)および数平均分子量8000〜12000である2官能ポリエーテルポリオール化合物(b)を含むことを特徴とする型枠用ポリウレタン樹脂。
(もっと読む)
磁場中成形装置、金型、磁場中成形方法
【課題】フェライト磁石を形成するための成形体を得るに際し、離型剤の使用量を抑え、生産コストの低減、生産効率の向上を図ることのできる耐久性に優れた磁場中成形装置、金型、磁場中成形方法を提供することを目的とする。
【解決手段】金型12の下型12Bに、キャビティ11を形成する表面に高硬度かつ低摩擦係数を有する被膜30を形成することで、スラリーに含まれる固形成分(微粉砕粉末)による下型12Bの表面に対する耐摩耗性を高め、被膜30の耐久性を大幅に向上させるとともに、潤滑剤の使用量を削減するようにした。
(もっと読む)
覆工材成形用複合型枠
【課題】覆工材成形型枠の成形室の内底面に自然岩に可及的に近似した凹凸地肌成形面を与え、よって覆工材表面に自然岩に可及的に近似した凹凸地肌模様を成形し、更には成形材の充填圧に対し型枠の凹凸地肌成形面の形状を健全に維持して、凹凸地肌の成形が適切に行える覆工材成形用複合型枠を提供する。
【解決手段】上面において開放せる成形室6、8を有する覆工材成形用型枠において、型枠全体が合成樹脂フィルムシート1をバックアップ材とし合成ゴムシート2を成形面形成材とする両者の積層構造から成り、合成ゴムシート2は少なくとも上記成形室6の内底面3cにおいて凹凸地肌成形面11aを有すると共に、該凹凸地肌成形面11aを形成する合成ゴムシート2の底壁3aと合成樹脂フィルムシート1の底壁3bが上記凹凸地肌成形面11aに順応した凹凸形態11bを有して一体に密着し、型枠全体が弾性変形可能な覆工材成形用複合型枠。
(もっと読む)
コンクリート成形体の製造方法及びコンクリート成形体
【課題】ポゾランを用いたフレッシュコンクリートからコンクリート成形体を製造するときに、得られるコンクリート成形体の打ち肌面の黒色化や肌荒れを充分に防止することができるコンクリート成形体の製造方法及びこの製造方法により得られるコンクリート成形体を提供する。
【解決手段】下記の第1工程、第2工程及び第3工程を経ることを特徴とするコンクリート成形体の製造方法。
第1工程:セメント、ポゾラン、細骨材、水及び高性能AE減水剤を混合して、フレッシュモルタルを調製する工程
第2工程:第1工程で調製したフレッシュモルタルに、別に作製しておいた液状泡沫体を混合した後、更に粗骨材を混合して、フレッシュコンクリートを調製する工程
第3工程:第2工程で調製したフレッシュコンクリートを、予め離型剤を塗布しておいた型枠に打設した後、蒸気養生してコンクリート成形体を得る工程
(もっと読む)
1 - 20 / 35
[ Back to top ]