
Fターム[4G053DA01]の内容
型、中子、マンドレル (3,005) | 型の製造方法及び取扱い (156) | 型の製造、組立方法 (110)
Fターム[4G053DA01]の下位に属するFターム
型部材の搬送方法 (5)
型部材そのものの製造方法 (36)
Fターム[4G053DA01]に分類される特許
1 - 20 / 69
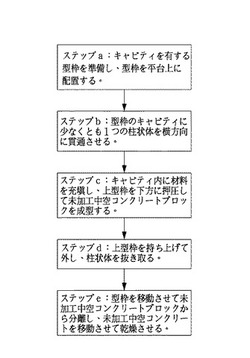
中空コンクリートブロック及びその製造方法
【課題】側面に複雑なパターン又は防水層を有する上、同一の高さを有する中空コンクリートブロックの製造方法を提供する。
【解決手段】本発明の中空コンクリートブロックの製造方法は、キャビティ11を有する型枠1を準備し、型枠1を平台2上に配置するステップと、型枠1のキャビティ11に少なくとも1つの柱状体3を横方向に貫通させるステップと、キャビティ11内に材料を充填し、上型枠4を下方に押圧して未加工中空コンクリートブロック5を成型するステップと、未加工中空コンクリートブロック5の側面に仕上げ材料を浸透又は接合するステップと、上型枠4を持ち上げて外し、柱状体3を抜き取るステップと、型枠1を移動させて未加工中空コンクリートブロック5から分離し、未加工中空コンクリート5を移動させて乾燥させるステップと、を含む。
(もっと読む)
コンクリート柱の製造方法

【課題】容易にコンクリート柱を製造することができ、従来よりも丈夫なコンクリート柱の製造方法を提供する。
【解決手段】外筒外表面に複数の当木を配置し、外筒と当木を型シートで一括被覆する工程と、型シートで被覆した外筒を挿通孔を穿設した砂型枠内に設置する工程と、型シートと砂型枠の間に砂を充填し模様を砂に転写する工程と、型シートから当木と外筒を抜取る工程と、型シートを取除く工程と、円筒状で複数の窓と羽を交互に備え、内部に中板を備えた内筒を、砂型枠の挿通孔に設置し砂と内筒の間に筒状の鉄筋を設置する工程と、内筒の上端から内筒内にモルタルを流し窓から内筒の外側に流出させると共に内筒を回転し羽でモルタルを攪拌しつつ上部に引き上げて砂型枠上端までモルタルを充填する工程と、充填モルタルが硬化した後に砂型枠からモルタルを抜き取る工程とからなるコンクリート柱の製造方法の構成とした。
(もっと読む)
粉末成形品製造方法及び粉末成形品製造装置
【課題】除去加工工程等を行うことなくプレス成形のみで成形可能な粉末成形品製造方法及び粉末成形品製造装置を提供する。
【解決手段】内径側にアンダーカット形状を有する粉末成形品Sを成形する粉末成形品製造装置および粉末成形品製造方法である。自由状態において内径側に膨出する膨出部10を有するアンダーカット型をダイ1に挿入した後、ダイ1とアンダーカット型2とで構成される原料充填空間Aに、原料粉末S1を充填する。次に、アンダーカット型2の膨出部10を外径側へ膨出させた状態で原料粉末S1を加圧することによって、内径側にアンダーカット形状を有する粉末成形品Sを成形する。その後、アンダーカット型2の膨出部10を内径側へ膨出する元の状態に戻した後、ダイ1とアンダーカット型2とから粉末成形品Sを取り出す。
(もっと読む)
擁壁用L字型コンクリートブロック製造型枠および擁壁用L字型コンクリートブロック製造方法
【課題】宅地造成の境界壁、道路の路肩等土木工事で切り取った崖、あるいは盛土等を保持するための擁壁用L字型コンクリートブロック製造型枠および擁壁用L字型コンクリートブロック製造方法を提供する。
【解決手段】擁壁用L字型コンクリートブロック製造型枠は、成形型枠15と、成形型枠載置架台21とからなる。前記成形型枠15は、擁壁用L字型コンクリートブロック10を構成する垂直部および前記垂直部に連設された傾斜底板を製造できる空間を少なくとも備える。成形型枠載置架台21は、前記成形型枠15の垂直部および傾斜底板に沿った載置台と、前記擁壁擁L字型コンクリートブロックの周囲を一部囲む側壁と、から少なくとも構成される。前記成形型枠15および成形型枠載置架台21に打設されたコンクリートは、一次養生後に直ちに、成形型枠載置架台21から前記成形型枠15ごと除去し、別の場所で二次養生が行われる。
(もっと読む)
コンクリートテストピース用型枠
【課題】組み立てやバラシ、清掃が容易であると共にキャッピングを不要とすることができる。
【解決手段】内部にコンクリートCが供給される円筒状の円筒部2と、円筒部2の軸方向の両方の端部にそれぞれ着脱可能に設けられた一対の蓋部3と、一対の蓋部3と円筒部2とを固定するゴムバンド(固定具)5とを備える。円筒部2には、外周面の端部2a、2b側にそれぞれ円筒部2の先端に向って径寸法が小さくなるテーパ面(第一のテーパ面)6が形成されている。蓋部3は、円筒部2の端部2a、2bの開口部を塞ぐ板部材7と、板部材7から突出する円筒状の側部材8とからなる。側部材8には、内周面に板部材7側から突出方向に向かって径寸法が大きくなるテーパ面(第二のテーパ面)9が形成されて、円筒部2は、テーパ面6を側部材8のテーパ面9と面接触させて蓋部3に嵌合される。
(もっと読む)
プレキャストコンクリート製品の製造用型枠
【課題】高精度な組み立て形状位置寸法精度が得られるPC製品の製造用型枠を提供する。
【解決手段】コンクリート製の底枠4Aの周側面に、鋼製の側枠を起立させて組み立て解体自在に固定してなるPC製品の製造用型枠であって、該底枠4には、その周側面の上縁に沿って、高精度な形状位置寸法精度で形成された鋼製の帯板46が一体的に周回されて設けられ、該帯板46の外周面を組み立て基準面にしてこれに習わされて該側枠をなす各側板が組み付けられる。
(もっと読む)
成形金型、成形方法、成形品及び継手ブロック
【課題】止水性を十分に確保した状態で管体埋設接続工事を行なえる継手ブロックを成形するための成形金型を提供すること。
【解決手段】本成形金型200は、外形が四角形で内形が円形の四角筒形状をなし、内周面の全周に亘って凹部が形成された継手ブロックを成形するために、継手ブロックの外面形状を規定する外型620と、継手ブロックの内面形状を規定し、外周面の全周に亘って凹部を形成するための凸部236が設けられている中型650とを含み、外型620の内面と中型650の外面との間でキャビティ210が形成されている。中型650は、6個のセグメント242〜252を周方向に密着した状態で並べることにより円筒状に組み立てられる。6個のセグメント242〜252のうち互いに対向するセグメント242,248は、金型離型時に中型650の内側方向に離型可能なパイロットセグメントとされている。
(もっと読む)
ブロック成形用型枠装置
【課題】内部の形状断面が単純でないブロックについても、控え長さの異なる複数種類の製品を容易に製造できるようにし、型枠関連の設備コストを節減する。
【解決手段】最小の控え長さを有する基本ブロックの成形に使用される基本型枠と、前記基本ブロックよりも控え長さが延伸された延伸ブロックの成形に付加使用される重ね継ぎ型枠とからなり、前記重ね継ぎ型枠は前記基本型枠と同一断面を有するとともに、前記基本ブロックと前記延伸ブロックとの控え長さの差分に対応した長さを有し、前記基本型枠の控え長さ方向に整列させて前記基本型枠に接合固定する。
(もっと読む)
梁と柱梁接合部とを一体化したプレキャストコンクリート部材用型枠およびその型枠を用いた梁と柱梁接合部とを一体化したプレキャストコンクリート部材の製造方法
【課題】強度の異なるコンクリートの打分けの手間と費用を削減し、製造作業効率を上げ、コンクリートの一体化を図れるプレキャストコンクリート部材の型枠を提供すること。
【解決手段】型枠20は、梁部用型枠22と柱梁接合部用型枠24と仕切り部材26とを含んでいる。仕切り部材26は、梁部用コンクリート打設空間36、38の打ち分け箇所に挿脱される。仕切り部材26は、仕切り板44と、複数のシート材46とを備えている。各シート材46は、梁下端筋T1が挿通される箇所において梁下端筋T1に接触して撓み梁下端筋T1の梁主筋挿通溝4402での挿通を可能とし、全てのシート材46で、梁下端筋T1が挿通される以外の梁主筋挿通溝4402の箇所を塞ぐように構成されている。また、各シート材46は、上方への引き抜き時、変形あるいは移動して梁主筋挿通溝4402内での梁下端筋T1の相対的な移動を許容するように取り付けられている。
(もっと読む)
消波ブロック用型枠装置
【課題】
2種類の消波ブロックに共用でき、且つ、組み換え後の離型作業も容易に行うことができる分割可能な型枠装置を安価に製作できるようにする。
【解決手段】
胴体部の上端部及び下端部それぞれに、該胴体部の軸方向視で互いに120度の角度をなす3本の脚部が突設された消波ブロックを製造する際に使用される型枠装置において、該型枠装置は、前記消波ブロックの底面と対応する平面形状を有する底面型枠と、前記消波ブロックの外周側面と対応する立体形状を有し、且つ、周方向にて6等分された側面型枠とから成り、各側面型枠は互いに組み換え可能な一対の上部分割体と下部分割体とを一体化して形成されている。
(もっと読む)
型枠装置
【課題】小型で製造コストを低く抑えても脱型が容易な型枠装置を提供すること。
【解決手段】定盤50上に配置される側枠30を利用して形成される空間内にコンクリートを流し込んで硬化させるためのコンクリート型枠装置20であって、前記側枠の移動を案内する案内手段を有するものにおいて、前記案内手段として、第1の案内手段21と、第2の案内手段22とを備えており、前記第1の案内手段が、前記定盤50の側方に向かって延びるレール31と、前記側枠30の底部に設けられ、回転して前記レール上を移動する車輪32とを有しており、前記第2の案内手段22が、前記定盤50側に設けられ、前記レールと平行に延びる案内ロッド58と、前記側枠底部に設けられ、前記案内ロッドに緊密に装着されて、該案内ロッドと協働して前記側枠の移動を案内するための移動支持体45とを有している。
(もっと読む)
焼成体用の加圧成形体、緻密質セラミックス部材、及び緻密質セラミックス部材の製造方法
【課題】金型を用いて粉体原料で緻密質セラミックスを製造できる方法でありながら、金型に加工を施したり、煩雑な作業を要する施工をしたり、得られた加圧成形体や焼成物に対して後加工を必要としたりすることなく、微細で有用な凹凸面を有する緻密質セラミックス、及び該セラミックスを直接得ることができる製造方法の提供。
【解決手段】焼成することで、微細な凹凸が形成された平坦面が設けられている相対密度90%以上の緻密質セラミックス部材が得られる焼成体用の加圧成形体であって、平均粒径40〜120μmの造粒粒子原料粉末(一次粒径0.3〜2μm)が加圧されてなり、かつ、その形状が、植物性繊維を原料とする紙、又は、植物性繊維を原料とする紙或いは布を基材とする一方の基材面に多数の粒子が接着されてなるシート、のいずれかの表面模様が転写された平坦な面を有する焼成体用の加圧成形体、緻密質セラミックス及びその製造方法。
(もっと読む)
埋め込みコーン取り付け用コーンソケット及びそのコーンソケットを用いて丸セパレータに埋め込みコーンを取り付ける方法。
【課題】従来の先付けの埋め込みコーンを丸セパレータに取り付けには手作業によるので、電動ドリルに取り付けたコーンソケットに埋め込みコーンを嵌合することで、容易にしてスピーディに取り付けられるコーンソケット及びその取り付け方法を提供する。
【解決手段】コンクリート型枠形成時に用いる先付け用の埋め込みコーン2が、一定の深さ収まる円筒体3の後部中央部に六角軸5を設けてなるコーンソケット1を構成する。
(もっと読む)
プレキャストコンクリート階段の製造方法と型枠装置
【課題】多数の型板11を高精度に位置決めして、蹴上げ面14の高さが異なる何種類もの階段用の型枠装置を、要求どおり効率よく組み立てたり、組み替えたりする。
【解決手段】断面L字状の型板11は、設計上の奥行寸法に合致させた踏面12と設計上の高さ以上の寸法の蹴上げ面14とが折れ線15を介して連続し、折れ線15を軸にして両者の挟む角を可変とする。全ての型板11の両端近傍に設けられたサイドリブ16を、一対の位置決め板18に固定し、傾きと型板相互の間隔とを決める。この状態で、全ての型板11のバックリブ24を、隣接する型板11の蹴上げ面14に固定する。位置決め板18を平行に直立させ、側板30で型板11の両側面を覆い、コンクリートを流し込む、
(もっと読む)
異形門形成形用ブロック
【課題】ブロックの側壁と小口面とが90度以外の角度で交叉する異形門形ブロックを成形する型枠に関し、構造が簡単で組立も容易な型枠を得る。
【解決手段】基台1の上面の自由な位置に固定して立設された外側板11と、外側板11の内側において、基台1の上面にその長手方向の自由な位置に移動可能に載置された側部中子3と、側部中子3の外側側面の前側又は後側に鉛直方向のピンで枢支連結されて基台1の上面に所定角度で固定される端部中子4と、側部中子の底板32と端部中子の底板の間のブロックの天井スラブ下面を成形する平面形状が直角三角形繋ぎ底板51と、外側板11と端部中子4の内側板41との間に形成されるブロックの側壁成形空所15の前後の小口端を閉鎖する端部妻板43とを備えている。繋ぎ底板51と前後の端部妻板43は、外側板11及び内側板41の傾斜角に応じた角度のものを準備する。
(もっと読む)
プレキャストコンクリート成形用型枠およびプレキャストコンクリートの製造方法
【課題】 外壁版等のプレキャストコンクリートの製造に適用される。簡単に化粧柄を変更でき、型枠の保管スペースも小さくて済むプレキャストコンクリート成形用型枠パネル、およびプレキャストコンクリートの製造方法を提供する。
【解決手段】 このプレキャストコンクリート成形用型枠パネルは、プレキャストコンクリートの表面に凹凸形状の化粧柄を成形する柄用凸部を、定盤2の表面に配置したものである。定盤2には一つ以上の貫通孔3を設ける。表側面が前記柄用凸部となる柄型体4aと、この柄型体4aの裏側面から突出した軸部4bとを有する柄成形ユニット4の前記軸部4bを、定盤2の貫通孔3に着脱可能に装着する。これにより、定盤2の表面に柄用凸部を配置する。
(もっと読む)
セグメント型枠へのボルトボックス抜き型の固定構造
【課題】セグメントの製造時にボルトボックス抜き型の底部とセグメント型枠との隙間からコンクリートが侵入することがなく、型抜きの際に欠けやクラック等が発生しない。
【解決手段】セグメント型枠7の側板8の内部に継手金物3の挿通部14を介してボルトボックス抜き型10を配設する。セグメント型枠7の底板9にテーパ面20aを有する台座20を配設し、ボルトボックス抜き型10の底部を設置する。リーマボルト16を側板8の挿通孔8aから挿通部14の貫通孔14bに挿通し、ボルトボックス抜き型10の雌ねじ部12に雄ねじ部を螺合して側板8側に引き込む。ボルトボックス抜き型10は台座20のテーパ面20aに沿って上向きに姿勢が修正されるために引き込み力によってボルトボックス抜き型10の底部を台座20に押し付ける。
(もっと読む)
コンクリート二次製品及びその製造用型枠
【課題】複雑な外観形状や内部形状を有するコンクリート製品を、高い作業性、及び、経済性をもって製造し得る型枠、この型枠を使用したコンクリート二次製品の製造方法及びこの製造方法で製造したコンクリート二次製品を提供する。
【解決手段】 主中子4a及び副中子4bを有しており、これらの主中子4a及び副中子4bは、互いに独立し、外型枠体5の内壁面に着脱可能に取り付けられる。
(もっと読む)
型成形体の製造方法
【課題】より軽量化を図ることができ、しかも内周面または外周面に凹部を有する円管状の型成形体をも成形することができる型成形体の製造方法を提供する。
【解決手段】成形される型成形体Aの素材よりも軽量なパッド6を複数配設して成る成形型枠1を使用し、該成形型枠1内にスラリー状の素材Sを打設する打設工程と、前記スラリー状の素材Sを養生する養生工程と、前記パッド6を型成形体Aに残存した状態で型成形体Aを成形型枠1から脱型させる脱型工程とを経て型成形体を得る。成形型枠1に植設された、溶融可能なパッド6を、脱型工程に先立って、硬化した型成形体Aを成形型枠1の内面に沿った方向に移動させ型成形体1に残存させ、さらに養生工程以後にパッド6を型成形体から溶融除去する。
(もっと読む)
コンクリート製部材成形用の内枠
【課題】 平行位置する対向面を、容易に形成することができる、コンクリート製部材成形用の内枠を提供する。
【解決手段】 コンクリート製部材1は、平行位置する対向面1f、1fを有してそれら対向面1f、1f間が一方に開放している。そこで、内枠3は、前記対向面1f、1fを成形する対向面成形板3a、3aと、それら対向面成形板3a、3aを保持するとともにそれら対向面成形板3a、3aとは分離可能な保持枠3bとを備える。ここで、対向面成形板3a、3aの、前記対向面1f、1fと接する成形面3c、3cとは反対の非成形面3d、3dは、それら非成形面3d、3d間が前記一方を向く開放方向Pに進むに連れて広がるように、傾斜して形成される。
(もっと読む)
1 - 20 / 69
[ Back to top ]