
Fターム[4G053EB17]の内容
型、中子、マンドレル (3,005) | 成形品の用途、成形材料 (365) | 成形材料 (55) | セラミック (35)
Fターム[4G053EB17]に分類される特許
1 - 20 / 35
六角形断面耐火れんが用金型、六角形断面耐火れんがの成形方法および溶融金属用容器の製造方法

【課題】断面形状が長さ方向において変化する六角柱状のれんがであっても成形でき、しかも長さに関わらず均一な品質を有する六角柱状のれんがを成形できる金型を提供する。
【解決手段】対向する2つの側面型11a、11bと、2つの側面型の間に配置される下面型12および上面型13とを有し、下面型12と上面型13と2つの側面型11a、11bとに囲まれた空間15にれんが用杯土が収容されるものであり、2つの側面型の対向面が、水平方向に延在する第1軸Aに対して対称に離間して配置された垂直面14a、14bであり、下面型12の上面型13との対向面および上面型13の下面型12との対向面が、第1軸A方向に延在する空間側15が凹である断面視V字型の谷型凹部からなり、下面型と上面型の両方または上面型の谷型凹部の谷底12a、13aが、所定の曲率半径を有している六角形断面耐火れんが用金型1とする。
(もっと読む)
昇華性シートの作製方法および内部空所形成部材の作製方法

【課題】100μm以上の厚みを有する昇華性シートをメタルマスク法によって作製する方法を提供する。
【解決手段】昇華性シートを作製する方法が、所定の印刷下地の上に、作製しようとする昇華性シートの形状に応じたパターン開口部および当該昇華性シートの狙い厚みよりも大きな開口部厚みを有するメタルマスクを載置し、昇華性シートの主成分である昇華性材料を含むペーストをスキージにて開口部に充填することにより印刷下地の上に印刷パターンを形成する印刷工程と、あらかじめ特定されている開口部厚みと印刷パターンの乾燥挙動との関係に応じた乾燥条件に従って印刷パターンを乾燥収縮させることにより、狙い厚みの昇華性シートを得る乾燥工程と、を備え、印刷工程においては、ペーストの粘度を10Pa・s以上20Pa・s以下とし、SUS製であって厚さが7mm以上11mm以下のスキージを用いて印刷を行う、ことを特徴とする。
(もっと読む)
セラミックス製品の製造方法、及びセラミックス成形用鋳型
【課題】鋳込み成形したセラミックス成形体の乾燥時にクラックが発生することを防止して、中空状のセラミックス製品を安定して製造可能な方法を提供することを目的とする。
【解決手段】少なくとも底部11aが吸水性材料からなる主型11と、少なくとも表面層12aがショア硬度A(JIS)20〜60°の柔軟材料からなり、表面粗さRaが4.0μm以下である中子12とを備える鋳型10に、セラミックス粉末を分散させたスラリー21を注入する工程と、スラリー21の水分を吸水性材料に吸水させると共に、セラミックス粉末を鋳型10に着肉させ、セラミックス成形体22を形成する工程とを含む。
(もっと読む)
焼結方法
【課題】粉末射出成形によると内部に空洞や貫通孔を有する製品は製造が困難であった。
【解決手段】第1の熱可塑性樹脂の粉末を含む第1の組成物を混練し、混練された前記第1の組成物を中子となるよう射出成形し、前記中子を外モールドに組み込むことによりモールドを組み立て、金属およびセラミックよりなる群より選択された何れかの粉末と、第2の粉末射出成形用バインダの粉末とを含む第2の組成物を混練し、混練された前記第2の組成物を前記モールドへ射出してグリーン体を得るべく射出成形し、前記中子を組み込んだまま前記グリーン体を焼結する、ことにより製造する。
(もっと読む)
ハニカム構造体の製造方法
【課題】複数個の貫通孔と、前記貫通孔同士の間に介在された閉塞中空部が形成されたハニカム構造体を容易に作製する。
【解決手段】ハニカム成形体を得るための成形型30は、複数個の柱状突起34が下基盤36から突出した下型38と、枠体形状である中空な中型40と、複数個のテーパー状突起42が上基盤44に設けられた上型46とを有する。中型40に対して柱状突起34及びテーパー状突起42の双方が挿入されることにより、成形型30が構成されるとともに、該成形型30の内部にキャビティが形成される。このキャビティに対し、スラリーを導入する。スラリーが固化することで得られたハニカム成形体には、柱状突起34の形状に対応する形状の貫通孔と、テーパー状突起42の形状に対応する形状の有底穴が形成される。この有底穴の開口が、閉塞材や粘性体によって閉塞される。閉塞材で閉塞を行う場合には、焼成処理を施すことなく硬化可能な塗布剤を塗布するようにしてもよい。
(もっと読む)
粉体成形体の製造方法
【課題】離型性に優れ、乾燥収縮差を生じにくくして乾燥収縮差を制御でき、製品ばらつきを抑制できるとともに、寸法精度を向上でき、加えて乾燥時間を短縮でき、生産性を向上できる粉体成形体の製造方法を提供する。とりわけ、軸付きタービンシャフト用成形体の製造方法に好適に用いることができる。
【解決手段】セラミック及び/又は金属の粉体と、分散媒と、ゲル化剤とを含むスラリーを注型し、スラリーをゲル化させることにより固化して成形体を得る粉体成形体の製造方法であって、粉体成形体の一部或いは本体を成形乾燥した後に、粉体成形体の一部或いは本体に、粉体成形体の残部を一体化させて成形乾燥し、粉体成形体を製造する粉体成形体の製造方法である。
(もっと読む)
セラミック成形部品を作成するための方法、装置、およびその使用
少なくとも1つのセラミック成形部品を作成するための方法および装置であって、少なくとも1つの雌型と少なくとも1つの雄型との間に空洞を設けることと、Si含有粉末組成物を空洞にもたらすことと、Si粉末組成物を反応ガス雰囲気中で反応によって境界付けられたセラミック成形部品が得られる温度へと加熱することとを含んでいる方法および装置、ならびにその使用。 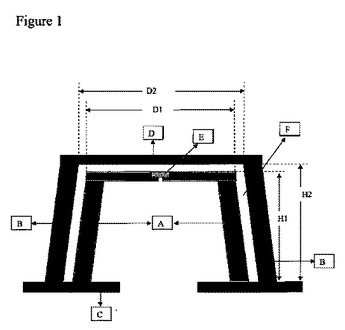 (もっと読む)
(もっと読む)
粉体成形体の製造方法
【課題】離型性に優れ、製品ばらつきを抑制できるとともに、寸法精度を向上でき、生産性を向上できるといった粉体成形体の製造方法を提供する。とりわけ、タービン用成形体を製造することに好適に用いることができる。
【解決手段】セラミック及び/又は金属の粉体と、分散媒と、ゲル化剤とを含むスラリーを注型し、スラリーをゲル化させることにより固化して成形体を得る粉体成形体の製造方法であって、スラリーを、粉体成形体用の型3に注型し硬化した後、硬化させながら粉体成形体1を収納した型ごと冷却し、型3と粉体成形体1に温度差を生じさせて離型処理し、前記粉体成形体を製造する粉体成形体の製造方法。
(もっと読む)
温度制御可能な成形型
【課題】型のせき板を温度制御することで、養生や予熱に必要なエネルギーを著しく減少させると共に、熱媒体の流路の厳密な密閉性を不要として型を容易かつ安価に製造できるようにする。
【解決手段】キャビティーを形成するせき板の外面に通気空間を外気から仕切って形成し、該通気空間に給気口と排気口を設けた型本体と、熱風発生機を有し、該熱風発生機の送風口と前記給気口をダクトで接続し、該熱風発生機の空気取入口と前記排気口をダクトで接続し、熱風発生機からの空気を前記通気空間に送り込み、循環させることで、前記課題を解決する。
(もっと読む)
セラミックス成形体の製造方法およびこれを用いたセラミックス焼結体の製造方法
【課題】本発明は、表面がきれいな複雑形状成形体を乾燥時の割れや変形がなく、また焼結体としたときの物性が優れたセラミックス成形体の製造方法を提供するものである。
【解決手段】セラミックス粉体、分散剤、硬化性樹脂および溶媒を含むセラミックススラリーを溶媒可溶性の成形型内に注入する注入工程、注入した該セラミックススラリーを硬化させて成形し、含溶媒セラミックス成形体とする硬化工程、該含溶媒セラミックス成形体表面から該成形型を溶剤で溶解除去する脱型工程、該脱型工程を経て得られた含溶媒セラミックス成形体を液体中で熱処理する熱処理工程、該熱処理工程を経て得られた含溶媒セラミックス成形体を乾燥させる乾燥工程をこの順に有するセラミックス成形体の製造方法において、脱型工程において成形型を溶解するために用いる溶剤に不溶であり、かつ熱処理工程で用いる液体に可溶または膨潤する材料で表面に被覆処理を施した成形型を用いることである。
(もっと読む)
表面に微細凹凸パターンを有したセラミックス焼成体及びその製造方法
【課題】低コストで微細構造の付与が可能であるとともに、微細構造を構成する粒子結晶体を所望の組成状態に制御できる、ナノセラミックス焼成体の製造方法を提供する。
【解決手段】表面に複数の凹凸部を備えた微細凹凸パターン転写用モールド11に離型剤12を塗布した上で(工程S1及びS2)、セラミックス粉末14と有機材料13とを混合させスラリー状の複合物15を生成する工程S3と、モールド11の該表面上に複合物15を塗布してモールド11の微細凹凸パターンを複合物15に転写するようにセラミックス基板16で押圧する工程S4と、押圧状態のモールド11、複合物15及びセラミックス基板16を乾燥させる工程S5と、複合物15が表面に結合したセラミックス基板16を剥離する工程S6と、複合物15及びセラミックス基板16を焼結する工程S7と、により表面に微細凹凸パターンが形成されたセラミックス焼成体17を製造する。
(もっと読む)
焼成体用の加圧成形体、緻密質セラミックス部材、及び緻密質セラミックス部材の製造方法
【課題】金型を用いて粉体原料で緻密質セラミックスを製造できる方法でありながら、金型に加工を施したり、煩雑な作業を要する施工をしたり、得られた加圧成形体や焼成物に対して後加工を必要としたりすることなく、微細で有用な凹凸面を有する緻密質セラミックス、及び該セラミックスを直接得ることができる製造方法の提供。
【解決手段】焼成することで、微細な凹凸が形成された平坦面が設けられている相対密度90%以上の緻密質セラミックス部材が得られる焼成体用の加圧成形体であって、平均粒径40〜120μmの造粒粒子原料粉末(一次粒径0.3〜2μm)が加圧されてなり、かつ、その形状が、植物性繊維を原料とする紙、又は、植物性繊維を原料とする紙或いは布を基材とする一方の基材面に多数の粒子が接着されてなるシート、のいずれかの表面模様が転写された平坦な面を有する焼成体用の加圧成形体、緻密質セラミックス及びその製造方法。
(もっと読む)
乾式静水圧加圧成形用マンドレル
【課題】セラミックス粉末の付着を有効に防止可能なCIP成形用マンドレルを提供する。
【解決手段】本発明のCIP成形用マンドレルは、セラミックス粉末の乾式静水圧加圧成形に用いられるものである。このマンドレルは、所定形状に形成された鉄系材質からなる母材の最表面に、最大高さRmaxが1.0μm以下で且つ水に対する接触角が75°以上のダイヤモンド・ライク・カーボン(DLC)からなる最表面層を有している。また、このマンドレルは、有底中空形状管を成形するCIP成形装置10のマンドレル16に適用することができる。
(もっと読む)
セラミックス成形体の製造方法およびこれを用いたセラミックス焼結体の製造方法
【課題】本発明は、表面がきれいな複雑形状成形体を乾燥時の割れや変形がなく、また焼結体としたときの物性が優れたセラミックス成形体の製造方法を提供するものである。
【解決手段】セラミックス粉体、分散剤、硬化性樹脂および溶媒を含む混合物を溶媒可溶性の成形型内に注入する工程、注入した該混合物を硬化させて成形し、含溶媒セラミックス成形体とする工程、該成形型を溶剤で溶解除去する脱型工程、該脱型工程によって得られた含溶媒セラミックス成形体を乾燥させる工程を有するセラミックス成形体の製造方法において、該成形型として内側表面に撥水処理を施した成形型を用いることである。
(もっと読む)
金型洗浄方法及び金型洗浄装置
【課題】高圧水洗浄や揺動超音波洗浄では除去できない汚れを確実に除去でき、しかも、単純形状の金型のほか、多数の凹凸や貫通孔等を有する複雑形状の金型であっても確実に洗浄することができるようにする。
【解決手段】金型洗浄装置10は、容器12と、該容器12内に設置されるかご14と、容器12内に注入される洗浄液16と、かご14内に収容される多数のビーズ18と、第1金型20Aを保持する第1かご22Aと、第2金型20Bを保持する第2かご22Bと、容器12内のビーズ18を含む洗浄液16中に第1かご22A及び第2かご22Bを出し入れする第1上下移動機構24A及び第2上下移動機構24Bと、ビーズ18を含む洗浄液16中に挿入された第1かご22A及び第2かご22Bを揺動する第1揺動機構26A及び第2揺動機構26Bとを有する。
(もっと読む)
セラミック多孔体の製造方法とそれを用いて作製したセラミック多孔体および構造体
【課題】セラミック多孔体1となる成形物なるべく負荷をかけずに、型から押し出すことによって、脱型時の成型物の損傷を少なくし、割れや内部クラックを抑制し、高品位のセラミック多孔体を得ることを目的とする。
【解決手段】ゲルキャスティング法を用いたセラミック多孔体の製造方法において、前記成形型7に流し込み、ゲル化して硬化させ、作製した成型物を脱型するときに、前記成形型7の一方からもう一方へ水流を流すことによって水中へ脱型するようにしてあるので、成型物の気孔部分を水流が流れ、全体的に成型物に押し出す力が働き、成型物の局部的に力が大きくかからないため、成型物になるべく負荷をかけずに、型から押し出すことができ、成型物の損傷を少なくすることができる。
(もっと読む)
中空セラミックス部品の成形方法および中空セラミックス部品の成形用ピン
【課題】成形時における粒度分布、分散状態のばらつきや偏肉を抑制し、歩留、信頼性の高い中空セラミックス部品を提供する。
【解決手段】セラミックス粉体と熱可塑性樹脂との混練物を調製し、樹脂部2と、樹脂部2を貫通するように配置された棒状のピン1とを備える中子3を、型4内に挿入、固定し、型4と中子3間に、混練物を射出して成形体5を形成し、型4より、ピン1を抜いて成形する中空セラミックス部品の成形方法であって、ピン1は、基材と、基材表面に形成され、窒化チタン、窒化クロム、炭窒化チタンのうち少なくとも1種からなるコーティング層を備える、あるいはピン1のヤング率が530〜560GPaである。
(もっと読む)
成形体の遠心成形方法および樹脂皮膜付成形金型
【解決手段】成形金型の内表面に、泥漿の成形金型外への漏出を防止することのできる皮膜や成形体と成形金型との付着を防止する皮膜を形成させた後、泥漿を成形金型内に入れ、遠心成形を行うことを特徴とする遠心成形方法、またこの方法に用いる樹脂皮膜付成形型。
【効果】泥漿を割型に入れて遠心成形を行っても、泥漿が割型の合わせ目から漏出することがない。成形体が成形金型の内表面に付着することがない。このため成形体の離型が容易であり、離型時に成形体が破損することを防止できる。離型時にこの皮膜が成形金型から離れて成形体に付着するようにすることにより、さらに効果的に成形体の破損を防止することができる。また皮膜を成形体とともに加熱したときに消失するようにすることにより、予め皮膜の除去操作をすることなく、成形体の焼結時に皮膜を除去することができる。
(もっと読む)
粉末焼結体の製造方法、粉末焼結体成型用オス型、および粉末焼結体成型用メス型
【解決手段】
目的とする粉末焼結体と同一形状の元型を用いて第1メス型を作成し、この第1メス型を用いて発泡可能な樹脂製オス型前駆体を形成し、次いでこの発泡可能な樹脂製オス型前駆体を発泡膨張させて得られる樹脂製発泡膨張オス型を用いて第2メス型を作成し、この第2メス型に粉末原料を充填成形して得られる成形体を焼結して粉末焼結体を製造する粉末焼結体の製造方法、並びにこの方法に使用する粉末焼結体成型用オス型および粉末焼結体成型用メス型である。
【効果】
この発明によれば、製品ごとに数値化して設計をする必要がないので、生体材料等の少量生産品または複雑な形状の製品であっても、簡易に、また安価にセラミックス等の粉末焼結体を製造することができる。
(もっと読む)
押し型成形用石膏型及びそれを使用した成形方法
【課題】セラミックスの成形体に穴を簡単に、精度よく成形する石膏型及びそれを使用したセラミックスや陶磁器の成形方法を提供する。
【解決手段】穴を開ける芯材を設置する窪みを石膏型の対向する部分に設けた石膏型を使用し、片方の石膏型の窪みに芯材を設置して、その周りに坏土を設置し、他方の石膏型を押し付けて、余分な坏土を排出しながら成形し、その後、芯材を抜いて穴を開ける成形方法を提供する。操作が簡単で、精度のよい穴を開けることができ、穴は軸に沿って大きさを変えることができ、円錐や星型など円形以外の穴を開けることができる。
(もっと読む)
1 - 20 / 35
[ Back to top ]