
Fターム[4G054AC04]の内容
プレス成形、コンベアを利用した成形 (2,780) | 成形体の用途 (173) | ボード (71)
Fターム[4G054AC04]に分類される特許
1 - 20 / 71
コンクリートパネル、そのコンクリートパネルの製造設備および製造方法
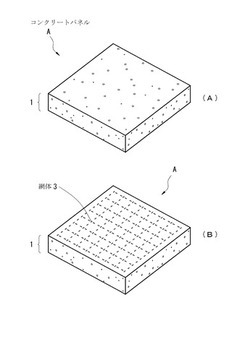
【課題】曲げ強さの大きいコンクリートパネルとその製造技術を提供する。
【解決手段】
平行六面体のコンクリートパネルであって、パネル本体1の裏面の直近内側に網体3が配設されている。パネル本体を構成するコンクリートは、超硬練りコンクリートである。網体3は防錆性と抗張力性を有する材料で網状に作製されている。成形型10の底部に、網体3を置く網体配置工程と、成形型10内に硬化前コンクリートを流し込むコンクリート投入工程と、流し込まれた硬化前コンクリートを締め固める締固め工程と、コンクリート締め固めた後で成形型から製品を抜き取る型抜き工程とからなる。コンクリートパネルの裏面の直近内側に網体3があるので、上面側からの荷重によって曲げ作用が働くとき、裏面側で生ずる引張り応力に網体が抵抗するので、曲げ強さの強いコンクリートパネルになる。このため、コンクリートパネルの強度向上に効果が高い。
(もっと読む)
粘性体成形方法

【課題】外壁材の係合形状のような比較的複雑な形状の形成も含めて一度の成形工程で成形可能とし、成形品の生産性を高める。
【解決手段】粘性体を口金を通して押出すことにより所定の粘性体成形品を形成する粘性体成形方法であって、口金から押出される粘性体は、押出方向に沿って複数列に切り離された状態で連続して押出され、この複数列のうちの押出中心側の一列を成形品71とし、残りの列は除去物73として成形品71に接触しないように分離し、連続して押出された成形品71は所定長さで切断される。
(もっと読む)
けい酸カルシウム板の製造方法
【課題】けい酸カルシウム板の外周部となる小口に亀裂が発生しにくく、かつ製造コストの上昇を抑制できるけい酸カルシウム板の製造方法を提供する。
【解決手段】石灰質原料、けい酸質原料および繊維原料を含有する原料スラリーを調製し、成形装置によりこれを板状に成形して厚さが5mm〜100mmの未硬化板Uを得、未硬化板Uを積み重ね、厚さが30〜200mmの単位体101を形成し、単位体101をさらに積み重ねるとともに、単位体101間に水蒸気導入板102を設置し、ブロック10を形成し、これをオートクレーブ装置内でオートクレーブ養生し、硬化させるに際し、水蒸気導入板101の空間部の厚さが、A>20−(10/35)×B(Aは、空間部の厚さ(mm)であり、Bは、成形装置の設置場所の雰囲気温度(℃)である。)を満足する製造方法。
(もっと読む)
けい酸カルシウム材の製造方法
【課題】本発明の目的は、原料としてゾノトライトを使用した場合であっても、原料スラリーのろ水性の低下を抑制し、加圧脱水成形法を用いて軽量のけい酸カルシウム材を効率良く製造するための方法を提供することにある。
【解決手段】本発明は、石灰質原料、けい酸質原料並びにゾノトライトを必須原料とし、これら必須原料に水を加えて混合することにより得られた原料スラリーを加圧脱水成形して生板を得、次いで該生板をオートクレーブ養生して硬化させてなるけい酸カルシウム材の製造方法において、
(1)ゾノトライトとして、予め合成された針状結晶が凝集した二次粒子からなるスラリー状態のゾノトライトを使用し、該スラリー状態のゾノトライトに、石灰質原料と、非晶質シリカを添加し、混合してゾノトライト混合スラリーを得る工程;
(2)得られたゾノトライト混合スラリーを断続的に攪拌しながら、大気圧下において70〜95℃の温度で15分以上の加熱処理を行う工程;
(3)加熱処理したゾノトライト混合スラリーに、原料の残部と水を加えて混合し、原料スラリーを得る工程;
(4)原料スラリーをプレス脱水成形して生板を得る工程
を備えてなることを特徴とする。
(もっと読む)
床用押出中空セメント板
【課題】主として中高層の鉄骨建築物における外壁および間仕切壁に用いる材料で、セメント・けい酸質原料および繊維質原料を主原料として、中空を有する板状に押出成形しオートクレーブ養生した床用の押出中空セメント板の遮音性能を向上させることである。
【解決手段】押出中空セメント板の原材料に、鉄粉等の高比重粉体を5〜20%含有させ、中空部の幅(A)と隣り合う中実部の幅(B)の関係を、B≧A/2を満足する中空構造にして遮音性能を向上させた。
(もっと読む)
キャストシートおよびそれを製造する方法
本発明は、空洞を有する非平面のネット構造で構成されるキャストシートに関し、ネット構造は面全体にわたって広がり、空洞はシートの一方側から他方側に穴部を形成することができる。シートの両側の空洞は同一の構造に配列することができ、両側の構造は、互いに関して変位されるかまたは回転される。さらに本発明は、そのようなシートの鋳造のための成形テンプレート、およびそのようなシートを製造するための方法にも関連する。  (もっと読む)
(もっと読む)
畜舎設備用のコンクリート製品及びその製造方法
【課題】有機酸(特に、ギ酸や乳酸)による浸食劣化を効果的に抑制することのできる畜舎設備用のコンクリート製品及びその製造方法を提供する。
【解決手段】畜舎設備用のコンクリート製品の一例である畜舎用コンクリート・スノコ1は、セメント(ポルトランドセメント又はポルトランドセメント代替品)及び高炉スラグ微粉末を含むコンクリート材料を用いて、プレキャストコンクリート製品として形成される。
(もっと読む)
成形板及び成形板の製造方法
【課題】変化に富んだ凹凸模様を有する成形板を提供する。
【解決手段】表面に凹凸模様1が形成された成形板Aに関する。凹凸模様1を形成する凸部2のうち少なくとも一部の凸部2の頂部は、切削された切削面3として形成されている。このように凹凸模様1を形成する凸部2の頂部を切削面3として形成することによって、凸部2の切削面3には切削によって素地が表れ、凹凸模様1の他の表面と肌合いや、材質感や、色調感などが異なるものであり、変化に富んだ凹凸模様1とすることができる。
(もっと読む)
凹凸模様の成形方法
【課題】凹凸模様の凸部を凹部など他の箇所と異なる質感で形成することができ、変化に富んだ凹凸模様を形成することができると共に、一つの成形型で微妙に異なる凹凸模様を形成することが可能になり、またエアー溜りによる不良発生のおそれもない凹凸模様の成形方法を提供する。
【解決手段】成形材料1を成形型2でプレスして、成形型2に設けた賦形用型部3で凹凸模様4を成形する方法に関する。成形型2として、成形材料1に成形型2をプレスする際に、成形材料1中に押し込まれて凹凸模様4の凹部5を成形する賦形用凸部6と、成形材料1が入り込んで凹凸模様4の凸部7を成形する賦形用凹部8とを備えて形成される賦形用型部3を設けたものを用いる。そして少なくとも一部の賦形用凹部8において、賦形用凹部8に入り込んだ成形材料1を賦形用凹部8内で拘束しない状態で凸部7を成形する。
(もっと読む)
プラスターボードの製造方法
【課題】本発明の主題は、新規なプラスターボードおよびその製造方法にある。
【解決手段】この新規なボードは、一方の表面に2つの第一の平行なそぎ縁を有し、他方の表面に第一のそぎ縁に直交する2つの他の平行なそぎ端またはそぎ縁を有する。或いは、一方の表面に2つの第一の平行なそぎ縁を有し、同一の表面または他方の表面のいずれかに、第一のそぎ縁に直交する2つの他方の平行な横方向のそぎ端またはそぎ縁を有しており、かかる他の平行なそぎ端は、100〜200mmの幅を有する。或いはまた、一方の表面に2つの第一の平行なそぎ縁を有し、同一の表面または他方の表面のいずれかに、第一のそぎ縁に直交する2つの他方の平行な横方向のそぎ端またはそぎ縁を有しており、かかる他の平行なそぎ端は、第一の平行なそぎ縁の幅に対する第二の平行なそぎ縁の幅の比が1.5〜5であるような幅を有する。
(もっと読む)
無機質抄造板の製造方法
【課題】本発明の目的は、薄物であっても自重によるたわみが少なく、運搬及び施工の際のハンドリング性が良く、作業し易く、更に、不燃性に優れた、すなわち、JIS A 5430附属書規定の試験装置を用いた加熱時間20分での発熱性試験における総発熱量の少ない薄物無機質抄造板の製造方法を提供することにある。
【解決手段】本発明の薄物無機質抄造板の製造方法は、マトリックス形成用水和性原料30〜70質量%;濾水度がカナディアン標準フリーネスで150〜450mlの範囲内にある天然繊維3〜9質量%並びに繊維長6.0〜0.2mm、繊維径10〜50μmの範囲内にある無機繊維及び/または合成繊維(石綿を除く)0.5〜5質量%、ただし天然繊維並びに無機繊維及び/または合成繊維の合計量3.5〜12質量%;予め石灰質原料及びけい酸質原料を水熱合成して得られる平均粒子径が30μm〜100μmの範囲内にあるけい酸カルシウム水和物5〜30質量%;ワラストナイト5〜20質量%;及び無機質充填材1〜15質量%を含有してなる配合物を湿式混合してスラリーを得、得られたスラリーを抄造することにより生板を得、該生板を加圧脱水時の保持圧力16〜40N/mm2で加圧脱水した後、養生硬化することにより厚さ2〜5mm、見掛け密度1.2〜1.5g/cm3の硬化体を得ることを特徴とする。
(もっと読む)
石膏系成形体及びその製造方法
【課題】遮音性能のさらなる向上を図りながらも、ひび割れ等を生じさせることなく押出成形で製造できる石膏系成形体及びその製造方法を提供する。
【解決手段】石膏をマトリックスとして、繊維を0.8〜9.9質量%、硫酸バリウムを35.6〜83.8質量%含有すると共に、1.9g/cm3以上の見掛け密度を有する石膏系成形体とした。
(もっと読む)
木質セメント板の製造方法
【課題】生産効率良く凹凸意匠面を有する木質セメント板を製造する方法を提供する。
【解決手段】凹凸意匠面を有する木質セメント板の製造方法において、該木質セメント板の凸部形成部に対応する凹部を形成した型板を搬送させながら、該型板の上に原料を散布してマットを形成する工程と、該マットの原料で、該型板の凹部に積層した部分の原料のみに上側から加圧する工程と、一部加圧された該マットの表面を均しくする工程と、得られたマットと該型板とをプレスし、硬化養生する工程と、からなることを特徴とする木質セメント板の製造方法。
(もっと読む)
無機質板のプレス成形方法
【課題】真空吸引のための空気孔の跡による問題を解消する。
【解決手段】無機質板1の表面に成形型3を押し付けてプレスするにあたり、無機質板の表面を成形型に設けた空気孔4を通じて成形型側に真空吸引し、その後、型締め状態のままで上記空気孔に所定の圧力の加圧空気を供給し、次いで型開きを行って無機質板の離型を行う。プレス成形の際に脱気のための空気孔によって無機質板に生じる脱気跡を、型締め状態のままで上記空気孔に加圧空気を供給して押し戻すことで解消する。
(もっと読む)
建築用セメントボード
【課題】湿潤環境でも層間剥離をおこさず、強力で、耐火性のあるセメントボード外装材を提供する。
【解決手段】約300グラム/M2の面積重量と、約300CFM/ft2(FG436−910テスト方法)を超えない空気透過率を有する外装層105を持つ、セメントボード100、及び該セメントボード100を製造することができる。外装層105は、ボード100の製造中に、セメント剤のスラリの浸透を抑制し、該スラリの硬化中、該スラリから水蒸気を通過させる。結合剤、被覆剤、飽和剤107は、間隙の大きさを減少させ、液体との接触角を増加若しくは減少させ、セメント芯部101との接着性を向上させ、外装層105との接着性を向上させ、断熱工法及び外断熱仕上工法(EIS及びEIFS)にセメントボードを連結する際に使用する、接着合成剤に対する接着性又は親和性も向上させる。
(もっと読む)
着磁建材及びその製造方法
【課題】セラミックス板状体と着磁された硬質磁性体(永久磁石)とが強固に一体化された着磁建材を提供する。
【解決手段】着磁建材1は、セラミックス板状体2の裏面の全面に、着磁された硬質磁性体(永久磁石)3が設けられたものである。この着磁建材1は、乾式プレス又は押し出し法等により、坏土成形体と硬質磁性粉末成形体とを一体成形してなる複合成形体を、焼成し、次いで着磁加工を施すことにより製造される。坏土成形体の裏面に硬質磁性粉末成形体が配置された状態で焼成して着磁建材としているため、セラミックス板状体と着磁された硬質磁性体(永久磁石)とが強固に一体化されたものとなり、着磁された硬質磁性体(永久磁石)がセラミックス板状体から剥離し難いものとなる。
(もっと読む)
窯業建材用多孔質材料、窯業建材およびそれらの製造方法
【課題】表面の凹凸が大きく、シャープな模様を有する窯業建材を抄造法によって製造するために使用される窯業建材用多孔質材料、それを用いた窯業建材およびそれらの製造方法を提供する。
【解決手段】多孔質材料が、多孔質材料が、第1の圧力により圧縮される第1圧縮工程と、多孔質材料が、第1の圧力より高い第2の圧力により圧縮される第2圧縮工程と、を含んで製造される窯業建材の、製造材料用の多孔質材料であって、少なくとも2種類の、第1の圧力および第2の圧力による体積縮小率が異なる多孔質材料を含み、体積縮小率が、元の圧力のときの体積に対する所定の圧力を載荷することによって縮小した部分の体積の比である、窯業建材用多孔質材料である。
(もっと読む)
滑らかな表面を有する無機質成形体とその製造方法
【課題】軽量であって滑らかな表面を有する無機質成形体を提供する。
【解決手段】珪酸カルシウムを主成分とする無機質成形体であって、当該成形体の少なくとも一面に於いて、最表面を走査型電子顕微鏡を用いて倍率10000倍で見た時、珪酸カルシウムの結晶が、当該最表面に沿うように配向した状態で観察され、且つ当該最表面の光沢度が4%以上で、且つ当該最表面を形成する前記結晶の配向指数が1.5以上であることを特徴とする無機質成形体。
(もっと読む)
化粧部材の製造方法
【課題】成形体に凹凸模様を付与するにあたって、深い凹凸模様や繰り返しパターンが長い複雑な凹凸模様であっても鮮明な凹凸模様を成形体に容易に付与することができ、且つ製造設備の簡略化をも為すことができる化粧部材の製造方法を提供する。
【解決手段】成形材料1を押出成形した後、得られた成形体2の表面にプレス加工を施して凹凸模様6を形成する工程を含む。前記プレス加工が、押出成形装置13よりも成形体の搬送方向下流側に配置されたプレス装置5にてなされる。前記プレス装置5は表面に凹凸形状7を有する無限帯状の成形ベルト3をローラ4間に掛架して構成され、連続的に搬送される成形体2の上面に前記成形ベルト3を面状に接触させると共に成形ベルト3を成形体2の搬送速度と同期させて回旋させることで前記成形体2の上面に凹凸形状7を転写する。
(もっと読む)
押出成形板の製造方法及び押出成形板の製造装置
【課題】 押出成形板の表面に対して目地模様等の凹凸模様を、見栄えよく、簡単で、しかも高速で成形すること。
【解決手段】 水硬性材料を含む混練物20を口金部13から押し出し、その押し出されて成形されていく生板14の上面に合成樹脂製の成形型ベルト15を押し付けながら生板14の押出し方向8に走行させることによって、表面に凹凸模様25が成形された押出成形セメント板を製造する押出成形板の製造装置11おいて、成形型ベルト15に固着して埋設され、生板14の押出し方向8と略直交する方向に延びるように配置されてそれぞれの端部27aが成形型ベルト15から突出する複数の補強部材27と、それぞれの補強部材27の端部27aを、それぞれの間隔を維持した状態で保持溝30で保持しながら生板14に伴って移動する矯正チェーン33とを備える。
(もっと読む)
1 - 20 / 71
[ Back to top ]