
Fターム[4G054BA55]の内容
プレス成形、コンベアを利用した成形 (2,780) | ラムによるプレス成形 (549) | 装置、工程の要素 (297) | 成形型 (155) | 型枠が分割、開閉できる (31)
Fターム[4G054BA55]に分類される特許
1 - 20 / 31
コンクリートパネル、そのコンクリートパネルの製造設備および製造方法
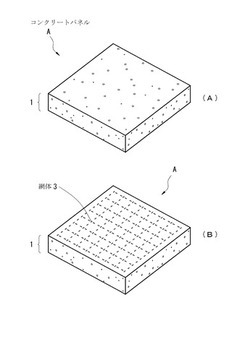
【課題】曲げ強さの大きいコンクリートパネルとその製造技術を提供する。
【解決手段】
平行六面体のコンクリートパネルであって、パネル本体1の裏面の直近内側に網体3が配設されている。パネル本体を構成するコンクリートは、超硬練りコンクリートである。網体3は防錆性と抗張力性を有する材料で網状に作製されている。成形型10の底部に、網体3を置く網体配置工程と、成形型10内に硬化前コンクリートを流し込むコンクリート投入工程と、流し込まれた硬化前コンクリートを締め固める締固め工程と、コンクリート締め固めた後で成形型から製品を抜き取る型抜き工程とからなる。コンクリートパネルの裏面の直近内側に網体3があるので、上面側からの荷重によって曲げ作用が働くとき、裏面側で生ずる引張り応力に網体が抵抗するので、曲げ強さの強いコンクリートパネルになる。このため、コンクリートパネルの強度向上に効果が高い。
(もっと読む)
焼結体、スパッタリングターゲット及び成形型並びに焼結体の製造方法

【課題】 大型で均質な焼結体を安価に効率良く製造することを可能とし、放電特性や得られる薄膜の特性が良好な大型のスパッタリングターゲットを提供する。
【解決手段】 加圧圧縮時には充填した原料粉末に対して実質的に1軸方向からのみ加圧し、加圧終了後の減圧時には成形体に対して等方的に圧力を開放することが可能な構造を有する成形型を用いることにより、成形時のスプリングバックを効率よく解消して、高い成形圧力での冷間静水圧プレスを可能とする。これにより、バインダー等の有機物を含まない原料粉末を用いて、直接、形状精度の良い成形体を作製することができ、大型で均質、かつ、炭素含有量の少ない焼結体を効率よく高い歩留まりで製造することができる。
(もっと読む)
可動ライナーを有するブロックモールド
【課題】改良されたコンクリートブロックを製造するためのモールドアセンブリを提供する
【解決手段】コンクリートブロックを製造するための、コンクリートブロックマシンで使用するように構成されたモールドアセンブリ30である。該モールドアセンブリは、少なくとも第一のライナープレート32が移動可能である少なくとも第一のモールドキャビティ46と、駆動アセンブリ550を形成する複数のライナー32とを含む。該駆動アセンブリは、第一の端部を有し、第二の端部に隣接した第一の可動ライナープレート32に連結された第一の駆動要素572と、アクチュエータアセンブリ607とを含む。該アクチュエータアセンブリは、第一の端部に隣接して第一の駆動要素に選択的に連結された第二の駆動要素607を含む。該アクチュエータアセンブリは、第二の駆動要素を第一の軸に沿って駆動するように構成されている。
(もっと読む)
タイルの成形方法および成形装置
【課題】段差の大きい種々の立体形状の意匠面を、裏面に加圧調整窪みを設けることなく成形でき、容易に意匠変更が可能な、タイルの成形方法および成形装置を提供する。
【解決手段】基部および凸部を備えてなる凸形状のタイル成形品を成形するタイルの成形方法であって、第一のチャージャーから基部用坏土を下型の上面と枠型の内面とで囲まれた充填空間に供給する工程と、充填空間に満たされた基部用坏土の上面の、凸部が形成される領域に、第二のチャージャーから凸部用坏土を盛る工程と、下型を下降させる工程と、上型の下面と下型の上面とで基部用坏土および凸部用坏土を加圧成形する工程と、を有することを特徴とする。
(もっと読む)
ブロックの成形方法と成形型枠と成形装置
【課題】簡単な構造でブロックの突部や凹部に欠損の発生を防止することのできるブロックの成形方法等を提供する。
【解決手段】一側面に長手方向に沿って延びた凸部を、他側面に長手方向に沿って延びた凹部を有するブロックを成形するブロックの成形方法であって、前記ブロックを成形する成形型枠30を、ブロックの上部を成形するモールド本体32と、ブロックの下部を成形する仕切部材33およびスライダ34とに分け、仕切部材33およびスライダ34で前記凸部および凹部を成形し、前記成形型枠30内にブロック材料を充填してこのブロック材料を固めてブロックに成形し、この後、前記スライダ34を成形型枠30から外し、この後、前記ブロックを成形型枠30から脱型する。
(もっと読む)
陶磁器製ねじ式蓋の製造方法及び陶磁器製ねじ式蓋付き陶磁器製瓶の製造方法
【課題】離型性が良く、効率的に、寸法精度の高い陶磁器製ねじ式蓋を製造することができる陶磁器製ねじ式蓋の製造方法を提供する。
【解決手段】有底筒状の第1外側金型1の成形用穴2に、成形原料を挿入し、第1外側金型1の成形用穴2が開口する側の端部3に、リング状の第2外側金型11を取り付け、先端部22に雌ねじ構造形成部23を有する柱状の挿入部22aを備えた内側金型21の当該雌ねじ構造形成部23を、成形用穴2に挿入することにより成形原料を成形して、第1外側金型1と内側金型21と第2外側金型11とにより形成される成形空間20内に、ねじ式蓋形状の成形体Bを形成し、内側金型21を、ねじを緩める方向に回転させながら引き抜くとともに、第2外側金型11及び第1外側金型1からねじ式蓋形状の成形体Bを取り出し、ねじ式蓋形状の成形体を焼成してねじ式蓋を得る陶磁器製ねじ式蓋の製造方法。
(もっと読む)
縦スリットつき空洞ブロックの使用方法と製造方法
【課題】通常の空洞ブロックの空洞側壁に鉄筋や配管、ケーブル類を挿通可能な縦スリットを開けておくことで、建物のコンクリート壁を壊さなくても内部の配管や電気ケーブル類を改修したり交換可能とすると共に、縦スリット入りの空洞ブロックを安価に製造可能な装置と製造方法を実現する。
【解決手段】縦スリット入りの空洞ブロックの縦スリットから、水道・ガスの配管や電気ケーブル類を挿入して、空洞中に収納してあるから、配管や電気ケーブル類を空洞ブロックの中に容易に収納し保護できる。縦スリットは空洞より狭いので、空洞内の配管やケーブル類が外部から見えづらい上に、容易に離脱する恐れもない。しかも、縦スリットから内部の配管や電気ケーブル類を点検修理したり容易に交換でき、コンクリート壁を壊す必要も無い。
(もっと読む)
成型装置およびこれを用いたセラミック成型体並びにセラミック成型体の製造方法
【課題】成形時間が短く、高精度で、緻密で、製品形状に近い形状を得ることのできる成形装置およびその成型方法を提供すること。
【解決手段】成形装置10は、上パンチ12と下パンチ13と、この上パンチ12および下パンチ13が上下から挿入される筒状の臼11とから成る金型を用いて、臼11内の上パンチ12と下パンチ13との間で被成型物22をプレスして成型する成形装置10において、臼11の一部に温度が異なる領域11aを形成する機構と、この領域で成型された被成型物22を臼11の他の領域11cに移動させる移動機構とを有している。被成型物22を臼11の高温領域から低温領域に移動させる移動機構によって、被成型物22の加熱および冷却時間を低減することができる。
(もっと読む)
粘土系材料の圧縮成形装置、粘土系材料の圧縮成形方法
【課題】工程を簡略化し、作業時間の短縮を図ることができるとともに、粘土系材料を成形してなるブロックに欠けや割れが生じることのない粘土系材料の圧縮成形装置および粘土系材料の圧縮成形方法を提供する。
【解決手段】本発明の粘土系材料の圧縮成形装置10は、粘土系材料を投入するために用いられ、粘土系材料の圧縮方向に対して垂直方向に複数の枠部材15に分割可能な型枠11と、型枠11の外周に設けられた反力枠12と、反力枠12と型枠11との間に介在し、枠部材15のそれぞれの外側面15aに当着させた、枠部材15と同数の油圧ジャッキ13とを備え、油圧ジャッキ13は、前記の圧縮方向に対して垂直方向かつ型枠11の中心軸側に枠部材15を加圧し、また、前記の圧縮方向に対して垂直方向かつ型枠11の中心軸とは反対の方向にブロック20から枠部材15を脱型することを特徴する。
(もっと読む)
コンクリート製品成型方法とコンクリート製品成型型枠とコンクリート製品成型装置とコンクリート製品成型型枠用可動壁
【課題】 コンクリート製品の側面に凹部・凸部を損傷させることなく成型可能な方法や型枠や装置はなかった。
【解決手段】 本件出願のコンクリート製品成型方法は、型枠の下面開放部を閉塞し、型枠内に供給したコンクリート材料を締め固めてコンクリート製品を成型し、その後下抜き脱型して、側面に凹凸部を有するコンクリート製品を成型する方法であって、前記型枠に、外側斜め下方とその逆の内側斜め上方に回動可能な可動壁を備え、成型時には可動壁を型枠内面よりも内側に突出させるか型枠内に収容させ、その型枠内で側面に凹部又は/及び凸部のあるコンクリート製品を成型し、脱型時に、可動壁が前記脱型に伴って外側斜め下方に回動して、コンクリート製品の側面の凹部又は/及び凸部から自動的に退避するようにした方法である。本発明の成型型枠、成型装置、可動壁は、前記成型方法の実施に使用される型枠、装置、可動壁である。
(もっと読む)
磁石の製造方法、これにより得られる磁石及び磁石用成形体の製造装置
【課題】材料のロスを抑えながら、薄くても構造不良の生じにくい磁石を製造できる磁石の製造方法、これにより得られる磁石、磁石用成形体の製造装置を提供すること。
【解決手段】磁性粉末及び分散媒を含むスラリーSを成形装置12のキャビティC内に供給する工程、スラリーSに磁場を印加しながらスラリーSを圧縮成形し成形体を得る工程、成形体を焼結して磁石を得る工程を含み、成形装置12が、スラリーSが供給される貫通穴121aを有し、スラリー供給孔121dが内壁面121bに形成される金型121と、貫通穴121aに挿入される金型122と、金型123、122とともにキャビティCを形成する金型123を備え、スラリーSは、金型122が貫通穴121aに挿入されてスラリー供給孔121dを塞いだ時点のキャビティCの容積以下の量となるように供給され、成形体を得る工程で、金型122がスラリー供給孔121dを塞いだ後にスラリーSが圧縮成形される磁石の製造方法。
(もっと読む)
自立型平板瓦の製造方法
【課題】金型構造が簡単になり、前記したようなメンテナンスを省略できる自立型平板瓦の製造方法を提供する。
【解決手段】第1に、2箇所に設けられた成形体2の引掛け凸部33、33の尻側小端面33a、33aを成形体の尻24から外方向に突出させて成形するため、表型4では、尻側端面3を成形するための表型側面板42の成形面42aを、表型主板41面に対して91度〜98度の角度に開いて傾斜させて固定している。さらに、尻側端面3の引掛け凸部33の両側に2箇所、計4箇所に小凸部34を成形するため、表主板41に固定された、尻側端面3を成形するための側面板42の成形面42aに対応した凹形状の小凹部43を設けている。
(もっと読む)
プレス成形体の製造方法及びバリ除去装置
【課題】成形材料をプレス成形してプレス成形体を得るにあたり、発生したバリを容易に除去することができるプレス成形体の製造方法を提供する。
【解決手段】成形材料2をプレス成形することによりプレス成形体Aを製造するプレス成形体Aの製造方法に関する。成形材料2をプレス成形して成形体1を形成すると同時にこのプレス成形によって前記成形体1に溝4を、この成形体1に生じるバリ3の基端部の近傍に形成する工程と、得られた成形体1に生じたバリ3に応力をかけることにより前記溝4の形成位置で成形体1からバリ3を分離して除去する工程とを含む。バリ3に応力をかけて押し割るだけで、バリ3の跡が突出することなくバリ3をきれいに除去することができる。
(もっと読む)
押し型成形用石膏型及びそれを使用した成形方法
【課題】セラミックスの成形体に穴を簡単に、精度よく成形する石膏型及びそれを使用したセラミックスや陶磁器の成形方法を提供する。
【解決手段】穴を開ける芯材を設置する窪みを石膏型の対向する部分に設けた石膏型を使用し、片方の石膏型の窪みに芯材を設置して、その周りに坏土を設置し、他方の石膏型を押し付けて、余分な坏土を排出しながら成形し、その後、芯材を抜いて穴を開ける成形方法を提供する。操作が簡単で、精度のよい穴を開けることができ、穴は軸に沿って大きさを変えることができ、円錐や星型など円形以外の穴を開けることができる。
(もっと読む)
ハニカム成形体の成形装置及び成形方法、並びにハニカム成形体
【課題】品質及び生産性の向上を図ることができるハニカム成形体の成形装置及び成形方法、並びにその成形方法により成形したハニカム成形体を提供すること。
【解決手段】ハニカム成形体の成形方法は、セラミック材料よりなる材料塊10を作製する材料作製工程と、材料塊10の外形に合致する内形形状を有するシリンダ3内に材料塊10を配置する材料配置工程と、材料塊10をシリンダ3により径方向に拘束すると共に、材料塊10の両端面101、102を一対のピストン43、53により挟持しながら、セルに対応する形状を呈する複数のピン42、52をそれぞれピストン43、53に設けた貫通穴431、531に貫通させて材料塊10の両端面101、102から挿入し、押圧前進させることにより材料塊10を変形させる成形工程と、材料塊10からピン42、52を引き抜くことにより材料塊10内にセルを形成する成形完了工程とを有する。
(もっと読む)
コンクリートブロックの製造装置および製造方法
【課題】脱型までの時間を短縮することで、型枠が専有される期間を短縮することが可能なコンクリートブロックの製造装置および製造方法を提供する。
【解決手段】下型となる平面板3と、平面板3に配置された上下面が開口した型枠4と、型枠4に充填される未硬化状態のコンクリートを上方から加圧してコンクリートブロック20の底面を成型する上型5とを備え、上型5は、コンクリートブロック20の底面21を成型する下面の周縁部全体に凸部51が形成されている。また、型枠4の下端内側には、コンクリートブロック20の上面縁部に傾斜面24を形成するために突出した傾斜面形成部42dが設けられている。
(もっと読む)
残存型枠とその連結方法並びに製造方法
【課題】 土木、建築の分野に於ける擁壁等は地形、設置場所、用途等により様々な状況が発生する。例えば重機が入れない場所、折曲がり等複雑な擁壁に対処出来る軽量で埋殺の残存型枠の形状と組積時に安全で迅速且つ経済的な連結が出来る連結方法が課題であった。更に上記条件を満足する残存型枠は複雑で製造が困難とされていたがこの残存型枠の製造方法をも提供する。
【解決手段】 適宜の表面形状を有する等薄厚の残存型枠11aの上下横枠体21a、22aと左右端に縦枠体23a、24aとその中間に中間枠体25aを設け、隣接する残存型枠同士を安全に、確実に連結する為に上下横枠体の係止部と枠体連結具51a、52aにより上下左右に隣接する残存型枠を連結し、基盤より立設した受圧控材61aに連絡控材62aのフックを係止して63aで長さを調整すること特徴とする残存型枠とその連結方法並びに製造方法を提供するものである。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】型開きの際に成形品が上型の一方の上型半体に付着したまま持ち上げられることを防いで、精度良く凹凸模様を成形することができるプレス成形装置を提供する。
【解決手段】断面逆V字形に形成されるトレー5に成形材料3をセットすると共にトレー5を下型1に載置し、上型2を型締めして成形材料3を成形面4が断面逆V字形に形成される上型2でプレスすることによって、成形品6を成形し、この後に型開きして成形品6から上型2の成形面4を離型させるプレス成形装置に関する。断面逆V字形の成形面4の頂部を境にして上型2を分割した一対の上型半体7a,7bで上型2を形成する。そして上型2の型開きの際に上型半体7a,7bを成形面4と垂直な斜め上方に移動させて成形品6から離型させる上型作動手段17と、上型2を型開きして成形品6から上型半体7a,7bの成形面4を離型させる際にトレー5の上面を押さえるトレー押圧手段18とを備える。
(もっと読む)
けい酸カルシウム板の製造方法
【課題】 層間剥離やパンクを生じにくい、モールドプレス法を利用したけい酸カルシウム板の製造方法を提供する。
【解決手段】 (1)モールド内にけい酸カルシウム板用原料と水とを混合して調製した原料スラリーを注入する工程と、(2)前記モールド内で原料スラリーを加圧して上面側から脱水することにより、均一な厚さを有する生板を形成する工程と、(3)前記生板をモールドから取り出しオートクレーブ養生を行い硬化させる工程とを有するけい酸カルシウム板の製造方法であって、前記(2)工程において、前記モールドは、水密性を有する底部および上下方向に移動自在な枠材からなる側部からなり、前記側部が底部に当接することによりモールドが形成され、前記モールド内に注入された原料スラリーは、その上面側からのみ脱水される製造方法。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】バリの除去を行なう必要なく成形材料を出隅形状に成形することができるプレス成形装置を提供する。
【解決手段】上型2を分割して形成される上型半体7a,7bと、上型半体7a,7bを当接離間させる横シリンダー8と、横シリンダー8と上型半体7a,7bを取り付けた上型保持体9を上下動させる上シリンダー10を備える。また各上型半体7a,7bと下型1とが相互に接触し合う、上型半体7a,7bの成形面4に対して垂直で且つ上型半体7a,7bの横移動方向に対して斜めに交差するスライド面11,12を、上型半体7a,7bと下型1に設ける。そして上型半体7a,7bを合体して上型2を形成した状態で、下型1に上型2を型締めして成形する。また各上型半体7a,7bを離間する横方向に移動させることによって、スライド面11に対するスライド面12のスライドで、上型半体7a,7bを成形面4と垂直な斜め上方に移動させて型開きする。
(もっと読む)
1 - 20 / 31
[ Back to top ]