
Fターム[4G054BA72]の内容
プレス成形、コンベアを利用した成形 (2,780) | ラムによるプレス成形 (549) | 装置、工程の要素 (297) | 脱型 (57)
Fターム[4G054BA72]の下位に属するFターム
スイング、反転によるもの (1)
型の上下動によるもの (21)
減圧、加圧空気の利用(脱型時) (7)
離型剤又は離型材の利用 (15)
Fターム[4G054BA72]に分類される特許
1 - 13 / 13
焼結体、スパッタリングターゲット及び成形型並びに焼結体の製造方法
【課題】 大型で均質な焼結体を安価に効率良く製造することを可能とし、放電特性や得られる薄膜の特性が良好な大型のスパッタリングターゲットを提供する。
【解決手段】 加圧圧縮時には充填した原料粉末に対して実質的に1軸方向からのみ加圧し、加圧終了後の減圧時には成形体に対して等方的に圧力を開放することが可能な構造を有する成形型を用いることにより、成形時のスプリングバックを効率よく解消して、高い成形圧力での冷間静水圧プレスを可能とする。これにより、バインダー等の有機物を含まない原料粉末を用いて、直接、形状精度の良い成形体を作製することができ、大型で均質、かつ、炭素含有量の少ない焼結体を効率よく高い歩留まりで製造することができる。
(もっと読む)
可動ライナーを有するブロックモールド

【課題】改良されたコンクリートブロックを製造するためのモールドアセンブリを提供する
【解決手段】コンクリートブロックを製造するための、コンクリートブロックマシンで使用するように構成されたモールドアセンブリ30である。該モールドアセンブリは、少なくとも第一のライナープレート32が移動可能である少なくとも第一のモールドキャビティ46と、駆動アセンブリ550を形成する複数のライナー32とを含む。該駆動アセンブリは、第一の端部を有し、第二の端部に隣接した第一の可動ライナープレート32に連結された第一の駆動要素572と、アクチュエータアセンブリ607とを含む。該アクチュエータアセンブリは、第一の端部に隣接して第一の駆動要素に選択的に連結された第二の駆動要素607を含む。該アクチュエータアセンブリは、第二の駆動要素を第一の軸に沿って駆動するように構成されている。
(もっと読む)
ブロックの成形方法と成形型枠と成形装置
【課題】簡単な構造でブロックの突部や凹部に欠損の発生を防止することのできるブロックの成形方法等を提供する。
【解決手段】一側面に長手方向に沿って延びた凸部を、他側面に長手方向に沿って延びた凹部を有するブロックを成形するブロックの成形方法であって、前記ブロックを成形する成形型枠30を、ブロックの上部を成形するモールド本体32と、ブロックの下部を成形する仕切部材33およびスライダ34とに分け、仕切部材33およびスライダ34で前記凸部および凹部を成形し、前記成形型枠30内にブロック材料を充填してこのブロック材料を固めてブロックに成形し、この後、前記スライダ34を成形型枠30から外し、この後、前記ブロックを成形型枠30から脱型する。
(もっと読む)
陶磁器製ねじ式蓋の製造方法及び陶磁器製ねじ式蓋付き陶磁器製瓶の製造方法
【課題】離型性が良く、効率的に、寸法精度の高い陶磁器製ねじ式蓋を製造することができる陶磁器製ねじ式蓋の製造方法を提供する。
【解決手段】有底筒状の第1外側金型1の成形用穴2に、成形原料を挿入し、第1外側金型1の成形用穴2が開口する側の端部3に、リング状の第2外側金型11を取り付け、先端部22に雌ねじ構造形成部23を有する柱状の挿入部22aを備えた内側金型21の当該雌ねじ構造形成部23を、成形用穴2に挿入することにより成形原料を成形して、第1外側金型1と内側金型21と第2外側金型11とにより形成される成形空間20内に、ねじ式蓋形状の成形体Bを形成し、内側金型21を、ねじを緩める方向に回転させながら引き抜くとともに、第2外側金型11及び第1外側金型1からねじ式蓋形状の成形体Bを取り出し、ねじ式蓋形状の成形体を焼成してねじ式蓋を得る陶磁器製ねじ式蓋の製造方法。
(もっと読む)
粘土系材料の圧縮成形装置、粘土系材料の圧縮成形方法
【課題】工程を簡略化し、作業時間の短縮を図ることができるとともに、粘土系材料を成形してなるブロックに欠けや割れが生じることのない粘土系材料の圧縮成形装置および粘土系材料の圧縮成形方法を提供する。
【解決手段】本発明の粘土系材料の圧縮成形装置10は、粘土系材料を投入するために用いられ、粘土系材料の圧縮方向に対して垂直方向に複数の枠部材15に分割可能な型枠11と、型枠11の外周に設けられた反力枠12と、反力枠12と型枠11との間に介在し、枠部材15のそれぞれの外側面15aに当着させた、枠部材15と同数の油圧ジャッキ13とを備え、油圧ジャッキ13は、前記の圧縮方向に対して垂直方向かつ型枠11の中心軸側に枠部材15を加圧し、また、前記の圧縮方向に対して垂直方向かつ型枠11の中心軸とは反対の方向にブロック20から枠部材15を脱型することを特徴する。
(もっと読む)
セラミックケースの製造方法
【課題】キャビティ部の底部の変形や、亀裂等による気密不良発生を防止して軽薄短小化の要求に対応できるセラミックケースの製造方法を提供する。
【解決手段】セラミック原料粉末14を加圧成形して凹部を設ける成形体15を形成し、焼成してキャビティ部13を設けるセラミックケース10の製造方法において、ダイス16の壁面とで形成される空間に原料粉末を充填した後、加圧してダイス16の中に成形体15を形成する工程と、第1下パンチ18と、ダイス16の上面が面一となるまでダイス16を下降させると共に、成形体15の外周部からの拘束を解放し膨張させて上縁に取り出す工程と、凹部内の第2下パンチ19との間に通気性を持たせると共に、ダイス16の上面が第2下パンチ19の上面と面一となるまでダイス16を上昇させ成形体をダイス16の上縁で持ち上げて第2下パンチ19から離脱させる工程を有する。
(もっと読む)
ハニカム成形体の成形装置及び成形方法、並びにハニカム成形体
【課題】品質及び生産性の向上を図ることができるハニカム成形体の成形装置及び成形方法、並びにその成形方法により成形したハニカム成形体を提供すること。
【解決手段】ハニカム成形体の成形方法は、セラミック材料よりなる材料塊10を作製する材料作製工程と、材料塊10の外形に合致する内形形状を有するシリンダ3内に材料塊10を配置する材料配置工程と、材料塊10をシリンダ3により径方向に拘束すると共に、材料塊10の両端面101、102を一対のピストン43、53により挟持しながら、セルに対応する形状を呈する複数のピン42、52をそれぞれピストン43、53に設けた貫通穴431、531に貫通させて材料塊10の両端面101、102から挿入し、押圧前進させることにより材料塊10を変形させる成形工程と、材料塊10からピン42、52を引き抜くことにより材料塊10内にセルを形成する成形完了工程とを有する。
(もっと読む)
モルタル圧縮成形金型
【課題】
圧縮、成形により製造されるモルタル製品を、分量や水分に多少のばらつきがあっても寸法(厚み)精度の高い製品を製造することができるモルタル圧縮、成形金型を提供する。
【解決手段】
あらかじめモルタル分量だけ加圧部を下げた下型にモルタルを投入し、上、下型を合致させた後、脱水部より排水、排気をしながら加圧部を上昇させ圧縮、加圧をした。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】バリの除去を行なう必要がなく、しかも抜け角を確保する必要がなくて成形材料に様々な凹凸模様を形成することができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】成形材料を出隅形状に成形し、この成形材料の出隅側の二つの外面に対応する二つの成形型を用いて、成形材料の各外面に各成形型に設けた凹凸模様賦型部によって凹凸模様を成形するようにした出隅役物用成形材料のプレス成形方法に関する。上記二つの成形型を下型として用いる。これらの成形型を断面L字形となるように一体化して配置する。これらの成形型の凹凸模様賦型部に成形材料を供給する。上型によるプレスを行なった後に、各成形型を成形材料の各外面に対して垂直な方向に移動させて離型する。
(もっと読む)
粘土系難透水性材料の圧縮成形方法
【課題】ブロックと型枠との間に摩擦力が生じるのを防止し、ブロック表面や角部に剪断破壊が生じない粘土系難透水性材料の圧縮成形方法を提供する。
【解決手段】下部型枠板22の上端部に伸縮性膜材が被せられ、伸縮性膜材の上端部2aで固定されている。圧縮装置14を作動させることによって、粘土材料3をプレスして粘土ブロックが成形される。伸縮性膜材は、粘土ブロックと下部型枠板22との間に挟在している。従って、下部型枠板22と粘土ブロック表面との間に表面摩擦力が生じないので、粘土ブロックに剪断破壊やひび割れ、角部の欠損等を防止できる。
(もっと読む)
プレス成形方法
【課題】出隅表面を有する成形体の表面を凹凸状に形成する際、凹凸形状の制約を軽減すると共に成形体表面を損傷することなく脱型でき、且つ成形体表面にバリが発生しないプレス成形方法を提供する。
【解決手段】成形材料1を成形型2によりプレス成形して凹凸形状が形成された出隅表面4を有する成形体3を得るプレス成形方法である。成形型2を出隅表面4のコーナー部4aを成形するためのコーナー型5と、コーナー部4aの両側の平面部4bを成形するための二つの平面型6,6とで構成する。成形型2をコーナー型5と各平面型6,6とを一体とした状態で成形材料1に押圧してプレス成形した後、コーナー型5と各平面型6,6とを分離して脱型する。コーナー型5と平面型6,6からの成形材料1への押圧力が集中が防止されて突き合わせ部分の隙間への成形材料1の侵入が抑制される。平面型6,6の脱型方向は成形体3の出隅方向のみには規制されなくなる。
(もっと読む)
セラミック成形体の製造方法および製造装置
【課題】1回の湿式加圧成形で多数の成形体を同時に得ることができ、成形体の離型が容易なセラミック成形体の製造方法および製造装置を提供する。
【解決手段】成形金型1のキャビティ2内に複数の貫通した成形孔7が形成された分離型6を配置し、セラミック粉末と溶媒とを含むスラリーSをキャビティ2に供給した後、キャビティ内のスラリーSをパンチ3の移動により加圧して分離型6の成形孔7に押し込む。余分の溶媒を分離型の背後の吸引脱水ステージ11から吸引除去して成形孔内に成形体を形成した後、分離型6を成形金型1から取り出し、分離型の成形孔7から成形体Pを分離状態で取り出す。
(もっと読む)
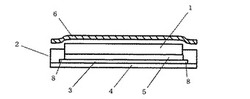
切削インサートの製造の方法及び装置
アンダーカットを有する切削インサート未焼結体の製造方法は、閉じられた上部及び下部ダイに形成されたダイキャビティを用意すること、ダイキャビティの下部を下部ダイに形成されたパンチトンネルに関連付けられた下部パンチで閉じること、ダイキャビティを、所定量の焼結性粉末によって満たすこと、上部ダイに形成されたパンチトンネルを通して上部パンチをダイキャビティに向けて移動させること、上部及び下部のパンチを互いに向けて付勢することによって、焼結性粉末を締固め、それによって未焼結体を形成すること、そして、上部ダイと上部パンチを下部ダイと下部パンチから離して移動させ、それによって未焼結体の除去を可能にすることを含む。アンダーカットを有する切削インサート未焼結体の製造装置は、互いに当接する上部と下部のダイと、それぞれのダイ内を摺動する上部と下部のパンチを含んでいる。 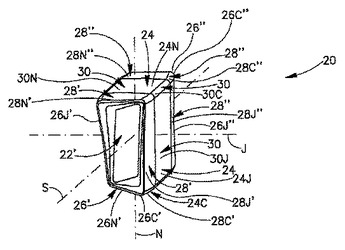 (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]