
Fターム[4G058AA01]の内容
管状製品、埋設成形品の製造 (1,656) | 管状製品の材質(基材) (97) | 水硬性材料、コンクリート (81)
Fターム[4G058AA01]の下位に属するFターム
コンクリートの組成 (37)
Fターム[4G058AA01]に分類される特許
1 - 20 / 44
コンクリート成型製品の型枠からの抜き取り方法及びその方法に使用する中子支承装置
【課題】最小限のスペースで且つ効率のよい作業となるコンクリート成型製品の型枠からの抜き取り方法と、製品を型枠から取り出す際に中子を支承する装置を提供せんとする。
【解決手段】コンクリート成型製品の型枠からの抜き取り方法は、周囲の枠板と隙間を形成した後、中子と共に製品を底板の突起部と干渉しない高さまで上昇させ、中子を支承装置で製品と共に保持し、製品を水平方向へ中子から抜き取るものである。支承装置は、支持腕を突設した支柱を型枠台に固定して立設し、支柱に昇降用支柱を昇降可能に嵌挿し、昇降用支柱の上端に中子の枠内に挿通する水平バーを連設する。この昇降用支柱に昇降腕を前記支持腕の上方の位置に突設すると共に、前記支持腕に回動リンクの基部を回動可能に枢着し、回動リンクの先部と昇降腕の間に起倒ストッパーを転動可能に連繋し、起倒ストッパーの端面にストッパー凹部を形成した。
(もっと読む)
中子枠分離装置付き筒形状コンクリート製品成形用型枠

【課題】 コンクリート二次製品を成形する型枠装置の中子枠において、筒形状コンクリート製品成形用型枠の中子部分を、分離時にスライドし、日常的な掃除とメンテナンスの為、回転する機構に関するものである。
【解決手段】 基本台を底面に、両側の側面枠と両端妻面枠とで丁番にて開閉できるような構造にし、断面方向に対して伸縮機能を備えた中子枠を中心軸で片側の妻面枠より支柱を以って支持されている中子枠全体と、中子枠全体をスライドさせるレール部からなる筒形状コンクリート製品の成形用型枠において、型枠本体から抜き出した後に当該中子枠を、ハンドルよって回転できるようにしている中子枠分離装置付き筒形状コンクリート製品成形用型枠
(もっと読む)
遠心成形コンクリートの乾燥収縮低減方法、乾燥収縮予測方法及び製造方法
【課題】膨張材や収縮低減剤を使用しなくても、遠心成形コンクリートの乾燥収縮を十分に低減することが可能な遠心成形コンクリートの乾燥収縮低減方法を提供する。
【解決手段】フレッシュコンクリートを遠心成形して成形体を得る遠心成形工程と、成形体を硬化させて遠心成形コンクリートを得る硬化工程と、を有する遠心成形コンクリートの乾燥収縮低減方法であって、遠心成形工程において、フレッシュコンクリートのスランプ値α、遠心成形の遠心成形加速度β及び遠心成形時間tの少なくとも一つを変化させて、硬化工程における遠心成形コンクリートの乾燥収縮Sを低減する遠心成形コンクリートの乾燥収縮低減方法。
(もっと読む)
コンクリート型枠の中子におけるスペーサ部材の昇降機構
【課題】本発明は、充分な昇降幅を確保できるコンクリート型枠の中子におけるスペーサ部材の昇降機構を提供することを目的とする。
【解決手段】筒形の枠面をなす周壁の下面の全長に亘って開口部を有する中子枠3と、この開口部に介在すると共に開口部を開閉するスペーサ部材4を備え、開口部の開閉を行うスペーサ部材4の昇降をリンク機構5で行い、このリンク機構5は、中子枠3とスペーサ部材4間の長手方向に配設したシャフト12に関連して設けられるスライダ部を備え、上部リンク杆6は上端部が中子枠3に、下端部がスライダ部に夫々連結され、下部リンク杆7は上端部がスライダ部に、下端部がスペーサ部材4に夫々連結されたコンクリート型枠の中子1において、
リンク機構5の上部リンク杆6の下端部はシャフト12の軸線より下でリンク機構5のスライダ部と連結されており、下部リンク712の上端部はシャフトの軸線より上でリンク機構5のスライダ部と連結されていることを特徴とする。
(もっと読む)
コンクリート型枠の中子におけるスペーサ部材の昇降用クランプ機構
【課題】中子枠の内部空間が小さく狭くなっても、充分な移動幅を確保できるコンクリート型枠の中子におけるスペーサ部材の昇降用クランプ機構を提供する。
【解決手段】本発明のクランプ機構15は、揺動リンク16、回転リンク17及び連結部材18より構成する。揺動リンク16の基部揺動軸をシャフト11の基端部に枢着する。揺動リンク16の揺動は中子1の外部で作用すると共に、基端は中子1の設置側端面と干渉しない位置まで近接させた。揺動リンク16の揺動端部と回転リンク17の回転端部を回動可能に軸着する。回転リンク17の基部支点軸をスリーブ12に延設して一体に形成した連結部材18の先端部に枢着した。連結部材18を前後板18Aと上面板18Bで門形に形成し、スリーブ12の基部端を抱持するように固着して連結する。揺動リンク16をこの門形内に装置して横振れを防いで進退をガイドすると共に、揺動リンク16の基端揺動軸部に上面板18Bに当接する弧状端面16Aを形成し、揺動軸への上方向の圧力による浮き上がりを抑止した。
(もっと読む)
コンクリート製品成型用の型枠装置
【課題】 脱型が容易であり、操作性のよい構造を有する側溝用ブロック等のコンクリート製品成型用の型枠装置を提供する。
【解決手段】 基台20の前方側に配されて基台20と中型60との平行を保ちながら中型60を昇降させる昇降機構70が備わり、クレーン等の吊り上げ手段によって脱型位置(コンクリート製品を中型から引き抜く高さ位置)と同じ高さかそれよりも高くなるようにコンクリート製品を吊り上げて、コンクリート製品を上げた状態で回転軸90を回動させることで中型60を狭小動作させ、コンクリート製品との間で隙間を形成し、回転軸90が連結部材80を介して昇降機構70の上方に位置決めされた状態でコンクリート製品を中型60から引き抜く。
(もっと読む)
成形金型、成形方法、成形品及び継手ブロック
【課題】止水性を十分に確保した状態で管体埋設接続工事を行なえる継手ブロックを成形するための成形金型を提供すること。
【解決手段】本成形金型200は、外形が四角形で内形が円形の四角筒形状をなし、内周面の全周に亘って凹部が形成された継手ブロックを成形するために、継手ブロックの外面形状を規定する外型620と、継手ブロックの内面形状を規定し、外周面の全周に亘って凹部を形成するための凸部236が設けられている中型650とを含み、外型620の内面と中型650の外面との間でキャビティ210が形成されている。中型650は、6個のセグメント242〜252を周方向に密着した状態で並べることにより円筒状に組み立てられる。6個のセグメント242〜252のうち互いに対向するセグメント242,248は、金型離型時に中型650の内側方向に離型可能なパイロットセグメントとされている。
(もっと読む)
温度制御可能な成形型
【課題】型のせき板を温度制御することで、養生や予熱に必要なエネルギーを著しく減少させると共に、熱媒体の流路の厳密な密閉性を不要として型を容易かつ安価に製造できるようにする。
【解決手段】キャビティーを形成するせき板の外面に通気空間を外気から仕切って形成し、該通気空間に給気口と排気口を設けた型本体と、熱風発生機を有し、該熱風発生機の送風口と前記給気口をダクトで接続し、該熱風発生機の空気取入口と前記排気口をダクトで接続し、熱風発生機からの空気を前記通気空間に送り込み、循環させることで、前記課題を解決する。
(もっと読む)
コンクリート管の製造方法
【課題】コンクリートの内側に配される合成樹脂管とコンクリートの外側に配される鋼管との双方に適切な膨張圧を作用させることのできるコンクリート管の製造方法を提供する。
【解決手段】内周面に合成樹脂が具備され、外周面に鋼材が具備されたコンクリート管を作製する、コンクリート管の製造方法であって、該コンクリート管の内面を構成する合成樹脂からなる内側の枠と、コンクリート管の外面を構成する鋼材からなる外側の枠と、両者の隙間を内側領域と外側領域とに区画する繊維シートとを配置し、膨張材の含有量の異なる第一の生コンクリートおよび第二の生コンクリートを、前記内側領域および外側領域に各々打設する。前記内側領域に打設される第一の生コンクリートとして、前記外側領域に打設される第二の生コンクリートよりも膨張材を多く含有するものを用いる。
(もっと読む)
鋼管用棒状材の仮固定装置及び仮固定方法
【課題】鋼管用棒状材の仮固定位置がずれないようにして作業性の低下を防止することが可能な鋼管用棒状材の仮固定装置及び仮固定方法を提供する。
【解決手段】加工後の開ループの外径が鋼管11の内径より大きくなるように鋼管用棒状材29を開ループ状に加工した後、開ループ状に加工された鋼管用棒状材29を鋼管11の内面に嵌め込む。次いで、保持装置12を鋼管11の材軸方向に移動させ、昇降部13に設けられたアーム18及び複数の鍔付きローラー30が装着されたシャフト19を鋼管11内に挿入した後、各鍔付きローラー30の凹部に鋼管用棒状材29を嵌入させ、各鍔付きローラー30の鍔部先端を鋼管11の内面に当接させる。そして、支持装置25の支持ロール26により鋼管11を間欠的に回転させながら、鋼管用棒状材29を鍔付きローラー30により正規の位置にガイドしつつ、鋼管用棒状材29を鋼管11の内面に仮付け溶接していく。
(もっと読む)
漏出防止具及び該漏出防止具を用いた積層管の製造方法
【課題】
外管と内管との間に水硬性硬化体層が形成された積層管を製造するに際し、外管と内管との間に充填された水硬性材料が漏れ出すのを防止することで、仕上がりの見栄えを向上させると共に、無駄な材料の発生を抑え、材料コストの削減を図ることを目的とする。
【解決手段】
軸方向に両端部が開口した外管の内部に少なくとも一端部が位置するように外管に沿って内管を配置し、前記外管と内管との間の空間を閉塞するべく該内管の一端部を外管の開口方向から覆うとともに外管の内壁に連結するよう閉塞部材を配置し、前記外管と内管との間に水硬性材料を充填して水硬性硬化体層を形成することによって積層管を製造するに際し、前記内管の一端部と閉塞部材との間に形成され内管の径方向内方に向かって開口した隙間部から水硬性材料が漏れ出すのを防止する漏出防止具であって、
前記隙間部を封止するように隙間部に沿って配置される封止手段と、該封止手段を内管の径方向内方から外方に向かって付勢する付勢手段とを備えることを特徴とする。
(もっと読む)
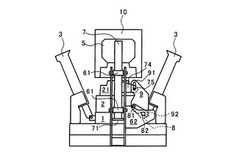
コンクリートポールの型枠用ボルト締緩装置
【課題】コンクリートポールの型枠用ボルト締緩装置に用いるボルトに市販品を採択でき、従来例の中空筒状のボス部及び角形の座金を不要にして、締付強度が大であり、組付け操作も簡便であるコンクリートポールの型枠用ボルト締緩装置を提供する。
【解決手段】上型枠2のフランジ4の開口部上面に下部両側面を面取りした円筒体30の上部を溶接等の手段で固設して該下方部を上型枠2のフランジ4下方へ突設し、上下型枠2,3の各フランジ4,5を合接して、該下型枠3のフランジ5に設けた開口部の下面から一般のボルト31を螺子部を上にして挿入し、該ボルト31を前記円筒体30の中空部に挿入して該ボルト31の螺子部を該円筒体30の上面に突出させ、該螺子部にナット31,31を螺着することにより上下型枠2,3を緊締及び弛緩できるように構成されたことを特徴とするコンクリートポールの型枠用ボルト締緩装置を提供する。
(もっと読む)
型枠装置
【課題】内枠体を成形したブロックからスムーズに引き出すことができる型枠装置を提供する。
【解決手段】外枠体14と、同外枠体内に配置する内枠体15と、同内枠体を外枠体内に出し入れする出し入れ部8とを具備して、直線状の貫通中空孔を有するブロックを成形する型枠装置であって、内枠体15は、外枠体14内において、型枠組み立て状態である拡径姿勢と、成形したブロックから離脱させるための縮径姿勢とに姿勢変更自在となすと共に、出し入れ部8は、内枠体15中に貫通させて同内枠体15を外枠体14から出し入れ自在に支持するアーム体10を具備し、拡径姿勢の内枠体15は、外枠体14に支持されて、同内枠体15の上面成形部が上記アーム体10から一定間隔だけ浮上する一方、縮径姿勢の内枠体15は、浮上していた一定間隔だけ自重で降下してアーム体10に上面成形部が当接支持されるようにした。
(もっと読む)
圧力鋳造コンクリートまたはモルタルライナ付きスチールパイプとその製造方法
圧力鋳造ライナ付スチールパイプは、内径に沿う環状コンクリートまたはモルタルライナ(14)と、ライナを取り囲む金属シェル(1)とを備え、ライナ(14)は、金属シェル(12)と直接接触する。ライナの壁厚は、金属シェルの厚みの10から50倍で有りうる。パイプは、誘電体材料で被覆されても良い。パイプを形成するために使用される成形アセンブリは、金属シェルと内部モールド部材との間に形成される、環状コンクリート又はモルタル組成物を含む。加圧水が、成形アセンブリ内で使用されて、コンクリート又はモルタル組成物を加圧し、金属シェルに所望の圧力を加える一方で、組成物はモールド内で硬化する。一旦所望の程度の硬化が達成されると、圧力は除去され、金属シェルは、所望の圧縮力を硬化したライナに作用させる。 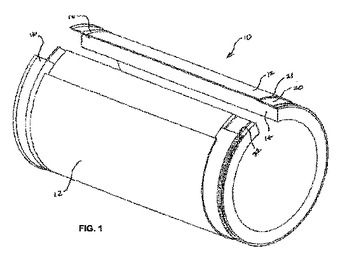 (もっと読む)
(もっと読む)
鋼管用補強鉄筋の仮固定方法及びその装置
【課題】 鋼管内面に鋼管用補強鉄筋を密着させる作業時間を従来の作業による作業時間より短くすること。
【解決手段】 鋼管用補強鉄筋の仮固定装置Aであって、軸体4aに固定可能な遊動式の溝付きローラ3と、溝付きローラ3をセットする位置決め装置4と、補強鉄筋2を鋼管内面に密着させる加圧装置6と、鋼管外周面から加圧力を保持する支持装置7と、溝付きローラー3が鋼管端から一定の位置に保持させるストッパ10とを具備する。
(もっと読む)
中空コンクリート要素の製造方法
開口中空コンクリート要素を製造する方法であって、基本的に水平なローラ軸の周囲に型を配置するステップであって、型はコンクリート要素の外周形状を成形する筒状型壁と、型壁の内周より小さい内周をそれぞれ有する、コンクリート要素の端面を画成する第1および第2の端縁部とを備え、ローラ軸が回転時にコンクリート要素の内周形状を成形するように第1および第2の端縁部の内周との当接によって型がローラ軸によって回転可能に支持されるステップと、型を回転させるために軸を回転させるステップと、硬化性コンクリートを回転中の型に供給するステップと、型の回転を停止するステップと、硬化後のコンクリート要素を型から取り出すステップとを含み、型壁の内周面は、回転軸線に沿って、および/または回転軸線に対して半径方向に、変化するコンクリート要素の外形を画成する方法。このようなコンクリート要素を製造するための構造がさらに提供される。 (もっと読む)
型成形体の製造方法
【課題】より軽量化を図ることができ、しかも内周面または外周面に凹部を有する円管状の型成形体をも成形することができる型成形体の製造方法を提供する。
【解決手段】成形される型成形体Aの素材よりも軽量なパッド6を複数配設して成る成形型枠1を使用し、該成形型枠1内にスラリー状の素材Sを打設する打設工程と、前記スラリー状の素材Sを養生する養生工程と、前記パッド6を型成形体Aに残存した状態で型成形体Aを成形型枠1から脱型させる脱型工程とを経て型成形体を得る。成形型枠1に植設された、溶融可能なパッド6を、脱型工程に先立って、硬化した型成形体Aを成形型枠1の内面に沿った方向に移動させ型成形体1に残存させ、さらに養生工程以後にパッド6を型成形体から溶融除去する。
(もっと読む)
タイル貼り外殻PCa部材の製造型枠
【課題】外型枠の打込タイルの目地のずれや、破損、剥離が防止可能な、タイル貼り外殻PCa部材の製造型枠を提供する。
【解決手段】横型枠部10と底型枠部11により構成された断面凹状の外型枠1と、外型枠1の両端部に取り付けられる小口型枠2と、小口型枠2で着脱自在に支持されて外型枠1の内方に位置する内型枠3と、外型枠1の内面に適宜配置された打込タイル4とからなるタイル貼り外殻PCa部材の製造型枠であって、小口型枠2が、打込タイル4よりも外型枠1の内方へせり出した一組の第一小口型枠部20と、第一小口型枠部20、20の間に挿入される第二小口型枠部21とにより構成され、第二小口型枠部21の幅寸法が、下方に向かうに従って縮小するように設定され、第一小口型枠部20が、第二小口型枠部21に沿う形状で形成され、内型枠3が、第二小口型枠部21の外周から突出することなく第二小口型枠部21に支持される。
(もっと読む)
コンクリート遠心成形機
【課題】洗浄時に発生する懸濁水を容易に浄化することができ、維持・管理も容易なコンクリート遠心成形機を提供する。
【解決手段】コンクリート遠心成形機100の洗浄では、成形用管101を比較的低速で回転させながらその上方から散水し、成形用管101を水洗いする。成形用管101に付着していた大量のノロは洗浄によって除去され、その際に発生する懸濁水は排水回収皿103によって回収される。排水回収皿103に設けられた排水口から通水管106を通り、高分子マイクロフィルタ105に送り込まれる。高分子マイクロフィルタ105によってろ過された排水はそのまま排水されるか、あるいはポンプ107で汲み上げられて再び散水栓へ環流される。
(もっと読む)
外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置
【課題】端部に成形される突出部の形状や適正な厚さを容易に確保することができる外殻PCa部材の製造方法および、外殻PCa部材を製造する型枠装置を提供する。
【解決手段】外殻PCa部材を遠心成形する筒状型枠4の内周面4bp上に、筒状型枠の端部から所定長さ離間させて、筒状型枠の周方向に周方向仕切り材5を設置するとともに、筒状型枠の内周面上に、周方向仕切り材の両端部5aから筒状型枠の端部へ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、仕切り材設置工程の後に、筒状型枠内にコンクリートを打設して外殻PCa部材を遠心成形し、コンクリート硬化後に筒状型枠を脱型し、周方向仕切り材および軸方向仕切り材を取り外すとともに、外殻PCa部材の端部に突出部を形成するために筒状型枠の上記端部と周方向仕切り材および軸方向仕切り材に囲まれた部分を外殻PCa部材から除去する突出部形成工程とを有する。
(もっと読む)
1 - 20 / 44
[ Back to top ]