
Fターム[4G058EA35]の内容
管状製品、埋設成形品の製造 (1,656) | 補強材と一体となった製品の製造 (58) | 金属管を用いるもの (20) | 金属管の外側に管状体を形成する (7)
Fターム[4G058EA35]に分類される特許
1 - 7 / 7
埋設管
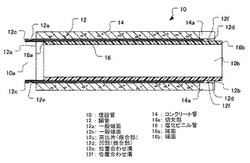
【課題】強度の向上を図り、複数の種類の管を組み合わせることで、各管の欠点を解消することができるようにする。
【解決手段】埋設管10は、鋼管12と、鋼管12の外側に同心的に一体的に設けられたコンクリート管14と、鋼管の内側に同心的に一体的に設けられた塩化ビニル管16と、を備えた三重管構造をなしている。塩化ビニル管16の一方の端面16aが鋼管12の一方の一般端面12aよりも引き込んでおり、塩化ビニル管16の他方の端面16bが鋼管12の他方の一般端面12bよりも突出しており、鋼管12の一方の端部に突出片12cを有しており、鋼管12の他方の端部に凹部12dを有する。
(もっと読む)
鋳鉄管外装コンクリートの施工方法及びその方法に用いられる鋳鉄管外装コンクリートの施工装置

【課題】鋳鉄管の外周にコンクリートの外装を施す際に、外装コンクリートの表面に生じる凹みやクラックに対する補修作業の時間を短縮することのできる鋳鉄管外装コンクリートの施工方法及びその方法に用いられる鋳鉄管外装コンクリートの打設装置を提供することを目的とする。
【解決手段】鋳鉄管10と外装コンクリート20とを内含する外装枠30を横設した状態で、外装枠30を鋳鉄管10の管軸周りに回転させて、外装コンクリート20に遠心力を与え、外装コンクリート20の外表面に現れようとする凹部を除去する。
(もっと読む)
鋼管用棒状材の仮固定装置及び仮固定方法
【課題】鋼管用棒状材の仮固定位置がずれないようにして作業性の低下を防止することが可能な鋼管用棒状材の仮固定装置及び仮固定方法を提供する。
【解決手段】加工後の開ループの外径が鋼管11の内径より大きくなるように鋼管用棒状材29を開ループ状に加工した後、開ループ状に加工された鋼管用棒状材29を鋼管11の内面に嵌め込む。次いで、保持装置12を鋼管11の材軸方向に移動させ、昇降部13に設けられたアーム18及び複数の鍔付きローラー30が装着されたシャフト19を鋼管11内に挿入した後、各鍔付きローラー30の凹部に鋼管用棒状材29を嵌入させ、各鍔付きローラー30の鍔部先端を鋼管11の内面に当接させる。そして、支持装置25の支持ロール26により鋼管11を間欠的に回転させながら、鋼管用棒状材29を鍔付きローラー30により正規の位置にガイドしつつ、鋼管用棒状材29を鋼管11の内面に仮付け溶接していく。
(もっと読む)
漏出防止具及び該漏出防止具を用いた積層管の製造方法
【課題】
外管と内管との間に水硬性硬化体層が形成された積層管を製造するに際し、外管と内管との間に充填された水硬性材料が漏れ出すのを防止することで、仕上がりの見栄えを向上させると共に、無駄な材料の発生を抑え、材料コストの削減を図ることを目的とする。
【解決手段】
軸方向に両端部が開口した外管の内部に少なくとも一端部が位置するように外管に沿って内管を配置し、前記外管と内管との間の空間を閉塞するべく該内管の一端部を外管の開口方向から覆うとともに外管の内壁に連結するよう閉塞部材を配置し、前記外管と内管との間に水硬性材料を充填して水硬性硬化体層を形成することによって積層管を製造するに際し、前記内管の一端部と閉塞部材との間に形成され内管の径方向内方に向かって開口した隙間部から水硬性材料が漏れ出すのを防止する漏出防止具であって、
前記隙間部を封止するように隙間部に沿って配置される封止手段と、該封止手段を内管の径方向内方から外方に向かって付勢する付勢手段とを備えることを特徴とする。
(もっと読む)
外装コンクリート管
【課題】コンクリート外装の表面仕上げには非常に多くの労力を投入することが必要であり、そのため管の生産効率を大幅に下げる要因となっている。そこで、外装コンクリート管のコンクリート外装の表面を手直しすることを不要として、その生産効率を向上させる。
【解決手段】外装コンクリート管であって、管体1の外周に形成されたコンクリート外装7の周囲にシート11が巻き付けられている。前記のシートは不織布にて構成されているとともに塗料或いはコンクリート、モルタル、樹脂モルタル等のセメント系の材料が含浸されている。
(もっと読む)
外装コンクリート管の製造方法及び外装コンクリート管製造用型枠
【課題】コンクリート層に埋め込まれる型枠を、容易に除去できるようにする。
【解決手段】 挿し口3側にフランジ部6を設けた管本体1の外周を筒状の外装枠10で覆い、前記フランジ部6の受口2側で前記管本体1の外周と前記外装枠10の内周との間の環状空間にコンクリートを打設して一体化するとともに、前記フランジ部6に設けた貫通孔22に挿通したボルト26を介して、前記管本体1と掘進機21とを接続できるようにした外装コンクリート管の製造方法において、前記コンクリート打設前に、型枠15を前記フランジ部6の受口2側に配置して前記貫通孔22を塞ぎ、コンクリート打設後、前記型枠15にボルト軸25をねじ込んでその先端25aを管本体1に当接させて型枠15を外径方向へ離脱させるようにした。ボルト軸25の反力で型枠15を離脱させるので、固着した型枠15を容易に除去することができる。また、周囲のコンクリート層9を損傷させることがない。
(もっと読む)
推進管製造方法、推進管製造装置および推進工法用推進管
【課題】高精度、高耐久、高品質の推進工法用推進管を能率良く安価に製造できる推進管製造方法および推進管製造装置を提供する。
【解決手段】中心線を上下方向に設定した円筒形で複数に分割可能な外型枠11と、外型枠11の内側に同心状に配置した円筒形で縮径可能な内型枠12との下部間に、推進管本体の後端部外周面に装着する継手カラー54を外型枠11の内周面に沿って設置するカラー固定受台52を配置する。外型枠11と内型枠12とカラー固定受台52との間に高流動コンクリートを打設して、カラー固定受台52上に推進管本体を成形する。外型枠11を分割するとともに内型枠12を縮径させて、カラー固定受台52上で継手カラー54が一体化した推進管本体を脱型する。
(もっと読む)
1 - 7 / 7
[ Back to top ]