
Fターム[4J034SE03]の内容
ポリウレタン,ポリ尿素 (161,625) | 重合体の製造方法、装置 (32) | その他の特定された製造方法、装置 (7)
Fターム[4J034SE03]に分類される特許
1 - 7 / 7
熱可塑性ポリウレタンウレア樹脂粉末の製造方法
【課題】本発明の課題は、低臭気性に優れる成形品が得られる低臭気性熱可塑性ポリウレタンウレア樹脂粉末を提供することである。
【解決手段】ジアミン(A)とケトン(B)を下記の有機溶媒(D)の存在下で(A)と(B)のケチミン化率が70〜95%になるようにケチミン化反応させて、ケトン(B)の2分子縮合物(C)の合計含有量が0.05〜2.0mol%であるケチミン化合物(K)を得て、(K)を鎖伸長剤として用い、ウレタンプレポリマー(U)と反応させることにより、臭気の少ない熱可塑性ポリウレタンウレア樹脂粉末を得る熱可塑性ポリウレタンウレア樹脂粉末(E)の製造方法。
有機溶媒(D):30〜100℃で水と共沸し、誘電率2.0〜20である有機溶媒
(もっと読む)
ポリ尿素の製造方法
【課題】低圧下において、二酸化炭素を用いて、高分子量のポリ尿素を重合することが可能である製造方法を提供する。
【解決手段】ジアミン化合物と二酸化炭素を原料とするポリ尿素の製造方法であって、圧力1〜10MPa、温度160〜260℃の条件下で、ジアミン化合物と二酸化炭素を重合させる重合工程を含むポリ尿素の製造方法および重合工程の途中に、圧力を1MPa未満に降下させた後、二酸化炭素を用いて1〜10MPaに上昇させる操作をおこなうポリ尿素の製造方法。
(もっと読む)
ウェザーストリップ用材料及びウェザーストリップ
【課題】滑性、耐磨耗性、耐熱性、耐候性、さらには均一な艶消し効果に優れ、高分子弾性体材料からなる基材シートに対する優れた接着性や可とう性、帯電防止効果も付与された優れた性能の表皮処理層の形成が可能であり、さらに、温暖化ガス削減の観点からも有用なウェザーストリップ用材料の提供。
【解決手段】高分子弾性体材料に被覆および/または含浸させて、他部品と摺接する摺接部に表面処理層を形成するためのウェザーストリップ用材料であって、ポリヒドロキシポリウレタン樹脂と、平均重合度5,000〜10,000のジオルガノポリシロキサンおよび/または粘度が100〜10,000CSのシリコーンオイルを含有してなる樹脂組成物であるウェザーストリップ用材料。
(もっと読む)
熱可塑性ポリオレフィン樹脂表皮材
【課題】表面の滑性、表面感触、擦傷性、耐摩耗性及び耐薬品性、要すれば均一な艶消し効果にも優れるトップコート層を有する熱可塑性ポリオレフィン樹脂表皮材であることに加え、二酸化炭素を炭素原料にすることができる、温暖化ガス削減の観点から優れた環境対応製品である熱可塑性ポリオレフィン樹脂表皮材を提供すること。
【解決手段】熱可塑性ポリオレフィン樹脂シートと、該シート上に直接形成されたトップコート層、又は、上記シート上に形成されたプライマー層を介して形成されたトップコート層のいずれかを有し、且つ、トップコート層が、下記一般式(1)で表される5員環環状カーボネートポリシロキサン化合物とアミン化合物との反応から誘導されたポリシロキサン変性ポリヒドロキシポリウレタン樹脂を主成分としてなる熱可塑性ポリオレフィン樹脂表皮材。 (もっと読む)
(もっと読む)
熱可塑性材用の熱的および気圧的に制御された供給システムを用いて成形および反応性重合化を行なうための方法および装置
連続処理であって、機械化されかつ自動化された供給システムは、押出成形、ペレット化、熱処理、乾燥、および形成された高分子ペレットの後処理を含む、ペレット化処理に、熱的におよび気圧的に調整された成分を正確に運ぶ。成分を組合せて、溶液、分散液、乳剤、調合物などを形成することができる。これらの成分をさらに反応および熱的に変形させて、オリゴマー、プレポリマー、ポリマー、共重合体、およびその組合せを形成する。 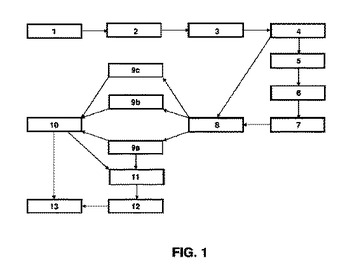 (もっと読む)
(もっと読む)
抗微生物ポリマーおよびその使用

非浸出性抗微生物活性を有するポリマーおよび表面被覆剤または医療デバイス用のバルク樹脂としてのそれらの使用。抗微生物ポリマーが、ポリマー鎖末端にまたは側鎖末端にてポリマー主鎖に共有結合された抗微生物部分を用いて調製される。抗微生物部分含有末端基は、ポリマー表面における抗微生物末端基の富化、したがって抗微生物活性表面の形成を促進する表面活性(または表面組織化)部分を含む。組込みの抗微生物末端基を有するポリマーは、医療デバイス(例えば、カテーテル、血管アクセス器具、末梢ライン、IV部位、排液管、経胃栄養チューブ、および他の埋込み可能デバイス)の製造において、バルク樹脂として、抗微生物添加剤として、または感染予防被覆剤として使用され得る。そのような材料はまた、バイオフィルム形成の制御を必要とする環境中の微生物と接触する構造物(例えば、海洋製品)上に抗微生物および防汚被覆剤としても使用され得る。 (もっと読む)
マグネシウム合金板材およびその塑性変形加工方法

【課題】表面保護シートを用いることなしに、マグネシウム合金板材の塑性変形加工性を向上させる。
【解決手段】まず、マグネシウム合金板材1を用意する(図1(a))。次に、マグネシウム合金板材1を化学研磨処理槽2に収納された化学研磨処理剤溶液3に浸漬して化学研磨処理する(図1(b))。続いて、マグネシウム合金板材1を蒸着重合装置4に収容し(図1(c))、その表面に第1の原料モノマー5と第2の原料モノマー6との蒸着重合により高分子ポリマー薄膜7を成膜させる(図2(d))。次に、金型8、9からなる深絞り加工装置により、高分子ポリマー薄膜7が表面に成膜されたマグネシウム合金板材1を深絞り加工する(図2(e))。最後に、深絞り加工後のマグネシウム合金板材1を金型9から取り外す(図2(f))。
(もっと読む)
1 - 7 / 7
[ Back to top ]