
Fターム[4J040PB22]の内容
Fターム[4J040PB22]に分類される特許
1 - 13 / 13
接着剤塗布検知装置、接着構造体の製造装置及び接着構造体の製造方法
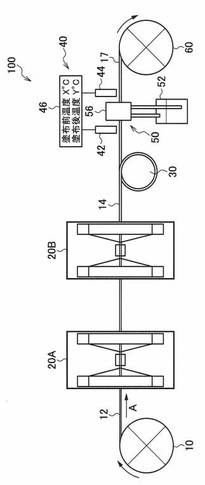
【課題】外乱の影響を受け難く、被塗布物に対する接着剤の塗布を簡便に検知することができる接着剤塗布検知装置、接着構造体の製造装置及び接着構造体の製造方法を提供する。
【解決手段】少なくとも接着剤54が塗布された後の被塗布物の温度を測定し、前記被塗布物の温度に基づいて前記被塗布物に対する前記接着剤の塗布を検知する接着剤塗布検知装置40。
(もっと読む)
シート貼付装置および貼付方法

【課題】外縁部に凸部を有する被着体に対しても、空隙を生じさせることなく接着シートを貼付できるシート貼付装置およびシート貼付方法を提供すること。
【解決手段】シート貼付装置1は、被着体Wに対向して配置した接着シートMSを支持するシート支持手段6,7と、支持している接着シートMSを被着体W側に撓ませて被着体Wに貼付するシート変形手段8A,8Bと、被着体Wを平面視したときに被着体外縁よりも外側に位置する接着シート領域が被着体W側へ変形することを規制する変形規制手段4Aとを備えている。
(もっと読む)
部材の接合方法及び接合装置
【課題】部材と他の部材とをそれらの間に挟んだ接着剤で接合する際に、接着剤への気泡の混入を確実に防止する。
【解決手段】第1の部材10と第2の部材12とを、第1表面10aと第2表面12aとが互いに対向かつ離間するとともに複数の第1接着部材14と1つの第2接着部材18とが互いに直交する方向へ延びる相対位置に配置する。第2の部材12を第1の部材10に接近させ、第2の部材12と第1の部材10との間で最初に第2接着部材18を複数の第1接着部材14に接触させる。第2の部材12の裏面12bに局所的な押圧力Pを加えて、1つの第2接着部材18と複数の第1接着部材14とを押し広げる。押圧力Pを第2の部材12の裏面12bに沿って移動させるとともに、第2の部材12の撓み量を漸減させて、複数の第1接着部材14を第1表面10aと第2表面12aとの間でさらに押し広げる。
(もっと読む)
二液型接着剤用接着装置、及び該装置を用いた物品の接着方法
【課題】第一液と第二液とからなる二液型接着剤を用いて二つの物品を接着する際に、第一液を一方の物品の接着面に、第二液を他方の物品の接着面に、効率よく塗布し、接着することのできる接着装置、及び該装置を用いた物品の接着方法を提供する。
【解決手段】所定の間隔を持って配置された、第一液を貯留する第一容器21と、第二液を貯留する第二容器22と、前記第一容器に挿脱自在に上下動可能な第一塗布体31と、第一塗布体と連結し、前記第二容器に挿脱自在に上下動可能な第二塗布体32と、一方の物品の接着面を第一塗布体に押圧し接離自在とする第一物品把持体41と、他方の物品の接着面を第二塗布体に押圧し接離自在とする第二物品把持体42とからなることを特徴とする二液型接着剤用接着装置。
(もっと読む)
接着フィルムの貼付方法および太陽電池モジュールの製造方法
【課題】貼り付け工程及び引き剥がし工程に要する時間を短縮した場合においても、接着フィルムのずれを発生させることがない貼付方法を提供する。
【解決手段】離型紙5cを有する接着フィルム5aを基板1の表裏にそれぞれ熱転写して接着後、この接着フィルム5aから離型紙5cを剥離し、基板1の表裏に接着フィルム5aを粘着させる接着フィルムの貼付方法において、基板1を冷却した支持ステージ70に支持した後、離型紙5cを有する接着フィルム5aを基板1の表裏にそれぞれ配置し、離型紙5c側から基板1に熱圧着に必要とされる温度に加熱されたヘッド部61、62で、基板1表裏から加熱圧着した後、ヘッド61、62を離型フィルム5cから離間させ、基板1を冷却した支持ステージ70で急速に冷却させる。
(もっと読む)
金属金具・ガラス接着装置
【課題】非特許文献1に記載の金属金具・ガラス接着装置900よりも連続使用時間が長く作業効率が高い金属金具・ガラス接着装置を提供する。
【解決手段】シリコーン接着剤を介して金属金具をガラスに接着するための金属金具・ガラス接着装置10。吸着パッドを有し、接着時に力点となる第1脚と、金属金具B1〜B4をガラスGに対して所定の加圧力で加圧した状態で金属金具B1〜B4を加熱する加圧・加熱ヘッド及び支持部を有し、接着時に作用点となる第2脚と、接着時に支点となる第3脚と、第1脚、第2脚及び第3脚を連結する連結部とを有する加圧・加熱ユニット100と、金属金具B1〜B4を加熱するための電力に係る電力制御を行う電力制御ユニット200とを備える。
(もっと読む)
布接着装置
【課題】布の移送の制限を緩和し、布の配置が異なる様々な接着工程に対応することができる布接着装置を提供する。
【解決手段】布接着装置本体は、ノズルを支持する支持部を、装着部29によって着脱可能に装着する。装着部29に第一支持部31を装着すると、第一支持部31の姿勢は、上移送ローラによる布の移送方向に対して交差する方向である一側方からノズル35を突出させる第一姿勢となる。装着部29から第一支持部31を取り外し、第二支持部を装着すると、第二支持部の姿勢は、布の移送方向に対して交差するように、第一支持部31がノズル35を突出させる側とは反対側からノズルを突出させる第二姿勢となる。
(もっと読む)
乗り物構造体において大表面コンポーネントを接着接合するための方法及び装置
航空機構造体等の乗り物構造体において、少なくとも二つの大型接合部材を接着結合によって接合するための方法であって、自動的に前記接合部材の幾何データを検出する工程と、前記幾何データから前記接合部材の接合ギャップ寸法を検出する工程と、前記接合ギャップ寸法に応じて接合されるべき前記二つの接合部材の一つ又は両方の接合面に接着剤を塗布する工程と、前記接合部材を接合位置で接合する工程と、前記接合部材を最終接合位置にもってくるために、接合圧力を前記接合面に前記接合ギャップに沿って連続的に加える工程とを備えることを特徴とする方法。 (もっと読む)
接着剤、並びにネジ部材及びナット部材
【課題】従来のマイクロカプセル型接着剤に比べて、より保管安定性に優れる接着剤を提供する。
【解決手段】重合性モノマーを内包する第1のマイクロカプセルと、前記重合性モノマーを重合させる重合開始剤を内包する第2のマイクロカプセルとを含有する接着剤、並びに前記接着剤がネジ山表面に塗工されたネジ部材、前記接着剤がネジ溝表面に塗工されたナット部材。
(もっと読む)
フィルム部材の接着方法
【課題】接着剤を使用した品質の良い接着を行うフィルム部材の接着方法を提供すること。
【解決手段】金属の対象物表面に塗布した接着剤にフィルム部材10を接着させる接着方法であって、接着剤20を塗布した前記対象物表面にフィルム部材10を張り付け、そのフィルム部材10にマグネットプレート30を重ね、そのマグネットプレート30の対象物に対する吸着力によってフィルム部材10を押圧するようにしたフィルム部材の接着方法。
(もっと読む)
テープ貼着用治具及びこれを用いた貼着方法
【課題】段差部に対するテープの位置決めと貼着操作とを正確にかつ容易に行う。
【解決手段】被着体にテープ6を貼着するテープ貼着用治具10であって、前記テープ6の被着面は、長手方向に延びる段差部を含み、前記段差部に当接し前記段差部に沿って摺動可能な第1のガイド部20と、前記第1のガイド部20の前記段差部に対する対向状態を位置決めする第2のガイド部30と、前記テープ6を繰り出し可能に保持するテープ保持部40と、前記第1のガイド部20の摺動に伴って繰り出される前記テープ6を、前記第1のガイド部20の前記段差部に対する対向状態に応じて前記段差部の少なくとも一部に押圧するテープ押圧部50と、を備えるようにする。
(もっと読む)
接着装置および接着方法
【課題】 載置台上の被接着物に載置された複数の接着物にそれぞれ錘を一つずつ載せる場合と比較して作業者の労力を大幅に低減することができ、また、各々の接着物の高さ寸法が異なっている場合においても被接着物に対する複数の接着物の所望の接着を行うことができる接着装置および接着方法を提供する。
【解決手段】 接着装置10は、載置台11と、載置台11の上方に離間して設けられ鉛直方向に移動自在となっている支持部材12と、支持部材12に対して鉛直方向に往復自在となっている複数の錘部材13と、を備えている。載置台11に被接着物50を載置してこの被接着物50の表面に複数の接着物51を載せた後に、支持部材12を下方に移動させて各錘部材13を各接着物51の上面に当接させる。各錘部材13が自重により上方から各接着物51を被接着物50側に押圧する。
(もっと読む)
面接着ジグ、面接着真空装置及びそれを用いた接着方法
【課題】真空雰囲気下で接着体と被接着体とを接着する面接着ジグ、面接着真空装置及びこれを用いた接着方法を提供する。
【解決手段】複数の定着ポケット122を含む定着部120、各定着ポケット122の下部に位置し、定着ポケット122と接近または離隔可能な可動部140及び可動部140の下部に位置して、可動部140を可動させる圧力変化によって伸長または収縮される第1弾性膜150を含む第1フレーム110及び第1フレーム110に離隔または接近可能であり、定着ポケット122に対応する位置に圧力変化によって伸長または収縮される第2弾性膜170を含む第2フレーム160を含む面接着ジグ100。
(もっと読む)
1 - 13 / 13
[ Back to top ]