
Fターム[4K018AA28]の内容
粉末冶金 (46,959) | 製造目的金属、金属基合金 (5,030) | Fe、Fe基合金 (2,155) | Fe−C系 (603)
Fターム[4K018AA28]の下位に属するFターム
Fe−Cu系 (86)
Fe−Ni系 (97)
P、B、Si、Sを含有するもの (22)
Fe−Cr系 (298)
Fターム[4K018AA28]に分類される特許
1 - 20 / 100
射出成形用組成物、焼結体および焼結体の製造方法
【課題】脱脂時における保形性の高い成形体を製造可能であり、変形や欠損等が少ない高品質な焼結体を製造可能な射出成形用組成物、かかる射出成形用組成物を用いて製造された寸法精度の高い焼結体、およびかかる焼結体を効率よく製造可能な焼結体の製造方法を提供すること。
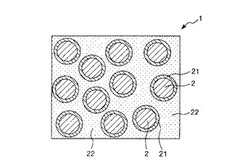
【解決手段】本発明の射出成形用組成物は、金属材料およびセラミックス材料の少なくとも一方で構成された無機粉末と、成分Aとしてポリアセタール系樹脂と成分Bとしてエチレン−グリシジルメタクリレート系共重合体とを含むバインダーと、を含有することを特徴とする。また、本発明の射出成形用組成物を成形してなる混練物1では、無機粉末の粒子2の表面を覆うように設けられ、主として成分Bで構成された内層21と、内層21の外側に位置し、主として成分Aで構成された外層22と、を有する。
(もっと読む)
複合金属粉末可変境界歯車及び方法

【課題】回転軸を形成する歯車の芯部の耐衝撃性と歯部の耐摩耗性とがともに優れた、粉末冶金法による歯車の製造方法および歯車を提供する。
【解決手段】圧縮型に、歯車の芯部を形成する部位、歯部を形成する部位の、おのおのに耐衝撃性に優れた金属粉末および耐摩耗性に優れた金属粉末を充填し圧縮成形する段階、得られた成形体を焼結、鍛造する段階を経て、緻密でネットシェイプな歯車を製造する。芯部と歯部の各金属材料の特性、および接合境界位置を調整することにより所望の性能を持つ歯車を得る。
(もっと読む)
成形方法
【課題】低コストで簡単に製品を製造可能な成形方法を提供する。
【解決手段】断熱膨張により金属微粒子より粒径の小さい粒が、大きい粒より多い氷の粒を製造するステップ、製造された氷の粒と金属微粒子とを混合するステップ、前記金属微粒子と前記氷の粒を一時冷却貯蔵するステップ、冷却貯蔵した前記金属微粒子と前記氷の粒を金型内に射出するステップと、前記金型から前記金属微粒子と前記氷の粒を取り出して常温以上で処理するステップよりなる成形法。
(もっと読む)
粉末冶金用鉄基混合粉および高強度鉄基焼結体ならびに高強度鉄基焼結体の製造方法
【課題】鉄基混合粉、およびそれを用いた靭性に優れた高強度鉄基焼結体およびその製造方法を提供する。
【解決手段】質量%で、Cr:0.1〜0.9%、Mo:0.1〜0.9%、Mn:0.1〜0.3%のうちから選ばれた1種また2種以上を含有し、残部Feおよび不可避的不純物からなる予合金鋼粉を鉄基粉末とし、該鉄基粉末に合金用粉末として、質量%で、N:2〜15%を含有する組成のマンガン粉末または質量%でN:2〜15%、Fe:40%以下を含む組成のフェロマンガン粉末を、質量%でMn換算で、0.5〜3%となるように混合して粉末冶金用鉄基混合粉とする。なお、さらに合金用粉末として、Cu粉、Ni粉を混合してもよい。この粉末冶金用鉄基混合粉に、黒鉛粉を、鉄基粉末と合金粉末と黒鉛粉との合計量に対する質量%でC換算で、0.1〜1.0%混合したのち、成形体とし、該成形体に焼結処理を行って鉄基焼結体とする。
(もっと読む)
浸炭焼結体およびその製造方法
【課題】高強度な浸炭焼結体を効率的に製造できる浸炭焼結体の製造方法を提供する。
【解決手段】本発明の浸炭焼結体の製造方法は、Fe、Mn、SiおよびCの合金または化合物からなるFe−Mn−Si−C粉末を鉄合金粉末に加えた原料粉末を、加圧成形して成形体を得る成形工程と、この成形体を浸炭温度が850〜980℃の浸炭雰囲気中で加熱することにより、表面近傍に浸炭層が形成された焼結体である浸炭焼結体を得る浸炭工程と、を備えることを特徴とする。Fe−Mn−Si−C粉末が鉄合金粉末の粒子表面を還元して活性化することにより、浸炭工程中に鉄合金粉末の粒子間にいわゆる焼結ネックが形成される。このため焼結工程を行わずに、成形体の焼結化と浸炭層の形成の両方が浸炭工程によりなされる。こうして本発明の製造方法によれば、高強度な浸炭焼結体を効率的に低コストで製造することが可能となる。
(もっと読む)
熱伝導性に優れたバルブシート
【課題】耐摩耗性と熱伝導性とに優れた内燃機関用バルブシートを提供する。
【解決手段】フェイス面側層が、基地相中に硬質粒子が分散した基地部を有し、該基地部が、質量%で、C:0.2〜2.0%を含み、Co、Mo、Si、Cr、Ni、Mn、W、V、Sのうちから選ばれた1種または2種以上を合計で40%以下を含有する組成と、基地相中に硬質粒子をフェイス面側層全量に対する質量%で、5〜40%分散させてなる組織とを有する鉄系焼結合金製とし、着座面側層が、質量%で、C:0.2〜2.0%を含み、残部Feおよび不可避的不純物からなる組成を有する鉄系焼結合金製とし、着座面側層を、バルブシート全量に対する体積%で、55〜90%とする。そして、上記した鉄基焼結体の空孔にカーボン粉を体積%で0.5〜15%含浸させる。これにより、優れた耐摩耗性と、高い熱伝導性とを兼備したバルブシートとすることができる。
(もっと読む)
焼結部品及びその製造方法
【課題】焼き入れ検査を簡単に行うことができるとともに検査精度を向上させることができる焼結部品及びその製造方法焼結部品及びその製造方法を提供する。
【解決手段】焼結部品は、金型により粉末成形体2を加圧成形する加圧成形工程、前記粉末成形体2を焼結して焼結体を得る焼結工程、及び前記焼結体の所定箇所を焼き入れ処理する焼き入れ工程を経て製造される。前記加圧成形工程において、前記焼き入れ処理による変色の許容範囲を示す目印、又は前記焼き入れ工程後に焼き入れ深さを測定するために切断する切断箇所を示す目印となる目印部10が、前記金型により加圧成形されている。
(もっと読む)
マイクロ波脱脂装置及びマイクロ波脱脂方法
【課題】脱脂処理において成形品に亀裂や変形などが生じないマイクロ波脱脂炉及びマイクロ波脱脂方法を提供すること。
【解決手段】バインダを含む成形品を収容する内部空間を有する炉5と、前記炉の内部空間へマイクロ波を供給するマイクロ波発生手段7と、前記成形品の温度を測定する温度測定手段11と、前記バインダの液化後の前記成形体の温度上昇率が、前記バインダの液化前の前記成形体の温度上昇率より低くなるように、かつ、前記バインダの気化後は、前記バインダが気化を開始する気化開始温度に前記成形品の温度を保つように、前記マイクロ波発生手段を制御する制御手段13と、を備えるマイクロ波脱脂装置。
(もっと読む)
粉末冶金用粉末混合物およびその製造方法
【課題】粉末の偏在が抑制され、流動性等の粉末特性に優れ、圧縮成形後の抜き出し性に優れた粉末冶金用粉末混合物およびその製造方法を提供する。
【解決手段】金属粉末からなる主原料粉末と、機械的特性を改善する副原料粉末2と、成形潤滑剤とから成る粉末冶金用粉末混合物において、成形潤滑剤が、高級脂肪酸、高級脂肪酸の金属塩およびワックスのうちの少なくとも1種であるとともに、融点が80〜240℃の高融点潤滑剤3と、融点が60〜80℃の低融点潤滑剤4とからなり、金属粉末が高融点潤滑剤で被覆されるとともに、高融点潤滑剤により副原料粉末が金属粉末に結着され、低融点潤滑剤が高融点潤滑剤に付着していることを特徴とする粉末冶金用粉末混合物。
(もっと読む)
粉末冶金用混合粉およびその製造方法ならびに切削性に優れた鉄基粉末製焼結体およびその製造方法
【課題】優れた旋削性とドリル切削性とを兼備した焼結体を得ることが可能な、混合粉を提供する。
【解決手段】鉄基粉末と合金用粉末と切削性改善用粉末と潤滑剤粉末とを混合する。切削性改善用粉末は、SiO2−MgO系非晶質相またはSiO2−MgO−アルカリ金属酸化物系非晶質相、およびSiO2または酸化マグネシウム(MgO)を含む酸化物相を形成できる粉末とする。このような粉末としては、エンスタタイト粉末、タルク粉末、カオリン粉末、マイカ粉末、水砕スラグ粉末、酸化マグネシウム(MgO)粉末、SiO2とMgOとの混合粉末等が例示できる。なお、切削性改善用粉末としてはさらに、硬質金属化合物粒子となる、金属ホウ化物粉末、金属窒化物粉末を、また軟質金属化合物粒子となる、MnS、CaF2を配合してもよい。このような混合粉から製造された焼結体は、基地相中に、基地相の平均硬さより低い硬さの軟質金属化合物相と、高い硬さの硬質金属化合物相とが分散し、優れた旋盤切削性と切削性とを兼備した、切削性に優れた焼結体となる。
(もっと読む)
粉末冶金用合金鋼粉ならびに鉄基焼結材料およびその製造方法
【課題】強度と靭性の両立が可能な粉末冶金用合金鋼粉を提案する。
【解決手段】0.02〜0.4質量%のNbを予合金化した鋼粉の表面に、Mo量で0.05〜1.5質量%のMoを含む粉末を拡散付着させる。
(もっと読む)
粉末冶金用原料粉末及びその製造方法
【課題】圧縮方向に段差を有する形状の成形体を成形するにあたり、パンチを分割しない段付きパンチで成形しても成形体各部の密度差が小さい粉末冶金用の原料粉末を提供するとともに、長時間の脱脂工程が不要である粉末冶金用の原料粉末を提供する。
【解決手段】鉄粉末及び/又は鉄合金粉末100質量部に対して0.02〜2.0質量部の、常温で固体状のシリコーンを混合させて粉末冶金用原料粉末を得る。
(もっと読む)
粉末冶金用合金鋼粉ならびに鉄基焼結材料およびその製造方法
【課題】強度と耐摩耗性の両立が可能な粉末冶金用合金鋼粉を提案する。
【解決手段】0.02〜0.4質量%のNbを予合金化した鋼粉の表面に、0.05〜0.5質量%のCr含有粉末を拡散付着させる。
(もっと読む)
粉末冶金用合金鋼粉ならびに鉄基焼結材料およびその製造方法
【課題】強度−靭性バランスに優れた粉末冶金用合金鋼粉を提案する。
【解決手段】Nb:0.02〜0.4質量%、V:0.01〜0.4質量%およびTi:0.01〜0.4質量%のうちから選んだ一種または二種以上を予合金化した鋼粉の表面に、Ni:0.05〜5.0質量%および/またはCu:0.05〜5.0質量%を含有する粉末を拡散付着させる。
(もっと読む)
鉄基焼結鋼材およびその製造方法
【課題】低コストと機械的特性を両立できる鉄基焼結鋼材を提供する。
【解決手段】本発明の鉄基焼結鋼材は、Feを主成分とする原料粉末を加圧成形した成形体を焼結させた焼結体からなる鉄基焼結鋼材であって、全体を100質量%としたときに、0.05〜0.6質量%のVと、0.1〜1.0質量%のCと、残部であるFeおよび不可避不純物とからなることを特徴とする。本発明の鉄基焼結鋼材は、Vが少量なため、焼結時間が短くても基地中に拡散し易く、フェライト相とパーライト相が全体的に細粒化した金属組織を呈する。この結果、本発明の鉄基焼結鋼材は、低コストでありながら、従来と同等以上の優れた機械的特性を発現し得る。
(もっと読む)
円板部材の製造方法およびサイジング金型
【課題】加熱処理によって円板部材の真円度が低下した場合であっても、サイジング金型を用いて円板部材を真円に是正することができ、円板部材の真円度を向上させることができる円板部材の製造方法およびサイジング金型を提供すること。
【解決手段】クラッチハブを製造するに際し、外周部に複数のキー溝が形成されたクラッチハブを焼結した後、サイジング工程において、円状の内周部42を有する嵌合穴43および内周部42から放射方向内方に向かって突出する複数の突部45を含み、内周部42の内径が突部45に向かうに従って大きくなるように内周部42の曲面が形成されるサイジング金型41を用い、クラッチハブの焼結体のキー溝を突部45に位置合わせしてクラッチハブを嵌合穴43に圧入して寸法矯正するようにした。
(もっと読む)
摺動部品
【課題】摺動部品において、摺動部の表面銅被覆率を向上する。
【解決手段】原料粉末を成形金型の充填部に充填し、この原料粉末を加圧して圧粉体6を成形し、この圧粉体6を焼結してなる摺動部品たる軸受を形成する。銅系原料粉末は、鉄系原料粉末1より平均直径が小さくかつ該鉄系原料粉末1よりアスペクト比が大きな偏平状の銅系偏平原料粉末2と、該銅系偏平原料粉末2より平均直径が小さい銅系小原料粉末3からなる。そして表面側に銅が偏析している。銅系偏平原料粉末2が表面側に偏析し得られた軸受は、表面側が銅系偏平原料粉末2のみならず銅系小原料粉末3もあらわれて銅に覆われ、表面銅被覆率を向上することができる。さらに弗化カルシウム4によって耐焼付性を向上することができる。
(もっと読む)
圧粉成形体の製造方法
【課題】圧縮ねじり加工を適用して圧粉成形体を製造するに際して、粉末素子の再配列作用を十分に発揮できるように、その条件を適切に制御することによって、比較的低い圧縮圧力によって高密度の圧粉成形体を得ることのできる有用な方法を提供する。
【解決手段】粉末冶金用混合粉末4に対して圧縮成形して圧粉成形体を製造するに当り、前記粉末冶金用混合粉末4として、鉄粉および/または鉄合金粉末を含有するものを用いると共に、圧縮圧力の付与と同時に、圧縮圧力の方向とは垂直に、上下の金型素子1、2の両側を逆方向に、若しくは片側をいずれかの方向に移動して粉末素子の再配列作用を有効に発揮させつつ成形する。
(もっと読む)
圧粉磁心及びその製造方法
【課題】熱処理成形体の表面を研削しても、その研削工程に伴って研削面における軟磁性粒子同士の絶縁を確保できる圧粉磁心とその製造方法を提供する。
【解決手段】 絶縁被覆を有する軟磁性粒子を圧縮成形し、得られた圧粉成形体を所定の温度に加熱した熱処理成形体100を用意する準備工程と、加工工具2で熱処理成形体100の一部を除去する加工工程とを備える。この加工工程は、熱処理成形体100を陽極とし、熱処理成形体100を機械加工する加工工具2又は加工工具2と間隔をあけて対向される第一対極5を陰極として、陽極と陰極間に導電性液体7Lを介在させて通電しながら行う。この通電により、熱処理成形体100の加工面において、隣り合う軟磁性粒子同士をつなぐブリッジ部を除去する。
(もっと読む)
焼結部品の製造方法および粉末成形用金型
【課題】所望の部位に耐摩耗性と切削加工性とを付与することができるとともに、2つの部位の境界での接合強度を向上させることができる焼結部材の製造方法を提供する。
【解決手段】金型の粉末充填空間に下中間パンチ21を設け、下中間パンチ21で分割された粉末充填空間のそれぞれに焼入れしても硬化しない材料からなる第1の粉末P1と、焼入れにより硬化する材料からなる第2の粉末P2とをそれぞれ充填し、下中間パンチ21を下降させて第1、第2の粉末P1,P2どうしを接触させて上パンチで成形する。
(もっと読む)
1 - 20 / 100
[ Back to top ]