
Fターム[4K018CA08]の内容
粉末冶金 (46,959) | 成型 (4,566) | 成型条件が特定されているもの (2,035) | 潤滑剤、成型助剤 (804) | 有機化合物 (605)
Fターム[4K018CA08]の下位に属するFターム
高分子化合物 (262)
Fターム[4K018CA08]に分類される特許
1 - 20 / 343
金属射出成形用バインダ及びこれを用いた金属焼結体の製造方法
粉末冶金用鉄基粉末の製造方法および粉末冶金用鉄基粉末
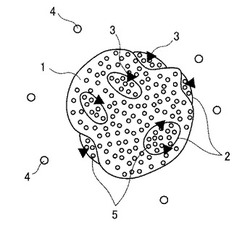
【課題】抜出性に優れた粉末冶金用鉄基粉末を製造する方法を提供する。
【解決手段】鉄粉1、結合剤2、合金成分3、重量平均分子量800,000以下のポリアクリロニトリル系重合体および/または重量平均分子量1,500,000以下のポリ(メタ)アクリル酸エステル系重合体である重合体5、ならびに、潤滑剤4を含有する粉末冶金用鉄基粉末を得る方法であって、上記鉄粉1、上記結合剤2、および、上記合金成分3を加熱混合する工程と、上記加熱混合により得られた混合物を冷却する過程で、当該混合物に上記重合体5を含むエマルジョンを添加する工程と、上記エマルジョンが添加された上記混合物に上記潤滑剤4を添加する工程と、を備える粉末冶金用鉄基粉末の製造方法。
(もっと読む)
射出成形用組成物、焼結体および焼結体の製造方法

【課題】脱脂時における保形性の高い成形体を製造可能であり、変形や欠損等が少ない高品質な焼結体を製造可能な射出成形用組成物、かかる射出成形用組成物を用いて製造された寸法精度の高い焼結体、およびかかる焼結体を効率よく製造可能な焼結体の製造方法を提供すること。
【解決手段】本発明の射出成形用組成物は、金属材料およびセラミックス材料の少なくとも一方で構成された無機粉末と、成分Aとしてポリアセタール系樹脂と成分Bとしてエチレン−グリシジルメタクリレート系共重合体とを含むバインダーと、を含有することを特徴とする。また、本発明の射出成形用組成物を成形してなる混練物1では、無機粉末の粒子2の表面を覆うように設けられ、主として成分Bで構成された内層21と、内層21の外側に位置し、主として成分Aで構成された外層22と、を有する。
(もっと読む)
焼結体の製造方法
【課題】焼結体を低コストで製造する方法を提供する。
【解決手段】金属粉末に、熱可塑性樹脂とワックスからなるバインダーを40〜60体積%添加して、加熱混練して原料を調整する原料調整工程と、原料を押型に充填する充填工程と、原料をパンチで加圧して成形する加圧成形工程と、加圧成形工程の後に得られた成形体15を抜き出す抜き出し工程と、抜き出された成形体15を加熱してバインダーを除去する脱バインダー工程と、脱バインダーされた成形体15を加熱して粉末どうしを拡散結合させる焼結工程とを備え、加圧成形工程において、成形体15の底部を形成する第1パンチ11と、成形体15端面以外を形成する第2パンチ12と、成形体15の端面を加圧する第3パンチ13とを用い、第1パンチ11を金型14に対して固定し、かつ、第2パンチ12を原料に押し込むように加圧するとともに、第3パンチ13により原料に背圧を加えながら成形する。
(もっと読む)
微小部品およびその製造方法
【課題】厚さが0.5mm以下のような微小な部位を有する金属製微小部品において、結晶粒の成長を抑制し、少なくとも微小な部位を多結晶で構成した微小部品を提供する。
【解決手段】少なくとも厚さが0.5mm以下の部位微小部品製造に当たり、焼結後の結晶粒の粒径を25μm以下とする。原料粉末として最大粒径が25μm以下のものを用い、原料粉末を結晶粒が成長しないよう焼結することで微小部品の結晶粒の粒径を25μm以下とすることができる。
(もっと読む)
圧粉成形体の成形方法
【課題】圧粉成形体を均一な品質で生産性良く成形可能な圧粉成形体の成形方法を提供する。
【解決手段】原料粉末3を用意する(準備工程)。第一パンチ(下パンチ12)の外周面12sとダイ10の内周面10sとの間に金型用潤滑剤を存在させ、この状態でこれら下パンチ12とダイ10とを相対的に移動させて、ダイ10の内周面10sに金型用潤滑剤を塗布する(塗布工程)。キャビティに、原料粉末3を充填し、当該原料粉末3を加圧して圧粉成形体100を成形する(成形工程)。ここで、塗布工程では、下パンチ12に設けられた供給口12iから金型用潤滑剤を吐出し、かつ下パンチ12に設けられた排出口12oからその吐出された金型用潤滑剤を回収しつつ、ダイ10の内周面10sに金型用潤滑剤を塗布する。
(もっと読む)
焼結軸受およびその製造方法
【課題】銅の使用量を削減して低コスト化を図ることができ、その一方で初期なじみ特性や静粛性が良好で、かつ高い耐久性を備える焼結軸受を提供する。
【解決手段】焼結軸受1は、低融点金属で結合された鉄組織と銅組織とを含有する。銅組織の一部または全部を扁平銅粉で形成し、鉄組織をフェライト相αFeとする。軸受1には、銅の含有量が均一になったベース部S2と、ベース部S2の表面を覆い、ベース部S2よりも銅の含有量を大きくした表面層S1とを設ける。
(もっと読む)
焼結部品の製造方法
【課題】ニッケル高含有量の焼結部品と同程度の強度を有する焼結部品を安価に製造することができる焼結部品の製造方法を提供する。
【解決手段】成形用金型内に、少なくともニッケル粉体とモリブデン粉体と鉄粉体との単純混合により得られ、かつニッケル0.5〜3.5質量%、モリブデン0.3〜0.7質量%および残部鉄を含有する混合物を含有する原料粉体を充填した後、当該原料粉体を加圧して成形し、得られた成形体を1200〜1350℃の焼結温度で焼結する。
(もっと読む)
金属多孔質体の製造方法
【課題】隣接する部材を損傷しない、凹凸形状を有する金属多孔質体を提供する。
【解決手段】金属焼結体の骨格11により辺が構成されてなる複数の多面体状の気孔が相互に連続状態に形成されている板状の金属多孔質体10であって、表裏面の少なくとも一方の面に任意の凹凸形状が形成されているとともに、この最外面が骨格11の側面で形成されており、骨格11の間に形成される空隙12は、その空隙率が60%以上99%以下である。
(もっと読む)
圧粉軟磁性体、その製造方法及びモータ
【課題】鉄損の増加を抑制し、曲げ強度の高い圧粉軟磁性体及びその製造方法を提供し、またその圧粉軟磁性体を用いたモータを提供すること。
【課題を解決する手段】鉄粉又は鉄を主成分とする鉄合金粉の圧粉軟磁性体の表面部にて、個々の鉄粉表面に鉄を主体とする酸化相が形成され、かつ鉄粉界面に鉄酸化相及び無機絶縁物を含む、厚さ0.4〜1.4mmの酸化影響層が形成され、前記酸化影響層の内部の圧粉軟磁性体は非酸化状態である組織を有することを特徴とする圧粉軟磁性体、その製造方及び上記圧粉軟磁性体を用いたモータ。
(もっと読む)
磁性材料およびコイル部品
【課題】軟磁性合金粒子の成形体からなり機械的強度が向上しうる構成の磁性材料及びそれを用いたコイル部品を提供すること。
【解決手段】酸化被膜12を有する金属粒子11が成形されてなる粒子成形体1からなり、金属粒子11はFe−Si−Cr系軟磁性合金からなり、粒子成形体1中の隣接する金属粒子11は、互いに隣接する金属粒子11と、それぞれが有する酸化被膜12どうしの結合によって結合されており、酸化被膜12どうしの結合22の少なくとも一部は結晶性の酸化物からなる結合22であり、好ましくは、酸化物からなる結合22の少なくとも一部は連続的に格子結合している磁性材料、ならびにこの磁性材料を素体とするコイル部品。
(もっと読む)
ニッケル及びマンガンフリーの生体用又は医療用器材用高Nオーステナイト系ステンレス鋼焼結用粉末及び該粉末を用いた生体用又は医療用焼結器材
【課題】Ni、Mnに関するアレルギーを発症させることがなく、しかも高強度、高耐摩耗性、非磁性、高耐食性も備え、更には延性脆性遷移温度が0℃以下であるニッケル及びマンガンフリーの生体用又は医療用器材用高Nオーステナイト系ステンレス鋼粉末を用いた生体用又は医療用焼結器材を提供すること。
【解決手段】
ニッケル及びマンガンフリーの生体用又は医療用器材用高Nオーステナイト系ステンレス鋼粉末を用いた生体用又は医療用焼結器材で、化学成分組成として、0.1質量%≦C≦0.3質量%、又は0.001質量%≦B≦0.003質量%のいずれか一方、20質量%≦Cr≦28質量%、1質量%≦Mo≦3質量%、0.9質量%≦N≦1.2質量%、を含有し、残部がFe及び不可避不純物からなることを特徴とする。
(もっと読む)
圧粉成形体
【課題】低損失で生産性に優れる圧粉成形体、及びこの圧粉成形体を具えるリアクトル用コア、磁気回路部品を提供する。
【解決手段】圧粉成形体10は、絶縁被膜を具える被覆軟磁性粒子を圧縮成形してなり、対向配置された板状部111,112に挟まれた錘台部113を主体とする変形錘台体である。圧粉成形体10の縦断面は、台形状面113sと、台形状面113sの長辺に繋がる長辺側矩形状面111sと、台形状面113sの短辺に繋がる短辺側矩形状面112sとで構成される。成形用金型との摺接面が主として錘台部113の外周面113oで構成される。外周面113oが圧縮成形物の抜き出し方向に対して傾斜するため、圧縮成形物と上記金型との摩擦を低減して、圧粉成形体10は、絶縁被膜の損傷を低減できる。従って、圧粉成形体10は、後処理時間の短縮により生産性に優れる上に、低損失である。
(もっと読む)
希土類永久磁石及び希土類永久磁石の製造方法
【課題】焼結前に磁石粒子の含有する酸素量を低減させ、磁石特性の低下を防止することを可能とした希土類永久磁石及び希土類永久磁石の製造方法を提供する。
【解決手段】磁石原料を磁石粉末に粉砕し、粉砕された磁石粉末とバインダーとを混合することにより混合物を生成する。そして、生成した混合物をシート状に成形し、グリーンシートを作製する。その後、作製されたグリーンシートを水素仮焼するとともにプラズマ加熱により仮焼し、仮焼された仮焼体を焼結することによって永久磁石1を製造するように構成する。
(もっと読む)
圧粉成形体の製造方法
【課題】低損失な圧粉成形体を生産性よく製造できる圧粉成形体の製造方法、低損失な圧粉成形体、この圧粉成形体を具えるリアクトルを提供する。
【解決手段】ダイ103に設けられた貫通孔103hと、貫通孔103hに挿入した第一パンチ:下パンチ102とでつくられる成形空間に、原料粉末P:絶縁被膜を具える被覆軟磁性粉末を充填した後、下パンチ102と第二パンチ:上パンチ101とで原料粉末Pを圧縮成形して圧粉成形体10Aを製造する。この製造方法は、上パンチ101のダイ103に対する相対移動量をダイ103の下パンチ102に対する相対移動量よりも小さくし、ダイ103において上パンチ101寄りの領域で成形を行うことで、圧縮成形物におけるダイ103との摺接距離を短くできる。この製造方法は、絶縁被覆の損傷を低減して、後処理の処理時間の短縮などにより、低損失な圧粉成形体を生産性よく製造することができる。
(もっと読む)
希土類永久磁石及び希土類永久磁石の製造方法
【課題】磁場配向を適切に行わせることによって永久磁石の磁気特性を向上させた希土類永久磁石及び希土類永久磁石の製造方法を提供する。
【解決手段】磁石原料を磁石粉末に粉砕し、粉砕された磁石粉末とバインダーとを混合することにより混合物を生成する。そして、生成した混合物を長尺シート状に成形し、グリーンシート13を作製する。その後、成形したグリーンシート13が乾燥する前に、グリーンシート13の面内方向且つ長さ方向に対して磁場を印加することにより磁場配向を行い、グリーンシート13を焼結することにより永久磁石1を製造するように構成する。
(もっと読む)
希土類永久磁石及び希土類永久磁石の製造方法
【課題】磁石特性の低下を防止することが可能となった希土類永久磁石及び希土類永久磁石の製造方法を提供する。
【解決手段】磁石原料を磁石粉末に粉砕し、粉砕された磁石粉末と脂肪酸メチルエステル或いは一定の条件を満たすモノマーの重合体又は共重合体或いはそれらの混合物からなるバインダーとを混合することにより混合物を生成する。そして、生成した混合物をシート状に成形し、グリーンシートを作製する。その後、作製されたグリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することによりバインダーを解重合反応等によりモノマーに分解し飛散させて除去し、バインダーを除去したグリーンシートを焼成温度に温度を上昇して焼結を行うことによって永久磁石1を製造するように構成する。
(もっと読む)
粉末冶金用混合粉末
【課題】Cu系の軸受けや摺動部品などに使用される焼結部品のさらなる高強度化および小型複雑形状化に対応する原料粉末として、焼結体組織を均一化し、高い成形性の圧粉体と高強度な焼結体が得られる粉末冶金用のCu−Sn−Ni系の原料粉末を提供する。
【解決手段】重量比でSnを3〜12%含み、Niを5〜15%含み、Pを0.05〜1.0%含み、残部がCuおよび不可避不純物からなることを特徴とする粉末冶金用の混合粉末である。
(もっと読む)
銀合金装飾品の製造方法及び銀合金装飾品
【課題】高価な金や管理コストが必要な硫化液を用いることなく、銀合金からなる装飾品の表面に着色を施すことができる銀合金装飾品の製造方法及び銀合金装飾品を提供する。
【解決手段】Cuを含有するAg−Cu合金からなる装飾品の表面に着色が施されてなる銀合金装飾品の製造方法であって、前記装飾品を構成するAg−Cu合金は、Cuの含有量が5質量%以上28質量%以下とされており、前記装飾品の表面粗さを、算術平均粗さRaで0.5μm以下とする表面粗さ調整工程S11と、酸素含有雰囲気で200℃以上500℃以下の温度条件で熱処理を実施する熱処理工程S12と、を備えていることを特徴とする。
(もっと読む)
希土類磁石の分離回収方法、希土類磁石の製造方法、及び回転電機の製造方法
【課題】分離対象物から分離回収した希土類磁石の純度を向上させることができる希土類磁石の分離回収方法、希土類磁石の製造方法、及び回転電機の製造方法を得る。
【解決手段】回転子鉄心2と回転子鉄心2に接着剤4を介して固定された永久磁石(希土類磁石)3とを含む回転子(分離対象物)1から希土類磁石3を分離回収する希土類磁石の分離回収方法では、まず、水素分圧が1Pa以下の真空又は非酸化性ガス中で回転子1を昇温させる(昇温工程)。この後、水素分圧が1Pa以上で15Pa以下の真空又は非酸化性ガス中で、900℃以上で1000℃以下の温度に回転子1の温度を維持する(所定温度域工程)。この後、水素分圧が1Pa以下の真空又は非酸化性ガス中で回転子1を降温させる(降温工程)。
(もっと読む)
1 - 20 / 343
[ Back to top ]