
Fターム[4K018CA15]の内容
粉末冶金 (46,959) | 成型 (4,566) | プレス成型 (1,356) | 装置及びその操業方法 (506) | タテ型プレス装置及びその操業方法 (454) | ダイ、パンチ、コアロッド (183)
Fターム[4K018CA15]の下位に属するFターム
材質、潤滑 (49)
Fターム[4K018CA15]に分類される特許
1 - 20 / 134
希土類磁石の製造方法
【課題】冷間成形から熱間コイニングまでを連続的におこない、希土類磁石前駆体が大気暴露されるのを抑制することができる希土類磁石の製造方法を提供する。
【解決手段】ダイ4と、第1、第2のパンチ2,3と、からなる成形機と、成形機を収容してその内部が不活性ガス雰囲気に制御されるチャンバー1とから構成される製造装置10を使用して希土類磁石を製造する方法であり、チャンバー1内を不活性ガス雰囲気等とした状態で、キャビティC内に希土類磁石材料となる粉末pを充填し、パンチ2,3にて充填粉末pを加圧し、冷間成形にて成形体S1を製造するステップ、ダイ4に対してパンチ2,3を相対的に移動させて成形体S1をダイ4の外部に移動させて成形体S1を加熱し、パンチ2,3で保持された成形体S1をダイ4の中空内に戻し、パンチ2,3で成形体S1に熱間コイニングをおこなって希土類磁石前駆体S2を製造するステップからなる。
(もっと読む)
焼結体の製造方法

【課題】焼結体を低コストで製造する方法を提供する。
【解決手段】金属粉末に、熱可塑性樹脂とワックスからなるバインダーを40〜60体積%添加して、加熱混練して原料を調整する原料調整工程と、原料を押型に充填する充填工程と、原料をパンチで加圧して成形する加圧成形工程と、加圧成形工程の後に得られた成形体15を抜き出す抜き出し工程と、抜き出された成形体15を加熱してバインダーを除去する脱バインダー工程と、脱バインダーされた成形体15を加熱して粉末どうしを拡散結合させる焼結工程とを備え、加圧成形工程において、成形体15の底部を形成する第1パンチ11と、成形体15端面以外を形成する第2パンチ12と、成形体15の端面を加圧する第3パンチ13とを用い、第1パンチ11を金型14に対して固定し、かつ、第2パンチ12を原料に押し込むように加圧するとともに、第3パンチ13により原料に背圧を加えながら成形する。
(もっと読む)
焼結体、スパッタリングターゲット及び成形型並びに焼結体の製造方法
【課題】 大型で均質な焼結体を安価に効率良く製造することを可能とし、放電特性や得られる薄膜の特性が良好な大型のスパッタリングターゲットを提供する。
【解決手段】 加圧圧縮時には充填した原料粉末に対して実質的に1軸方向からのみ加圧し、加圧終了後の減圧時には成形体に対して等方的に圧力を開放することが可能な構造を有する成形型を用いることにより、成形時のスプリングバックを効率よく解消して、高い成形圧力での冷間静水圧プレスを可能とする。これにより、バインダー等の有機物を含まない原料粉末を用いて、直接、形状精度の良い成形体を作製することができ、大型で均質、かつ、炭素含有量の少ない焼結体を効率よく高い歩留まりで製造することができる。
(もっと読む)
焼結合金およびその製造方法
【課題】ターボチャージャー用ターボ部品において、より一層、耐熱性、耐食性および耐摩耗性とともに高温強度を向上させるとともに、熱膨張係数が周囲のオーステナイト系耐熱材料と同等で、部品設計が容易となる焼結合金を提供する。
【解決手段】全体組成が、質量%で、Cr:11.75〜39.98%、Ni:5.58〜24.98%、Si:0.16〜2.54、P:0.1〜1.5%、C:0.58〜3.62%、および残部がFeおよび不可避不純物からなり、平均粒子径が10〜50μmの金属炭化物が析出する相Aと、平均粒子径が10μm以下の金属炭化物が析出する相Bとが斑状に分布するとともに、前記相Aに析出する金属炭化物の平均粒子径DAと前記相Bに析出する金属炭化物の平均粒子径DBとが、DA>DBとなる金属組織を示す焼結合金とする。
(もっと読む)
圧粉成形体の製造方法
【課題】低損失な圧粉成形体を生産性よく製造できる圧粉成形体の製造方法、低損失な圧粉成形体、この圧粉成形体を具えるリアクトルを提供する。
【解決手段】ダイ103に設けられた貫通孔103hと、貫通孔103hに挿入した第一パンチ:下パンチ102とでつくられる成形空間に、原料粉末P:絶縁被膜を具える被覆軟磁性粉末を充填した後、下パンチ102と第二パンチ:上パンチ101とで原料粉末Pを圧縮成形して圧粉成形体10Aを製造する。この製造方法は、上パンチ101のダイ103に対する相対移動量をダイ103の下パンチ102に対する相対移動量よりも小さくし、ダイ103において上パンチ101寄りの領域で成形を行うことで、圧縮成形物におけるダイ103との摺接距離を短くできる。この製造方法は、絶縁被覆の損傷を低減して、後処理の処理時間の短縮などにより、低損失な圧粉成形体を生産性よく製造することができる。
(もっと読む)
圧粉磁心及びその製造方法、並びにコイル部品
【課題】量産コストを低減させることができる圧粉磁心の製造方法を提供する。
【解決手段】絶縁被覆処理された純鉄粉又は鉄を主成分とする鉄系合金粉末を金型を用いて加圧成形して圧粉磁心を得る工程S1、得られた圧粉磁心に熱処理を施す工程S2、及び熱処理された圧粉磁心の少なくとも一部に研削砥石を用いた後加工を施す工程S3を含んでいる。前記後加工を施す工程において、圧粉磁心及び研削砥石を自転させつつ研削加工を施すことで圧粉磁心の加工面に生じる加工跡を等方性にする。
(もっと読む)
湾曲板状部品の圧粉体成形金型装置
【課題】高圧で圧縮成形を行った場合にも金型の内隅部を起点としたクラック発生が起こらず、磁性粉等の高硬度の原料粉末を高圧で圧縮成形可能とする。
【解決手段】コアロッド20の外周面21に凹所状のキャビティ30を形成し、このキャビティ30に摺動自在に挿入される上下のパンチでキャビティ30に供給した原料粉末を圧縮して湾曲板状部品の圧粉体を成形する。キャビティ30の直角状の内隅部34をダイス10の内周面11とコアロッド20の外周面21とで形成することにより、内隅部34にかかる圧縮成形時の応力をダイス10の内周面11とコアロッド20の外周面21との接合境界面60にリークさせ、内隅部34を起点としたクラック発生を防ぎ、高圧での成形を可能とする。
(もっと読む)
圧粉成形体の成形方法
【課題】鉄損の少ない磁心が得られる圧粉成形体を製造可能な圧粉成形体の成形方法を提供する。
【解決手段】柱状の第一パンチ(下パンチ12)と筒状のダイ10とでつくるキャビティに、潤滑性を有する原料粉末3(絶縁層を具える被覆軟磁性粉末)を充填し、下パンチ12と上パンチ11とで原料粉末3を加圧して、磁心に利用される圧粉成形体100を製造する。下パンチ12は、液媒に固体潤滑剤の粉末を分散させた金型用潤滑剤を流通する流通孔22と、流通孔22の端部に設けられた排出口23と、排出口23からの上記潤滑剤を充填する液溜め溝24とを具える。液溜め溝24は、下パンチ12の外周面を周方向に分断するように一部分に設けられている。液溜め溝24から下パンチ12の外周面12oとダイ10の内周面10iとの間に上記潤滑剤を供給して、下パンチ12とダイ10との相対移動により、ダイの内周面の一部分に上記潤滑剤を塗布する。
(もっと読む)
粉末成形装置
【課題】簡単な構成で、強度と撓み調整能力の向上を両立させ、この治具を用いた成形用金型による圧縮成形において、圧粉体に撓み量の差による亀裂の発生を抑制することを課題とする。
【解決手段】焼結部品の圧粉成形に用いられ、ダイと上パンチと複数の下パンチとコアとを含む粉末成形装置であって、少なくとも1つの前記下パンチの下方に複数の撓み調整部材を備えることを特徴とする粉末成形装置とした。
(もっと読む)
焼結部品の製造方法
【課題】焼結時に発生する板状の焼結体の反りを簡単に且つ効果的に矯正することができる焼結部品の製造方法を提供する。
【解決手段】下部耐火板の上に、金属粉末を加圧成形して得られる板状の成形体を載置した状態で焼結処理を行う焼結部品の製造方法。前記下部耐火板は、開口部又は凹所を有しており、前記成形体は、前記下部耐火板の開口部又は凹所を覆うように当該下部耐火板上に載置される。焼結処理により下部耐火板側が凸になる反りが付与された焼結体を、凸面を有する第1パンチと、前記凸面に対応する凹面を有する第2パンチとでサイジング処理する工程を含んでいる。前記反りが付与された焼結体は、当該反りの凸の指す方向が、前記第1パンチの凸面の凸の指す方向と反対になるように、前記第1パンチと第2パンチとの間に配設されてサイジング処理される。
(もっと読む)
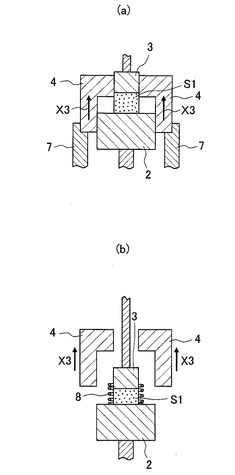
粉末成形品製造方法及び粉末成形品製造装置
【課題】除去加工工程等を行うことなくプレス成形のみで成形可能な粉末成形品製造方法及び粉末成形品製造装置を提供する。
【解決手段】内径側にアンダーカット形状を有する粉末成形品Sを成形する粉末成形品製造装置および粉末成形品製造方法である。自由状態において内径側に膨出する膨出部10を有するアンダーカット型をダイ1に挿入した後、ダイ1とアンダーカット型2とで構成される原料充填空間Aに、原料粉末S1を充填する。次に、アンダーカット型2の膨出部10を外径側へ膨出させた状態で原料粉末S1を加圧することによって、内径側にアンダーカット形状を有する粉末成形品Sを成形する。その後、アンダーカット型2の膨出部10を内径側へ膨出する元の状態に戻した後、ダイ1とアンダーカット型2とから粉末成形品Sを取り出す。
(もっと読む)
切削工具の切刃部材の製造方法および該製造方法に用いられる圧粉体のプレス成形金型
【課題】例えばすくい面から突出するチップブレーカを有する縦刃式スローアウェイチップに製造される圧粉体を、チップ本体の厚さ方向に対応する方向にパンチを離接させて成形する。
【解決手段】互いに対向して相対的に離接させられるパンチ21,22と、これらパンチ21,22の周囲を取り囲んでキャビティー23を画成するダイ24とを備えたプレス成形金型を用いて、キャビティー23に投入した原料粉末をパンチ21,22によって圧縮して圧粉体をプレス成形するに際し、ダイ24にキャビティー23の外側に向けて後退する凹部26を形成して、この凹部26にパンチ21,22によって圧縮される原料粉末を充密させることにより、圧粉体のダイ24により成形される部分に、パンチ21,22が離間する方向側に隣接する部分に対して相対的に凸となる突出部を成形する。
(もっと読む)
成形用ダイ
【課題】 上面に溝を有するダイにおいて金型の嵌め合いの応力を原因とする破損を防止し、このダイを用いた粉末成形により均一な密度の焼結部品を製造することを課題とする。
【解決手段】 粉末成形用の金型に用いられ、上面に溝を有する成形用ダイであって、前記成形用ダイは上ダイと前記上ダイに当接する下ダイにより構成され、前記溝の溝底部は前記下ダイに設けられ、前記溝の溝側面は前記上ダイに設けられた上部溝側面と、それに続くように前記下ダイに設けられた下部溝側面から構成され、前記下ダイは成形孔を有する第1下ダイと前記第1下ダイの外側に焼き嵌めにより勘合する第2下ダイとを有する成形用ダイとした。
(もっと読む)
ラジアル異方性リング磁石の製造装置
【課題】キャビティの軸方向での磁場勾配を軽減し、配向時の磁性粉末の偏りを少なくするラジアル異方性リング磁石の製造装置を提供する。
【解決手段】軸方向に向けて相互に対向する磁界を発生する一対のコイル10A及び10Bと、一対のコイル10A及び10B間に配置され、コア22及びコア22の周囲に配置されたダイ21を有し、コア22とダイ21の間に磁性粉末が供給されるキャビティ28が形成される金型20を備え、コア22は強磁性体と絶縁体且つ非磁性体から構成され、その芯部からキャビティ28の軸方向中央部に対応する箇所の磁気抵抗が、キャビティ28の軸方向両端部に対応する箇所の磁気抵抗に比して小なる部分22Aを設け、キャビティ長をコア22の磁気抵抗の小なる部分の軸長よりも長くしている。
(もっと読む)
圧粉成形体の製造方法
【課題】圧縮ねじり加工を適用して圧粉成形体を製造するに際して、粉末素子の再配列作用を十分に発揮できるように、その条件を適切に制御することによって、比較的低い圧縮圧力によって高密度の圧粉成形体を得ることのできる有用な方法を提供する。
【解決手段】粉末冶金用混合粉末4に対して圧縮成形して圧粉成形体を製造するに当り、前記粉末冶金用混合粉末4として、鉄粉および/または鉄合金粉末を含有するものを用いると共に、圧縮圧力の付与と同時に、圧縮圧力の方向とは垂直に、上下の金型素子1、2の両側を逆方向に、若しくは片側をいずれかの方向に移動して粉末素子の再配列作用を有効に発揮させつつ成形する。
(もっと読む)
焼結部品の製造方法と粉末成形装置
【課題】粉末成形装置の上パンチに付着した異物が落下してキャビティ内原料粉末に混入する事態をなくし、金型潤滑成形法で原料粉末を成形して製造される焼結部品の生産歩留まりを向上させることを課題としている。
【解決手段】少なくともダイ1と、上パンチ2と、下パンチ3を備える金型を使用して原料粉末Pの圧縮成形を金型潤滑法で行う焼結部品の製造方法において、上パンチ2の周囲をダクト6で覆い、そのダクト6の内部を吸引装置7で吸引して上パンチ2の表面に付着した異物を吸引回収するようにした。
(もっと読む)
焼結部品の製造方法および粉末成形用金型
【課題】所望の部位に耐摩耗性と切削加工性とを付与することができるとともに、2つの部位の境界での接合強度を向上させることができる焼結部材の製造方法を提供する。
【解決手段】金型の粉末充填空間に下中間パンチ21を設け、下中間パンチ21で分割された粉末充填空間のそれぞれに焼入れしても硬化しない材料からなる第1の粉末P1と、焼入れにより硬化する材料からなる第2の粉末P2とをそれぞれ充填し、下中間パンチ21を下降させて第1、第2の粉末P1,P2どうしを接触させて上パンチで成形する。
(もっと読む)
冷却能に優れた内燃機関用バルブシート
【課題】優れた耐摩耗性と高い熱伝導性を有する2層構造の内燃機関用バルブシートを提供する。
【解決手段】フェイス面側層1aが、基地相中に硬質粒子が分散した基地部を有し、該基地部が、質量%で、C:0.2〜2.0%を含み、Co、Mo、Si、Cr、Ni、Mn、W、V、S、Ca、Fのうちから選ばれた1種または2種以上を合計で40%以下を含有する組成と、基地相中に硬質粒子をフェイス面側層1a全量に対する質量%で、5〜40%分散させてなる組織とを有する鉄系焼結合金製とし、着座面側層1bが、質量%で、C:0.2〜2.0%を含み、残部Feおよび不可避的不純物からなる組成を有する鉄系焼結合金製とし、フェイス面側層1aを、バルブシート全量に対する体積%で、10〜45%と、薄肉に形成するとともに、2層境界面を、バルブシート軸とのなす平均角度で、20°〜90°の範囲内の角度を有する形状の面に調整する。
(もっと読む)
成形用金型、サイジング用金型およびそれを用いた焼結部品の製造方法
【課題】部品外周と部品端面が交差する角部に外径方向および軸方向に飛び出す側面を有する凸部を有する製品において、焼結後の加工によるテーパ形状の除去や、金型分割筋の除去をすることのない製造方法を提供する。
【解決手段】部品外周と端面が交差する角部に外径方向及び軸方向に飛び出す側面を有する凸部が形成された焼結部品の製造方法であって、成形工程、焼結工程とサイジング工程を含み、前記成形工程における成形金型には、成形用ダイ1と成形用コア4又は成形用パンチ2,3との成形用金型分割位置が前記凸部の側面に設けられる様に設定した成形用ダイ1を用い、前記成形用金型分割位置が、前記凸部側面上の前記角部から成形軸方向に伸びた直線状であり、前記サイジング工程におけるサイジング金型には、前記成形用金型分割位置と異なる凸部側面上にサイジング金型分割位置が設けられるように設定したサイジング用ダイを用いた焼結部品の製造方法。
(もっと読む)
切削工具の切刃部材の製造方法及び該製造方法に用いられる圧粉体のプレス成形金型
【課題】切刃部材のすくい面に形成される段差部が切刃にまで伸びることを防止することができる切削工具の切刃部材の製造方法及び該製造方法に用いられる圧粉体のプレス成形金型を提供する。
【解決手段】複数のパンチ21、22と、キャビティーAを画成するダイ23とを備えたプレス成形金型20を用いて、キャビティーAに投入した原材料粉末をパンチ21、22により圧縮して圧粉体を圧縮することにより、切削工具の切刃部材に製造される圧粉体をプレス成形する際に、複数のパンチ21、22をパンチ離接方向に延びる分割面を有して分割される複数の分割パンチ25、26、31、32により構成して、このうち切削部材の切刃部分に対応する部分を一の分割パンチ25、31により成形する。
(もっと読む)
1 - 20 / 134
[ Back to top ]