
Fターム[4K018CA16]の内容
粉末冶金 (46,959) | 成型 (4,566) | プレス成型 (1,356) | 装置及びその操業方法 (506) | タテ型プレス装置及びその操業方法 (454) | ダイ、パンチ、コアロッド (183) | 材質、潤滑 (49)
Fターム[4K018CA16]に分類される特許
1 - 20 / 49
圧粉成形体の成形方法
【課題】圧粉成形体を均一な品質で生産性良く成形可能な圧粉成形体の成形方法を提供する。
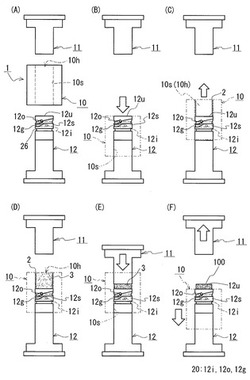
【解決手段】原料粉末3を用意する(準備工程)。第一パンチ(下パンチ12)の外周面12sとダイ10の内周面10sとの間に金型用潤滑剤を存在させ、この状態でこれら下パンチ12とダイ10とを相対的に移動させて、ダイ10の内周面10sに金型用潤滑剤を塗布する(塗布工程)。キャビティに、原料粉末3を充填し、当該原料粉末3を加圧して圧粉成形体100を成形する(成形工程)。ここで、塗布工程では、下パンチ12に設けられた供給口12iから金型用潤滑剤を吐出し、かつ下パンチ12に設けられた排出口12oからその吐出された金型用潤滑剤を回収しつつ、ダイ10の内周面10sに金型用潤滑剤を塗布する。
(もっと読む)
圧粉成形体の成形方法

【課題】鉄損の少ない磁心が得られる圧粉成形体を製造可能な圧粉成形体の成形方法を提供する。
【解決手段】柱状の第一パンチ(下パンチ12)と筒状のダイ10とでつくるキャビティに、潤滑性を有する原料粉末3(絶縁層を具える被覆軟磁性粉末)を充填し、下パンチ12と上パンチ11とで原料粉末3を加圧して、磁心に利用される圧粉成形体100を製造する。下パンチ12は、液媒に固体潤滑剤の粉末を分散させた金型用潤滑剤を流通する流通孔22と、流通孔22の端部に設けられた排出口23と、排出口23からの上記潤滑剤を充填する液溜め溝24とを具える。液溜め溝24は、下パンチ12の外周面を周方向に分断するように一部分に設けられている。液溜め溝24から下パンチ12の外周面12oとダイ10の内周面10iとの間に上記潤滑剤を供給して、下パンチ12とダイ10との相対移動により、ダイの内周面の一部分に上記潤滑剤を塗布する。
(もっと読む)
圧粉成形体の成形方法
【課題】鉄損の少ない磁心が得られる圧粉成形体を成形可能な圧粉成形体の成形方法を提供する。
【解決手段】柱状の第一パンチ(下パンチ12)と筒状のダイ10とでつくるキャビティに、原料粉末3を充填し、下パンチ12と上パンチ11とで原料粉末3を加圧して、磁心に利用される圧粉成形体100を製造する。下パンチ12は、最大粒径:20μm以下の固体潤滑剤の粉末を液媒に分散させた金型用潤滑剤を充填する液溜め溝24を具える。液溜め溝24から下パンチ12の外周面12oとダイ10の内周面10iとの間に金型用潤滑剤を供給して、下パンチ12とダイ10との相対移動により、ダイ10の内周面10iに金型用潤滑剤を塗布する。原料粉末3は、絶縁層を具える軟磁性粉末である。成形用金型1に特定の大きさの潤滑剤の粉末を含む分散剤を塗布することで、成形用金型1と成形体との摺接による絶縁層の損傷を防止できる。
(もっと読む)
磁心用粉末及びその製造方法、並びにそれを用いた圧粉磁心及び電磁機器
【課題】圧粉磁心とした際の磁性特性を確保しながら、安価に製造可能な磁心用粉末、圧粉磁心及びこれらの製造方法を提供すること。
【解決手段】本発明の磁心用粉末は、凹部及び凸部を有する金属粉の表面に絶縁性粒子を備える磁心用粉末であって、凹部には粒子径が50nm以上200nm以下の絶縁性粒子が配置されており、凸部には粒子径が5nm以上50nm未満の絶縁性粒子が配置されている、磁心用粉末。
(もっと読む)
金属圧粉体の製造方法
【課題】外枠型からの内枠型および金属圧粉体の取り出し時における、金属圧粉体の破損を簡易に防止することができる金属圧粉体の製造方法を提供すること。
【解決手段】外枠型2と、その外枠型2に嵌合される分割可能な内枠型3とを備える金型1を用意し、次いで、内枠型3の内枠内側面8に、窒化物の膜10を形成し、次いで、内枠型3内において、膜10に接するように、金属の粉末を充填し、金型1において、粉末を圧力成形して、金属圧粉体11を得て、その後、金型1から内枠型3および金属圧粉体11を取り出した後、内枠型3から、金属圧粉体11を取り出す。
(もっと読む)
ターボチャージャ部品用摺動部材、ターボチャージャ部品およびターボチャージャ部品の製造方法
【課題】可変ターボチャージャ用として、摺動部および可動部の高温耐摩耗性に優れたターボチャージャ部品を提供する。
【解決手段】可変ターボチャージャに使用する、可動ノズル機構等の部品の摺動部および/または可動部の表面に、射出成形または圧粉成形で成形され、HRC55〜65の硬さを有し、高温耐摩耗性を具備する合金製焼結体からなる摺動部材を、一体的に接合または嵌合する。ターボチャージャ部品をオーステナイト系ステンレス鋼製、摺動部材をCo基合金製焼結体とすることが好ましい。このような構成のターボチャージャ部品を使用することにより、ターボチャージャの信頼性が顕著に向上するとともに、高合金製部材の使用が部分的となり、高価な合金の使用量を低減でき、部品の低コスト化に大きく寄与する。なお、接合は、銅ろう、Niろうを用いたろう付けとすることが好ましい。
(もっと読む)
焼結部品の製造方法と粉末成形装置
【課題】粉末成形装置の上パンチに付着した異物が落下してキャビティ内原料粉末に混入する事態をなくし、金型潤滑成形法で原料粉末を成形して製造される焼結部品の生産歩留まりを向上させることを課題としている。
【解決手段】少なくともダイ1と、上パンチ2と、下パンチ3を備える金型を使用して原料粉末Pの圧縮成形を金型潤滑法で行う焼結部品の製造方法において、上パンチ2の周囲をダクト6で覆い、そのダクト6の内部を吸引装置7で吸引して上パンチ2の表面に付着した異物を吸引回収するようにした。
(もっと読む)
圧粉磁心及びその製造方法
【課題】高磁場下における恒透磁率特性の確保と鉄損の低減を両立した圧粉磁心、及びその製造方法を提供する。
【解決手段】圧粉磁心10は、金属粉1間に、粒子状金属酸化物3を含む絶縁層2を備えた圧粉磁心であって、絶縁層2は、元素としてCa、P、O、Si及びCを含む。
(もっと読む)
潤滑剤噴射装置、圧粉磁心の製造方法、およびリアクトル用コア
【課題】ダイの内周面に均等に潤滑剤を塗布することができる潤滑剤噴射装置を提供する。
【解決手段】潤滑剤噴射装置は、粉末成形用金型に備わるダイの内周面に潤滑剤を噴射する噴射ノズル1を備える。噴射ノズル1をダイの軸方向にほぼ平行な方向に駆動することで、当該噴射ノズルをダイの内部空間に挿脱する駆動機構を備える。噴射ノズル1は、潤滑剤を噴射するための複数の噴射口1aを有する筒状部材であり、かつ、各噴射口1aの軸は、ダイの軸方向と交差する方向に延びる。
(もっと読む)
金属粉末の被覆方法、金属粉末の被覆装置、金属粉末用被膜、被覆金属粉末、圧粉磁心および圧粉磁心の製造方法
【課題】欠陥のない均一な表面被膜を形成することができる金属粉末の被覆方法を提供する。
【解決手段】本発明の金属粉末の被覆方法は、金属粉末(S)とその表面に被膜を形成する被膜材の溶液である被覆処理液(L)とを収容体(11)に入れて両者を接触させる接触工程と、この接触工程後またはその際中に金属粉末を乾燥させる乾燥工程とを備える金属粉末の被覆方法において、接触工程は、金属粉末を略上方へ移送する上方移送過程と上方移送過程後の金属粉末を自重によって落下させる落下過程とを金属粉末が収容体内で被覆処理液と少なくとも部分的に接触し得る雰囲気下で繰り返す遊動接触工程であることを特徴とする。この本発明によれば、接触工程中の金属粉末間の摩擦等が少なく、金属粉末表面の被覆が損傷され難い。
(もっと読む)
軸受スリーブの製造方法及び流体軸受装置
【課題】焼結素材の軸方向両端部における内径寸法差を低減して回転精度を向上することのできる動圧軸受の製造方法を提供する。
【解決手段】焼結工程で形成された焼結素材11を、ダイ13および一対のパンチ14、15を用いてサイジングすることにより、軸部材2に外挿され、内周面が軸部材2の外周面との間にラジアル軸受隙間を形成する円筒状の軸受スリーブの製造方法である。サイジング工程において、一方のパンチ14からの加圧力で焼結素材11をダイ13に圧入した後、他方のパンチ15を一方のパンチ14側に移動させることで、焼結素材11を軸方向に圧縮する。
(もっと読む)
噴射ノズル、潤滑剤噴射装置、圧粉磁心の製造方法、およびリアクトル用コア
【課題】金型の内壁面に均等に潤滑剤を塗布することができる噴射ノズル、およびこの噴射ノズルを備える潤滑剤噴射装置を提供する。
【解決手段】ノズル本体2と、ノズル本体2の内部空間20にはめ込まれる拡散部材3とを備え、本体開口部20Aと拡散部材3との間に形成される環状の噴射口4から金型の内周面に潤滑剤を噴射する噴射ノズル1において、噴射口4の輪郭形状を、金型の開口部の輪郭形状と相似する非円形とする。このような噴射ノズル1を備える潤滑剤噴射装置によれば、金型の内周面全体に満遍なく潤滑剤を噴射することができる。その結果、金型から粉末成形体を外し易く、しかも、金型からはずした粉末成形体の表面に損傷が生じ難くなる。
(もっと読む)
噴射ノズル、潤滑剤噴射装置、圧粉磁心の製造方法、およびリアクトル用コア
【課題】金型の内壁面に均等に潤滑剤を塗布することができる噴射ノズル、およびこの噴射ノズルを備える潤滑剤噴射装置を提供する。
【解決手段】ノズル本体2と、ノズル本体2の内部空間20にはめ込まれる拡散部材3とを備え、本体開口部20Aと拡散部材3との間に形成される環状の噴射口4から金型の内周面に潤滑剤を噴射する噴射ノズルにおいて、噴射口4の輪郭形状を、金型の開口部の輪郭形状と相似する非円形とする。そして、拡散部材3の角部3cの曲率半径Riを、本体開口部20Aの隅部2cの曲率半径Roよりも大きくする。このような噴射ノズルを備える潤滑剤噴射装置によれば、金型の内周面全体に満遍なく潤滑剤を噴射することができる。その結果、金型から粉末成形体を外し易く、しかも、金型からはずした粉末成形体の表面に損傷が生じ難くなる。
(もっと読む)
圧粉磁心およびその製造方法
【課題】低透磁率、高磁束密度および高強度を満たすことができる圧粉磁心を提供する。
【解決手段】本発明の圧粉磁心は、軟磁性粉末と加熱硬化型のシリコーン樹脂の溶液とを接触させて乾燥させる第1被覆層形成工程と第2被覆層形成工程を行い、第2被覆層形成工程の乾燥温度を第1被覆層形成工程の乾燥温度よりも低くして製造した磁心用粉末を加圧成形した圧粉成形体からなる。第2被覆層の割合を40〜90質量%、軟磁性粉末の真密度(ρ0)に対する圧粉成形体の嵩密度(ρ)の比である密度比(ρ/ρ0:%)を85〜91%とすることで、低透磁率、高磁束密度および高強度を満たす本発明の圧粉磁心が得られる。
(もっと読む)
鉄系軟磁性粉末
【課題】新規な軟磁性複合体粉末、この複合体粉末を製造するための新規な軟磁性粉末、新規粉末の軟磁性複合体部品の製造方法を提供すること。
【解決手段】本発明は、軟磁性複合体の製造に適した高純度の、アニールされた鉄粉末に関する。この粉末は、避け難い不純物含有量が0.25%未満であること、酸素含有量が0.05%未満であること、及びBET法で測定した比表面積が60m2/kg未満であることを特徴とする。
(もっと読む)
焼結部品の製造方法
【課題】この発明は、端面に段差を有する高密度焼結部品を、金型のトランスファーによるネットシェイプやニアネットシェイプ成形を可能にしながら金型の焼き付きや部品の割れなどを生じさせずに低コストで製造できるようにすることを課題としている。
【解決手段】粉末の成形をトランスファー成形で行って圧粉体を得る圧粉成形工程と、得られた圧粉体を焼結する工程を経て端面に段差のある焼結部品を製造するときの粉末の成形を、少なくとも前記トランスファー成形で圧縮方向の相対移動を生じる部分の表面が摩擦係数0.3以下の固体潤滑膜30に被覆された金型を使用して行なうようにした。
(もっと読む)
圧粉体の製造方法、複合軟磁性材の製造方法、焼結体の製造方法、及びプレミックス粉末
【課題】生産性を損なうことがなく、更なる高密度化を図ることが可能な圧粉体の製造方法を提供する。
【解決手段】金型2のキャビティ2a内に原料粉末を充填した後に、キャビティ2a内で原料粉末を加圧成形することによって所定の形状の圧粉体Aを製造する際に、液体潤滑剤を内包するマイクロカプセルを原料粉末中に添加し、加圧成形時にマイクロカプセルの殻から破れ出た液体潤滑剤によって金型2の内面を潤滑する。
(もっと読む)
筒内噴射式内燃機関、筒内噴射式内燃機関用ピストン、筒内噴射式内燃機関用ピストンの低熱伝導合金および筒内噴射式内燃機関用ピストンの低熱伝導部材とその製造方法
【課題】ピストン用アルミニウム合金との適合性に優れた低熱伝導合金を提供する。
【解決手段】本発明の筒内噴射式内燃機関用ピストンの低熱伝導合金は、筒内噴射式内燃機関用ピストンの燃料衝突域に用いられ低熱伝導域を形成する低熱伝導部材に用いられ、全体を100質量%としたときに、Mn:5〜35質量%と、C:0.5〜1.5質量%と、残部:Feおよび不可避不純物若しくは付従的元素とからなることを特徴とする。この低熱伝導合金は、熱伝導率が非常に低く、線膨張係数がピストン用アルミニウム合金の線膨張係数に非常に近接しており、耐熱疲労性等にも優れる。
(もっと読む)
大型高密度圧粉成形体の成形方法
【課題】金型潤滑成形法により大型高密度圧粉成形体を成形するに際し、かじり傷や、潤滑剤巻き込み傷などのない、健全な圧粉成形体を得ることができるようにした、大型高密度圧粉成形体の成形方法を提供すること。
【解決手段】深さが9cm以上、かつ、容積が700cm3以上であるキャビティーを有する金型を用い、前記キャビティーに原料粉末を充填し、金型潤滑成形法あるいは温間金型潤滑成形法により密度7.60g/cm3以上の大型高密度圧粉成形体を成形する方法であって、前記金型の内壁面の上半部に単位面積当たり3〜6mg/cm2の範囲を満たす量の潤滑剤を塗布するとともに、下半部に単位面積当たり0.05〜0.1mg/cm2の範囲を満たす量の潤滑剤を塗布することを特徴とする大型高密度圧粉成形体の成形方法である。
(もっと読む)
大型高密度圧粉体の成形方法
【課題】金型内壁に塗布された潤滑剤の脱離を生ずることなく粉末充填して高圧成形し、抜き取り圧力の増大やかじり等の成形不良を生じない成形方法を提供する。
【解決手段】内壁2aに潤滑剤を塗布した深さ70mm以上の大型キャビティ1内へ、粉箱4から粉末Pを充填して成形する大型高密度圧粉体の成形方法において、前記粉箱4の底面に、金型2の開口部形状と相似縮小された形状を有する粉末排出口4aと開閉するシャッター5とを備え、前記金型2開口部の外接円径Dと粉末排出口4aの外接円径D0との差(D−D0)を5mm以上、隙間係数f=2t/{D(1−K)tanθ}>1を満足する様に構成し、前記粉末排出口4aと前記金型2の開口部の各中心を略一致させた状態で、キャビティ1内に粉末充填した後高圧成形する。ここで、tは前記粉末排出口と前記金型の上面との隙間、θは充填する粉末の安息角、K=D0/Dである。
(もっと読む)
1 - 20 / 49
[ Back to top ]