
Fターム[4K018EA60]の内容
粉末冶金 (46,959) | 成型と焼結を同時に、交互に行うもの (1,683) | その他 (108)
Fターム[4K018EA60]に分類される特許
61 - 80 / 108
Al−Ni−La−Si系Al合金スパッタリングターゲットおよびその製造方法
【課題】Ni、La、およびSiを含むAl−Ni−La−Si系Al合金スパッタリングターゲットを用いて成膜したときに発生するスプラッシュを低減し得る技術を提供する。
【解決手段】Ni、La、およびSiを含有するAl−Ni−La−Si系Al合金スパッタリングターゲットであって、スパッタリングターゲットの平面に対して垂直な断面における(1/4)t(tは厚み)〜(3/4)tの部位を走査型電子顕微鏡(2000倍)で観察したとき、(1)Al及びNiを主体とするAl−Ni系金属間化合物について、Al−Ni系金属間化合物の全面積に対する平均粒径0.3〜3μmのAl−Ni系金属間化合物の合計面積≧70%であり、(2)Al、Ni、La、およびSiを主体とするAl−Ni−La−Si系金属間化合物について、Al−Ni−La−Si系金属間化合物の全面積に対する平均粒径0.2〜2μmのAl−Ni−La−Si系金属間化合物の合計面積≧70%である。
(もっと読む)
三次元形状造形物の製造方法及び製造装置
【課題】三次元形状造形物の製造方法において、複数の光ビームによって効率的な造形を行う。
【解決手段】金属光造形加工機1は、金属粉末2の粉末層21が敷かれる造形用プレート3と、造形用プレート3を保持し、上下に昇降する造形用テーブル31と、粉末層21を形成する粉末層形成部4と、粉末層21に複数の光ビームを照射する照射部5と造形の進捗状況を撮影するカメラ6と、金属光造形加工機1を制御する制御部と、を備える。粉末層21の層毎の造形エリアに対し、複数の光ビームLそれぞれが造形する造形エリアを予め決めておき、照射部5に、それぞれの造形エリアに対応する走査データを同時に順次実行させ、並列動作によって三次元形状造形物を造形する。このように、複数の光ビームを並列動作によって照射するので、効率良く三次元形状造形物を造形することができる。
(もっと読む)
積層造形装置

【課題】精度の高い積層造形物の製造に応ずることができる上に装置の小型化にも応ずることができるものとする。
【解決手段】粉末層形成手段と、粉末層の所定箇所に光ビームを照射して該当個所の粉末を焼結または溶融固化させて硬化層を形成する光学機器とを備え、粉末層の形成と硬化層の形成とを繰り返すことで複数の硬化層が積層一体化された造形物を製造するものにおいて、粉末層及び硬化層がその上面側に形成されるベース11と、該ベースの外周を囲んでいるとともにベースに対して上下移動自在な昇降枠12と、該昇降枠を上下に移動させる昇降駆動手段とを備える。粉末層は昇降枠の内周面で囲まれたベース上方空間に形成されるものであり、ベースを動かさずにベース上に粉末層(硬化層)を積み上げていくことができるために、高精度なものを容易に得ることができる。
(もっと読む)
光造形による造形方法
【課題】造形物の底部のベースプレートからの剥離を防止し、かつ造形物表面の巣を減少させ、造形物表面の品質を向上させ、さらに各領域間の繋がりが強化する。
【解決手段】光造形による造形方法において、ベースプレート2上に造形される造形物3の表面となるスキン10は最も低速でレーザ照射を行い、その内部を内側から外側に向かってコア9a、コア9b、コア9cの複数領域に分割し、これらに対するレーザ照射速度をスキン10へのレーザ照射速度より速い速度でかつコア9c、コア9b、コア9aの順に段階的に速くなる速度とした。
(もっと読む)
粉末状材料の静電層を塗工する装置並びに3次元物体を製造する装置及び方法
本発明は、塗工表面に粉末を塗工する装置に関する。該装置は、粉末容器35と、粉末容器と塗工表面との間に電圧を印加する電圧源32とを有する。粉末容器35は、少なくとも部分的には導電性材料によって構成され、電圧印加中に塗工表面に面する側で、開口35aを有し又は完全に開く。 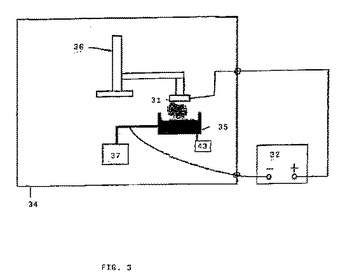 (もっと読む)
(もっと読む)
三次元形状造形物の製造方法及び製造装置
【課題】三次元形状造形物の製造方法において、加工精度を良くする。
【解決手段】三次元形状造形物の製造方法は、造形用プレート22に無機質又は有機質の粉末材料を供給して粉末層21を形成する粉末層形成工程と、粉末層21の所定の箇所に光ビームを照射して粉末層21を焼結、又は溶融硬化させ硬化層を形成する硬化工程とを備え、粉末層形成工程と硬化工程とを繰り返すことにより複数の硬化層が一体化された造形物11の形成の途中において、造形物11の表面及び表面内側を除去する除去工程を少なくとも1回以上繰り返す。そして、除去工程時に、造形用プレート22を所定の冷却手段により冷却する冷却工程を含み、この冷却工程により所定の温度まで冷却した後に除去仕上げ加工を行なう。除去仕上げ加工がされた後に造形物11が収縮しないので、加工精度が良くなる。
(もっと読む)
セラミックス分散マグネシウム複合材料及びその製造方法
【課題】軽量性と耐熱性が要求される部位に幅広く適用可能なマグネシウム基複合材料を提供する。
【解決手段】マグネシウム粉末あるいはマグネシウムを主成分とする合金粉末とセラミックス粉末を複合化した塊状のセラミックス分散マグネシウム基複合材料であって、当該複合材料の円相当径が0.3mmより大であり、セラミックス粒子が5重量%以上で60重量%以下であり、X線回折によりマグネシウムとセラミックスを示す回折ピークが観察され、マグネシウムとセラミックスの界面での脆化相の形成が観察されない、ことを特徴とする塊状のセラミックス分散マグネシウム基複合材料、及びマグネシウム粉末あるいはマグネシウムを主成分とする合金粉末とセラミックス粉末を、硬質なボール及び容器を用いた密閉型の乾式粉砕・混合方法により複合化する塊状のセラミックス分散マグネシウム基複合材料の製造方法。
(もっと読む)
三次元形状造形物の製造方法
【課題】複雑な設計や後の加工を要することなく、ガスが効果的に抜けるように設計された三次元形状造形物の製造方法を提供する。
【解決手段】粉末材料13の層10の所定箇所に光ビームLを照射して該当箇所の粉末を焼結させることで焼結層11を形成し、この焼結層11の上に新たな粉末材料13の層10を被覆して所定箇所に光ビームLを照射して該当箇所の粉末を焼結させることで下層の焼結層11と一体になった新たな焼結層11を形成することを繰り返して複数の焼結層11が積層一体化された三次元形状造形物を製造する方法において、当該方法は、焼結層11に各焼結層11間を連通するクラック17を発生させる工程を含み、クラック17は、粉末材料13の層10の焼結層11においてクラックを発生させる箇所に、クラック17を発生させる添加粉末14を供給して、光ビームLを照射することで選択的に形成される。
(もっと読む)
三次元形状造形物の製造方法
【課題】光造形法により三次元形状造形物を製造するにあたり、粒径が小さい粉末材料を用いつつも、粉末材料の層を薄くかつ均一に形成することにより、三次元形状造形物を高精度に製造することを目的とする。
【解決手段】光ビームLが照射されるテーブル20上に供給された粉末材料に上部から圧力を付加することにより粉末どうしを圧着固化させてテーブル20の全面にならす工程Aと、その後、テーブル20の全面にならされた粉末材料の所定厚さΔtの表面部13を切削除去する工程Bと、を含むことを特徴とする。
(もっと読む)
三次元形状造形物の製造方法
【課題】焼結層の形成後にそれまでに製造した造形物における表面部または不要部分の少なくとも一方の切削除去を行うにあたり、細い切削工具を用いても、効率の良い切削を行うことができる三次元形状造形物の製造方法を提供する。
【解決手段】切削除去に使用する切削工具41の工具径に応じて、焼結層11を形成するために供給する粉末材料の被覆厚さおよび照射する光ビームLのエネルギー量、集光径、さらに被覆する粉末の粒径を設定する。
(もっと読む)
三次元形状造形物の製造方法
【課題】三次元形状造形物の製造方法において、三次元形状造形物の造形後に機械加工を容易に行なうことができるようにする。
【解決手段】三次元形状造形物8の製造方法は、造形用プレート3に金属粉末を供給して粉末層を形成する粉末層形成工程と、粉末層に光ビームを照射して粉末層を溶融させ焼結硬化層を形成する照射工程とを備える。そして、照射工程時に、造形用プレート3のうち三次元形状造形後に所定の機械加工が予定されている領域近傍に形成されている粉末層に対しては光ビームを照射しない。光ビームを照射しないので、造形用プレートには焼入れによる硬化が生じず、従って、機械加工される領域内は硬度差が小さいので、造形後の機械加工を容易に行なうことができる。
(もっと読む)
三次元形状造形物の製造方法
【課題】三次元形状造形物の製造方法において、三次元形状造形物の造形後に機械加工を容易に行なうことができるようにする。
【解決手段】三次元形状造形物8の製造方法は、造形用プレート3に金属粉末を供給して粉末層を形成する粉末層形成工程と、粉末層に光ビームを照射して粉末層を溶融させ焼結硬化層を形成する照射工程とを備える。そして、照射工程の実施によって硬化されるであろう造形用プレート3の硬化層に相当する第1の領域E1のうち、三次元形状造形後に所定の機械加工が予定されている領域に相当する第2の領域E2を、三次元形状造形前に予め除去加工する。第2の領域E2が除去されて、造形用プレート3の機械加工が行なわれる領域に、硬化した箇所が無いので、三次元形状造形物8の機械加工を容易に行なうことができる。
(もっと読む)
義歯の製造法
【課題】良好な加工性を示すコバルト−クロム合金からなる義歯を提供すること。
【解決手段】
レーザ溶融法および/またはレーザ焼結法により義歯を製造するための
43〜68重量%のコバルト、
12〜30重量%のクロム、
8〜25重量%のタングステン、
0〜13重量%の鉄、
0〜30重量%のマンガン、
0〜10重量%のモリブデン、
0〜5重量%の元素アルミニウム、タンタル、レニウム、チタンのうちの少なくとも1つ、および
0.1重量%未満の炭素
からなるコバルト−クロム合金の使用。
(もっと読む)
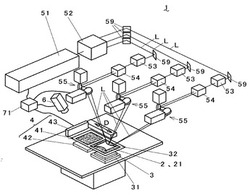
三次元形状造形物の製造装置及び製造方法
【課題】ヒュームや飛散した粉末による影響をなくすことができる上に、製造した造形物をチャンバーから取り出す
【解決手段】ステージ20上に形成された粉末層の所定箇所に光ビームLを照射する光ビーム照射手段3と、ステージ上及び既に焼結された焼結層上に粉末層を供給する粉末供給手段2とを備える。光ビーム照射手段はその光ビームの照射範囲の直上位置からずれた位置に配されて粉末層に斜め方向から光ビームを照射する。ステージ及び粉末供給手段が内部に配されているチャンバー5における光ビームの照射範囲の直上位置には、焼結形成された三次元形状造形物の取り出し用で且つ開閉自在な蓋で閉じられた開口部52を備える。
(もっと読む)
三次元形状造形物の製造方法
【課題】金属粉末材料層を薄く形成することが可能な三次元形状造形物の製造方法を提供すること。
【解決手段】金属の粉末材料Pの層の所定箇所に光ビームLを照射して当該箇所の粉末を焼結することで形成された焼結層mの表面上に新たな粉末材料Pの層を形成し、この新たな粉末材料Pの層の所定箇所に光ビームLを照射して当該箇所の粉末材料Pを焼結することで下層の焼結層mと一体となった新たな焼結層mを形成するという工程を繰り返して、複数の焼結層mが積層一体化された三次元形状造形物Mを製造するにあたり、前記下層の焼結層mの表面に新たな粉末材料Pの層を形成する前に当該下層の焼結層mの表面に接着剤gを散布し、その後、当該接着剤gが散布された焼結層mの表面に新たな粉末材料Pの層を積層する。
(もっと読む)
三次元形状造形物の製造方法
【課題】金属粉末材料層を薄く形成することが可能な三次元形状造形物の製造方法を提供すること。
【解決手段】金属の粉末材料Pの層の所定箇所に光ビームLを照射して当該箇所の粉末を焼結することで形成された焼結層mの表面上に新たな粉末材料Pの層を形成し、この新たな粉末材料Pの層の所定箇所に光ビームLを照射して当該箇所の粉末材料Pを焼結することで下層の焼結層mと一体となった新たな焼結層mを形成するという工程を繰り返して、複数の焼結層mが積層一体化された三次元形状造形物Mを製造するにあたり、前記下層の焼結層mの表面に新たな粉末材料Pの層を形成する前に当該下層の焼結層mの表面粗さを増大させる加工を行い、当該表面粗さを増大させた焼結層mの表面に新たな粉末材料Pの層を積層する。
(もっと読む)
粉末合金圧延用ケースおよび圧延材の製造方法
【課題】安価で、かつ、圧延加工時に破損が生じることがない、粉末合金圧延用ケースとこの粉末合金圧延用ケースを利用した圧延材の製造方法を提案する。
【解決手段】粉末合金圧延用ケース1は、2つの部材10a,10aを組み合わせて矩形枠状に形成され、金属粉末2の側面を囲う側面構成部材10と、側面構成部材10の一方の開口部に覆設され、金属粉末2の上面を覆う上蓋構成部材11と、側面構成部材10の他方の開口部に覆設され、金属粉末2の下面を覆う下蓋構成部材12とにより箱型に形成されていて、側面構成部材10を構成する部材10a同士の接合部10b,10bが、側面構成部材10の四つの側面のうち対向する2つの側面にそれぞれ設けられている。
(もっと読む)
粉末材料を用いた積層造形法による構造体の設計方法
【課題】最適設計を短時間で行なうことが可能な粉末材料を用いた積層造形法による構造体の設計方法を提供する。
【解決手段】粉末材料を用いた積層造形法による構造体の設計方法は、設計仕様に基づいて構造体の形状を決定する第1工程と、形状が決定された構造体で設計仕様から要求される重要部位の配置および重要部位の機械的特性値を決定する第2工程と、形状が決定された構造体から重要部位を除いた非重要部位に対して位相最適化手法を適用して非重要部位の機械的特性値分布を求める第3工程と、機械的特性値分布から求めた非重要部位の変位が、設計仕様から要求される変位となるように機械的特性値分布を修正する第4工程とを有し、重要部位を機械的特性値を備えた焼結部で構成し、非重要部位を修正した機械的特性値分布を有する焼結部で構成する。
(もっと読む)
金型構成部材及びその製造方法
【課題】流路を自由な形状に形成することができ、流路内を流れる冷却媒体が抵抗をあまり受けずにスムーズに流れる金型構成部材を提供する。
【解決手段】冷却媒体が流通可能な冷却媒体用流路7を有し、射出成形型の一部を構成する金型構成部材であって、前記冷却媒体用流路7は、略平行に配置された複数の本体部15,17と、該本体部15,17の端部同士をつなぐ屈曲部19とから一体に連通された閉回路である。
(もっと読む)
金型およびその製造方法
【課題】加飾部を有する金型の製造に要する時間や費用を低減できる金型の製造方法を提供することを目的とする。
【解決手段】成形材料にレーザ光15を照射して成形材料を焼結させた焼結体30を金型本体13の表面に部分的に形成して、高さと表面粗さが金型本体13の表面とは異なる加飾部を形成する。
(もっと読む)
61 - 80 / 108
[ Back to top ]