
Fターム[4K018HA03]の内容
Fターム[4K018HA03]に分類される特許
1 - 20 / 120
タングステン製品の製造方法
【課題】切削加工を使用した、薄肉で中空の形状を有し純度99.9%以上のタングステンから成るタングステン製品を製造する製造方法を提供する。
【解決手段】タングステン粉末を円柱などの単純形状のブロックに成形するプレス工程と、前記成形されたタングステンブロックを、所定の比重となるように仮焼結する仮焼結工程と、前記仮焼結されたタングステンブロックの端部を把持しながら、前記タングステンブロックの外部と内部を切削し、その後、前記端部を切り離して薄肉で中空の形状を有するタングステン中空体を成形する切削工程と、前記切削成形されたタングステン中空体を、所定の比重となるように本焼結する本焼結工程と、前記本焼結されたタングステン中空体を仕上げ加工する工程とを含むものである。
(もっと読む)
希土類磁石前駆体の焼結体を形成する磁性粉体の製造方法
【課題】希土類磁石前駆体の焼結体を形成する磁性粉体の製造方法に関し、組織内に粗大粒を含まない磁性粉体を精緻かつ効率的に選別し、最適なナノサイズの結晶粒からなる組織を有する磁性粉体を製造することのできる希土類磁石前駆体の焼結体を形成する磁性粉体の製造方法を提供する。
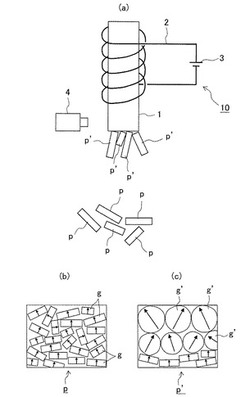
【解決手段】ナノ結晶組織のNd-Fe-B系の主相である結晶粒と粒界相からなる焼結体Sであって、焼結体Sに異方性を与える熱間塑性加工が施され、保磁力を向上させる合金が拡散されて形成される希土類磁石の前駆体である焼結体Sを形成する磁性粉体pの製造方法であり、金属溶湯を冷却ロールR上に吐出して急冷リボンBを製作し、50μm〜1000μmの粒度範囲内に粉砕して0.0003mg〜0.3mgの質量範囲の磁性粉体を製作し、該質量範囲の磁性粉体が2mT以下の表面磁束密度を有する磁石に吸着するか否かを検査し、吸着しない磁性粉体pを選別して焼結体Sを形成する磁性粉体とする。
(もっと読む)
永久磁石及び永久磁石の製造方法

【課題】湿式粉砕を用いた場合であっても、焼結前に磁石粒子の含有する炭素量を予め低減させることができ、焼結後の磁石の主相と粒界相との間に空隙を生じさせることなく、また、磁石全体を緻密に焼結することが可能となった永久磁石及び永久磁石の製造方法を提供する。
【解決手段】粗粉砕された磁石粉末を、有機溶媒中でビーズミルにより粉砕し、その後、圧粉成形した成形体を大気圧より高い圧力に加圧した水素雰囲気下において200℃〜900℃で数時間保持することにより水素中仮焼処理を行う。続いて、焼成を行うことによって永久磁石1を製造する。
(もっと読む)
焼結軸受およびその製造方法
【課題】銅の使用量を削減して低コスト化を図ることができ、その一方で初期なじみ特性や静粛性が良好で、かつ高い耐久性を備える焼結軸受を提供する。
【解決手段】焼結軸受1は、低融点金属で結合された鉄組織と銅組織とを含有する。銅組織の一部または全部を扁平銅粉で形成し、鉄組織をフェライト相αFeとする。軸受1には、銅の含有量が均一になったベース部S2と、ベース部S2の表面を覆い、ベース部S2よりも銅の含有量を大きくした表面層S1とを設ける。
(もっと読む)
永久磁石及び永久磁石の製造方法
【課題】焼結後の磁石の主相と粒界相との間に空隙を生じさせることなく、また、磁石全体を緻密に焼結することが可能となった永久磁石及び永久磁石の製造方法を提供する。
【解決手段】粉砕されたネオジム磁石の微粉末に対して、M−(OR)x(式中、MはCu、Al、Dy、Tb、V、Mo、Zr、Ta、Ti、W又はNbである。Rは炭化水素からなる置換基であり、直鎖でも分枝でも良い。xは任意の整数である。)で示される有機金属化合物が添加された有機金属化合物溶液を加え、ネオジム磁石の粒子表面に対して均一に有機金属化合物を付着させる。その後、乾燥させた磁石粉末を大気圧より高い圧力に加圧した水素雰囲気下において200℃〜900℃で数時間保持することにより水素中仮焼処理を行い、更に、水素中仮焼処理によって仮焼された粉末状の仮焼体を真空雰囲気で200℃〜600℃で数時間保持することにより脱水素処理を行う。
(もっと読む)
多孔質焼結コンポジット材料
【課題】広い表面積触媒、センサー、充填ベッドにおける汚染物質除去装置および流体に対する汚染物質除去膜として使用できる多孔質コンポジット材料を提供する。
【解決手段】多孔質基体材料120は、多孔質基体材料の一部分に侵入している粉末ナノ粒子材料130を有し、多孔質基体材料120内の粉末ナノ粒子材料130は、細孔内および/または多孔質基体材料120の表面上に多孔質焼結ナノ粒子材料を形成するために焼結されるか、あるいは相互溶融によって相互に連絡されている。好ましくは、この多孔質コンポジット材料は焼結ナノ粒子材料全体にわたってナノメートルサイズの細孔を含む。
(もっと読む)
一体型ヘッダの製造中に異種金属溶接(DMW)を省くための機能的に段階付けられた組成制御方法
【課題】異種金属溶接が介在せず且つ溶接後の熱処理の必要性を省いたヘッダアセンブリの製造方法を提供する。
【解決手段】ヘッダアセンブリ10のリバースモールド(逆形の型)を提供するステップと、リバースモールド10のヘッダ部分を微粒化低合金粉末で充填することでヘッダ部分12を形成するステップと、管部分11を形成するステップとを含んでいる。管部分は、[リバースモールドの]管部分の第1部分13を微粒化低合金鋼粉末で充填すること、低合金鋼からオーステナイトステンレス鋼へと段階的に変化する一連の微粒化鋼粉末で管部分の第2部分を充填することで移行領域14を形成すること、及び、管部分の第3部分15を微粒化オーステナイトステンレス鋼粉末で充填すること、によって形成される。この方法は更に、微粒化粉末を高温、高圧雰囲気中で固めて溶融させるステップを含む。
(もっと読む)
圧粉磁心及びその製造方法、並びにコイル部品
【課題】量産コストを低減させることができる圧粉磁心の製造方法を提供する。
【解決手段】絶縁被覆処理された純鉄粉又は鉄を主成分とする鉄系合金粉末を金型を用いて加圧成形して圧粉磁心を得る工程S1、得られた圧粉磁心に熱処理を施す工程S2、及び熱処理された圧粉磁心の少なくとも一部に研削砥石を用いた後加工を施す工程S3を含んでいる。前記後加工を施す工程において、圧粉磁心及び研削砥石を自転させつつ研削加工を施すことで圧粉磁心の加工面に生じる加工跡を等方性にする。
(もっと読む)
希土類磁石の分離回収方法、希土類磁石の製造方法、及び回転電機の製造方法
【課題】分離対象物から分離回収した希土類磁石の純度を向上させることができる希土類磁石の分離回収方法、希土類磁石の製造方法、及び回転電機の製造方法を得る。
【解決手段】回転子鉄心2と回転子鉄心2に接着剤4を介して固定された永久磁石(希土類磁石)3とを含む回転子(分離対象物)1から希土類磁石3を分離回収する希土類磁石の分離回収方法では、まず、水素分圧が1Pa以下の真空又は非酸化性ガス中で回転子1を昇温させる(昇温工程)。この後、水素分圧が1Pa以上で15Pa以下の真空又は非酸化性ガス中で、900℃以上で1000℃以下の温度に回転子1の温度を維持する(所定温度域工程)。この後、水素分圧が1Pa以下の真空又は非酸化性ガス中で回転子1を降温させる(降温工程)。
(もっと読む)
粉末冶金加工を利用して一体型のヘッダ及び管取替え部分を製造する方法
【課題】コスト効率が高く、短い準備期間で可能で、かつ多くの取り付け溶接品を省くことができる、一体型のヘッダ及び管の取換え部分の製造方法を提供する。
【解決手段】一体型のヘッダ及び管取替え部分の製造方法であって、ヘッダと管の取替え部分のリバースモールド(逆形の型)を提供するステップと、微粒化鋼粉末を提供するステップと、リバースモールドを微粒化鋼粉末で充填するステップとを含んでいる。この方法は、モールドを熱間静水圧プロセス(HIP)炉に挿入し、粉末を固めて焼結させ、ヘッダ及び管取替え部分の形状にするステップを更に含んでいる。
(もっと読む)
焼結軸受及びこれを備えた流体動圧軸受装置
【課題】焼結軸受に粗大な気孔が形成されることを防止し、潤滑不良や動圧作用の低下を防止する。
【解決手段】焼結金属の原料に、主成分金属(Cu)と低融点金属(Sn)とからなる部分合金化粉を含む金属粉末を用いる。これにより、Snが焼結金属に均一に拡散されるため、Snの偏析を防止できる。また、部分合金化粉は、微細な粒子を簡単に製造できるため、焼結金属の組織を微細化できると共に、Snの溶融による気孔も微細化できる。以上により、表面開孔を微細化して最大径を100μm以下とすることが可能となる。
(もっと読む)
ボンド磁石およびその製造方法
【課題】樹脂量を0.5〜1.0質量%と低減させた原料粉末を高圧力の下で成形してもクラックの発生し難い健全な圧粉体を得ることにより、密度の高いボンド磁石を提供する。
【解決手段】磁石粉末を樹脂で結着したボンド磁石であって、中空部を有する筒形状を有し、中空部の軸方向の両端部もしくは一方の端部に樹脂量が1.5〜2.0質量%の第1層P11が設けられているとともに、残部に樹脂量が0.5〜1.0質量%の第2層P12が設けられ、密度が6.4Mg/m3以上である。
(もっと読む)
焼結結合した多孔質金属被覆
【課題】多孔質の薄いナノ粉末焼結層を基体上に堆積する。
【解決手段】複合構造体は、第一平均孔径の孔を有する基体、及びその基体の少なくとも1表面への被覆を包含する。この被覆は第二平均孔径の孔を有する。基体上に多孔質被覆を形成する方法は、(1)キャリヤー流体中の焼結可能粒子の懸濁物41を形成する工程及び懸濁物41をリザーバ43に収容する工程;(2)リザーバー43での撹拌により懸濁物41を維持する工程;(3)懸濁物41を超音波スプレーノズル51へ移送する工程;(4)前記懸濁物41の第一被覆を前記基体に適用する工程、並びに;(5)前記焼結可能粒子を前記基体に焼結する工程であって、それにより被覆された基材を形成する工程;を含む。
(もっと読む)
粉末成形品製造方法及び粉末成形品製造装置
【課題】除去加工工程等を行うことなくプレス成形のみで成形可能な粉末成形品製造方法及び粉末成形品製造装置を提供する。
【解決手段】内径側にアンダーカット形状を有する粉末成形品Sを成形する粉末成形品製造装置および粉末成形品製造方法である。自由状態において内径側に膨出する膨出部10を有するアンダーカット型をダイ1に挿入した後、ダイ1とアンダーカット型2とで構成される原料充填空間Aに、原料粉末S1を充填する。次に、アンダーカット型2の膨出部10を外径側へ膨出させた状態で原料粉末S1を加圧することによって、内径側にアンダーカット形状を有する粉末成形品Sを成形する。その後、アンダーカット型2の膨出部10を内径側へ膨出する元の状態に戻した後、ダイ1とアンダーカット型2とから粉末成形品Sを取り出す。
(もっと読む)
ラジアル異方性リング磁石の製造装置
【課題】キャビティの軸方向での磁場勾配を軽減し、配向時の磁性粉末の偏りを少なくするラジアル異方性リング磁石の製造装置を提供する。
【解決手段】軸方向に向けて相互に対向する磁界を発生する一対のコイル10A及び10Bと、一対のコイル10A及び10B間に配置され、コア22及びコア22の周囲に配置されたダイ21を有し、コア22とダイ21の間に磁性粉末が供給されるキャビティ28が形成される金型20を備え、コア22は強磁性体と絶縁体且つ非磁性体から構成され、その芯部からキャビティ28の軸方向中央部に対応する箇所の磁気抵抗が、キャビティ28の軸方向両端部に対応する箇所の磁気抵抗に比して小なる部分22Aを設け、キャビティ長をコア22の磁気抵抗の小なる部分の軸長よりも長くしている。
(もっと読む)
焼結バルブガイド材およびその製造方法
【課題】焼結バルブガイド材と同等の耐摩耗性を維持し、低コストと耐摩耗性の維持の両立を図る。
【解決手段】全体組成が、質量比で、P:0.01〜0.3%、C:1.3〜3%、Cu:1〜4%、および残部がFeと不可避不純物からなり、気孔と気孔を除く基地組織からなるとともに、基地組織が、パーライト相、フェライト相、鉄−リン−炭素化合物相、および銅相の混合組織からなり、気孔の一部に黒鉛が分散する金属組織を呈し、断面金属組織を観察したときの金属組織に対する面積比で、鉄−リン−炭素化合物相が、3〜25%であり、銅相が、0.5〜3.5%である。
(もっと読む)
焼結バルブガイド材およびその製造方法
【課題】全体組成中からリンを省いて低コストとしつつ、従来のものと同等の耐摩耗性を維持し、低コストと耐摩耗性の維持の両立を図る。
【解決手段】バルブガイド用焼結合金を、全体組成が、質量比で、C:1.3〜3%、Cu:1〜4%、および残部がFeと不可避不純物からなり、気孔と気孔を除く基地組織からなるとともに、前記基地組織が、パーライト相、フェライト相、鉄炭化物相、および銅相の混合組織からなり、気孔の一部に黒鉛が分散する金属組織を呈し、断面金属組織を観察したときの金属組織に対する面積比で、鉄炭化物相が、3〜25%であり、前記銅相が、0.5〜3.5%であるものとする。
(もっと読む)
摺動部品
【課題】摺動部品において、摺動部の表面銅被覆率を向上する。
【解決手段】原料粉末を成形金型の充填部に充填し、この原料粉末を加圧して圧粉体6を成形し、この圧粉体6を焼結してなる摺動部品たる軸受を形成する。銅系原料粉末は、鉄系原料粉末1より平均直径が小さくかつ該鉄系原料粉末1よりアスペクト比が大きな偏平状の銅系偏平原料粉末2と、該銅系偏平原料粉末2より平均直径が小さい銅系小原料粉末3からなる。そして表面側に銅が偏析している。銅系偏平原料粉末2が表面側に偏析し得られた軸受は、表面側が銅系偏平原料粉末2のみならず銅系小原料粉末3もあらわれて銅に覆われ、表面銅被覆率を向上することができる。
(もっと読む)
焼結含油軸受及びその製造方法
【課題】外周面からの油の漏れを防止できる焼結含油軸受を提供する。
【解決手段】内部に空孔を含む多孔質状の焼結合金により形成された軸受本体2に、回転軸が挿通される軸受孔3が形成された焼結含油軸受1において、軸受本体2の外周面で開放された空孔を潰す。圧粉体において空孔を潰したり、圧粉体を焼結した焼結合金において空孔を潰したりしてもよい。これにより軸受1の外周面7から潤滑油が漏れることがなく、内側の軸受孔3における油圧を確保することができる。また、取付部41の内周面は多角形に形成され、軸受本体2が圧入により嵌合固定される。一方、軸受本体2の外周面7と取付部41の内周面との間には隙間が発生する。
(もっと読む)
圧粉体の焼結方法および圧粉体焼結用治具
【課題】外周面に同心円状の大径部および小径部を有し、大径部から小径部への移行部にはしだいに縮径するテーパ面が形成された円筒状の物品を焼結歪みによる偏った変形を効果的に抑えて形状精度の低下を防ぐ。
【解決手段】熱膨張で変形しやすい薄肉部を部分的に有する圧粉体1Aの小径部10を円筒状の治具20内に挿入し、焼結中においては小径部10の外周面10aを治具20の内周面20aに密着させて拘束し、小径部10の外側への変形を抑える。
(もっと読む)
1 - 20 / 120
[ Back to top ]