
Fターム[4K018HA04]の内容
Fターム[4K018HA04]に分類される特許
41 - 60 / 118
環状圧粉成形体の製造方法
【課題】径の大きい圧粉成形体でも、高い真円度で製造することができる環状圧粉成形体の製造方法を提供する。
【解決手段】金属粉末とバインダーとを混合してなる混合粉末を圧縮して環状の圧粉体2を成形する成形工程と、該圧粉体2サイジングするサイジング工程と、サイジング工程後の圧粉体3を焼成する焼成工程とを有する環状圧粉成形体の製造方法であって、サイジング工程は、圧粉体2の中に、その内周面に対向する外周面を有する冶具4を挿入し、これら圧粉体2及び冶具4を加熱することにより、冶具4の外周面によって圧粉体2の内周面を倣わせながらサイジングする。
(もっと読む)
焼結金属部品およびその製造方法

【課題】軸受面を有する内筒部と、これを内周に収容した外筒部との間の固定強度が高い焼結金属部品を提供する。
【解決手段】焼結金属部品としての焼結金属歯車1は、軸受面3を有する内筒部としての焼結金属製の軸受部2と、これを内周に収容した外筒部としての焼結金属製の歯車部4とからなる。この焼結金属歯車1は、相互に密着する軸受部2の外周面と歯車部4の内周面とを拡散接合させた状態で、歯車部4の内周に軸受部2が圧入固定されたものである。
(もっと読む)
複合軟磁性材料、それを用いた圧粉磁心、およびそれらの製造方法
【課題】鉄損の低減と磁束密度低下の抑制を共に可能にした軟磁性粉末材料ならびに圧粉磁心を提供する。
【解決手段】金属磁性粒子(1)と、前記金属磁性粒子(1)の表面に形成された絶縁皮膜(2)とを有する複合軟磁性材料(3)において、前記絶縁皮膜(2)の表面の少なくとも一部に形成された、前記金属磁性粒子より粒径が小さい金属酸化物磁性粒子(4)を含む絶縁皮膜保護部(5)をさらに有することを特徴とする、複合軟磁性材料、それを用いた圧粉磁心、およびそれらの製造方法を提供する。
(もっと読む)
永久磁石及び永久磁石の製造方法
【課題】 処理箱内に、Dy及びTbの少なくとも一方を含む金属蒸発材料とリング磁石とを収納し、この処理箱を真空チャンバ内に設置した後、真空雰囲気にて当該処理箱を所定温度に加熱して金属蒸発材料を蒸発させてリング磁石に付着させ、この付着したDy、Tbの金属原子を当該焼結磁石の結晶粒界及び/または結晶粒界相に拡散させて高性能磁石を得る場合に、1個の処理箱内に多数の焼結磁石が作業性よく収納でき、その上、高性能磁石が得られる量産性の高い永久磁石の製造方法を提供する。
【解決手段】 処理箱7に前記蒸発した金属原子の通過を許容する外挿体9を並設し、前記外挿体9で囲繞されるようにその内側に少なくとも1個のリング磁石s配置する。そして、内部に金属蒸発材料vが充填され、前記蒸発した金属原子の通過を許容する内挿体10を磁石の内部空間にそれぞれ設けると共に、各外挿体で区画される空間に金属蒸発材料を充填する。
(もっと読む)
圧粉磁心の製造方法
【課題】金属磁性粒子に高電気絶縁牲を付与し、かつ、高温での熱処理を可能にさせ、高透磁率および高抵抗率を有する磁気部品を比較的簡便な方法で提供する。
【解決手段】金属磁性粒子の表面に絶縁酸化被膜を有する絶縁酸化被膜付き金属磁性粒子を圧縮成形し、次いで熱処理を施す圧粉磁心の製造方法において、前記金属磁性粒子が球状もしくは扁平状の粒子であり、前記絶縁酸化被膜が乾式成膜法で成膜された均一な被膜であることを特徴とする圧粉磁心の製造方法。
(もっと読む)
金属粉末および/またはセラミック粉末とレーザ光線とを用いて金属粉末および/またはセラミック粉末から環状の回転対称のワークピースを製造する方法および装置
本発明は、ダイ用のリングまたはコアのような、金属粉末および/またはセラミック粉末から製作される環状の回転対称のワークピース(5)の製造方法および装置であって、特に粉末を圧縮成形するための、あるいは金属製の工作物または構造部品を中実体成形するための工具用の環状の回転対称のワークピースの製造方法および装置に関する。既知の先行技術の欠点を改善するため、異なる品質への短時間の転換が可能になるような、かつ、プロセスの技術的な努力が少ないことを特徴とする方法が提案される。本発明は、ビームコア(3)、または少なくとも1つのビームコアを有する軸形態の要素を、回転可能なクランプ装置(2)の中にクランプして回転させることを提案する。このビームコア(3)は、高温耐熱性の材料から製作され、かつ、外径が被製造ワークピース(5)の内径に等しいかあるいはそれより小さい少なくとも1つの部分(4)を有する。クランプ装置(2)から定められた距離において、レーザヘッド(1)によって、金属粉末および/またはセラミック粉末を、ビームコア(3)の外周面上に溶融してワークピースブランクの最終的な壁面厚さが形成されるまで層状に被覆する。冷却後、ビームコア(3)をワークピースブランク(5)から部分的にまたは完全に除去して、ブランク(5)の内側および/または外側を最終寸法に達するように機械加工する。提案された方法は、回転対称のワークピースの小規模生産において経済的な製造を可能にする。 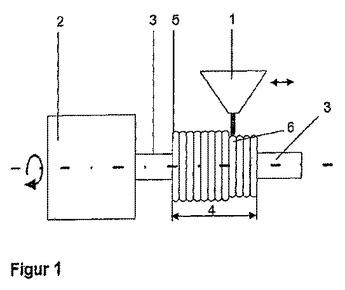 (もっと読む)
(もっと読む)
磁心用粉末および磁心用粉末の製造方法
【課題】少なくとも軟磁性粉末の表面に、珪素元素を含有させ、圧粉磁心の損失を低減することができる磁心用粉末の製造方法を提供する。
【解決手段】炭素元素を含む鉄粉11aの表面に浸珪処理を行う工程を少なくとも含む磁心用粉末の製造方法であって、前記浸珪処理工程において、前記鉄粉11aの表面に、少なくとも二酸化珪素の粉末21aを接触させ、該二酸化珪素の粉末21aを加熱することにより酸化珪素から珪素元素を脱離させ、該脱離した珪素元素を前記鉄粉21aの表層に浸透拡散させることにより前記浸珪処理を行う。
(もっと読む)
焼結軟磁性粉末成形体
【課題】比抵抗が高く、交流磁気特性(鉄損)の低い焼結軟磁性粉末成形体を提供する。
【解決手段】Feと2〜6質量%のSiと不可避の不純物とを含有する組成(但し、Niを不可避の不純物として以外は含まない)からなり、粒子間にSiが偏在して、粒子間におけるSi濃度が粒子間以外におけるSi濃度よりも高い状態になっている。
(もっと読む)
磁石体の製造用金型
【課題】耐食性と寸法精度に優れかつスズによるコンタミネーションのおそれが無いボンド磁石よりなる磁石体の製造用金型を提供する。
【解決手段】 希土類鉄系合金磁性粉と合成樹脂バインダよりなるボンド磁石1の表面全周を防錆皮膜2で覆った磁石体の製造用金型であって、ボンド磁石1を金型のキャビティ空間S内に当該キャビティ空間Sの内壁と所定の間隙を保って支持すべく上記内壁からキャビティ空間S内へ突出する内側筒体44と支持棒461を備え、これら内側筒体44と支持棒461を、上記間隙内に射出された防錆皮膜材の射出圧に応じてキャビティ空間S内から退出させる。
(もっと読む)
圧粉体の製造方法、複合軟磁性材の製造方法、焼結体の製造方法、及びプレミックス粉末
【課題】生産性を損なうことがなく、更なる高密度化を図ることが可能な圧粉体の製造方法を提供する。
【解決手段】金型2のキャビティ2a内に原料粉末を充填した後に、キャビティ2a内で原料粉末を加圧成形することによって所定の形状の圧粉体Aを製造する際に、液体潤滑剤を内包するマイクロカプセルを原料粉末中に添加し、加圧成形時にマイクロカプセルの殻から破れ出た液体潤滑剤によって金型2の内面を潤滑する。
(もっと読む)
焼結部品の製造方法とその方法で製造された焼結部品
【課題】焼結部品の軸穴の縁などに設ける2段面取りの面取り部は機械加工して設けているが、その方法ではコストが高くつくので、2段面取りの面取り部を金型成形によって金型の寿命低下を抑えながら安価に設置できるようにすることを課題としている。
【解決手段】圧粉体の成形工程において、面取りを施す部品の縁部に内径面6とのなす角がθ1の第1斜面4aと、内径面6とのなす角がθ1よりも大きいランド4cを金型で成形して圧粉体7に形成し、次いで、圧粉体を焼結し、その後、焼結体の前記ランド4cを金型で潰して内径面6とのなす角がθ2(θ2<θ1)で、前記第1斜面4aと前記内径面6にそれぞれ連なる第2斜面4bを形成するようにした。
(もっと読む)
焼結品製造方法、連続体製造方法、物品形成方法及び構造体
【課題】異なる物理特性を有する複数の部品からなる連続体及びその製造法等を提供する。
【解決手段】本発明は、磁気的特性又は硬度の如き異なる物理特性をそれぞれ備えた複数の部品を有する連続体を形成するために射出成形をいかに使用できるかを示す。これはこれら種々の部品の相対収縮率の注意深い制御により達成される。更に、使用される素材の組成における比較的小さな変更により他の特性を変更できる状態で、ある選択された物理特性のみが部品間で異なるのを許容することを保証するように注意を払う。本発明はまた、囲いに取り付けられていない状態で、囲い内に収容される物品を、単一の一体作業で形成する方法を提供する。これは、物品の収縮率が囲いの収縮率よりも実質上大きくなるようにすることにより、達成される。
(もっと読む)
高比抵抗を有しかつ低鉄損を有する複合軟磁性材を製造するための複合軟磁性鉄粉末
【課題】高比抵抗を有しかつ低鉄損を有する複合軟磁性材を製造するための複合軟磁性鉄粉末を提供する。
【解決手段】軟磁性鉄粉末の表面にMg含有酸化物堆積絶縁皮膜を形成してなる高比抵抗を有しかつ低鉄損を有する複合軟磁性材を製造するための複合軟磁性鉄粉末であって、前記軟磁性鉄粉末は、平均粒径をD150、BET値をBET1とすると、D150:50〜300μm、BET1・D150:1.81〜2.65の条件を満たし、さらにこの軟磁性鉄粉末をD150の1/2の値を有するメッシュの篩で篩い集めた粉末の平均粒径をD250、BET値をBET2とすると、BET2・D250=1.50〜2.00の条件を満たし、さらに、円形度が0.840〜0.875でありかつ凹凸度が0.940〜0.948である軟磁性鉄粉末である。
(もっと読む)
金属材料に超硬合金を一体成形する方法及びその一体成形部材
【課題】本発明は、タングステンカーバイド(WC)に代表される高融点および高硬度を有する難加工性の炭化物系材料と金属材料とを一体的に成形する方法を提供すること、及びその一体成形部材を提供することを目的とする。
【解決手段】炭化物系材料の結晶粒を微細化することによって、粉末冶金における焼結温度の低温度化、加圧力の低応力化、および緻密化速度の高速化を達成する。すなわち、結晶粒を微細化に伴う超塑性現象を利用することによって、金属母材の表面に圧縮成形されたタングステンカーバイド(WC)などの難加工性の炭化物系材料からなる圧縮成形体の緻密化を従来よりも500℃以上低い焼結温度で実現し、母材側に塑性変形を生じさせることなく精度の高い金属炭化物−金属の一体成形品を製造することが可能となる。
(もっと読む)
リング状磁石の製造方法
【課題】周方向及び軸方向における配向度及びBrの均一性に優れた長尺なリング状磁石を得ることができ、しかも、生産効率及び経済性を格段に向上させることができるリング状磁石の製造方法等を提供する。
【解決手段】円筒状キャビティが画成された金型20に収容された磁性粉Mを磁場配向する磁化工程において、まず、6個の磁極部6a〜6fのうち、互いに隣接する磁極部6b,6cを同一極性の一方極とし、且つ、それらに180°対向配置された磁極部6e,6fを反対極性の他方極として磁場配向を行う。次に、一方極及び他方極の各々の磁極部の組み合わせを変化させ、具体的には、磁極部6d,6eから一方極を構成し、且つ、磁極部6a,6bから他方極を構成して磁場配向を行なう。
(もっと読む)
筒状部材の圧粉成形用コア金型、圧粉成形装置、および圧粉成形方法
【課題】段付きコア金型を使用した、筒形状を有し内周側に軸方向の突出部或いは半径方向の窪み部を有する筒状部材の圧粉成形において、段付き部とそれに続く側面部とのコーナー部の曲率半径を小さくしてもコーナー部割れが生じにくいようにする。
【解決手段】筒形状を有し内周側に軸方向の突出部あるいは半径方向の段差または窪みを有する筒状部材を圧粉成形するためのコア金型であって、コア金型本体の外周面の少なくとも一部に半径方向に突出した段差部を有し、前記段差部の上面と同一面でコア金型本体が上下に2分割され、分割された面同士が機械的に締結又は接着材により接着されている構造にする。
(もっと読む)
軟磁性粉末、圧粉磁心および磁性素子
【課題】高透磁率の圧粉磁心を製造可能な軟磁性粉末、この軟磁性粉末を用いて製造された高透磁率の圧粉磁心、およびこの圧粉磁心を備えた高性能の磁性素子を提供すること。
【解決手段】チョークコイル10は、トロイダル形状の圧粉磁心11と、この圧粉磁心11に巻き回された導線12とを有する。圧粉磁心11は、軟磁性粉末と結合材(バインダ)とを混合し、加圧・成形して得られたものである。圧粉磁心11に用いられた軟磁性粉末は、Fe、SiおよびMnを含み、(a)Feを主成分とするものである、(b)Siの含有率が1wt%以上8wt%以下である、(c)Mnの含有率が0.2wt%超1wt%以下である、という各条件を全て満たすものである。また、この軟磁性粉末が、AlおよびCrを含むことにより、圧粉磁心11の耐食性を高めることができる。
(もっと読む)
焼結金属部品
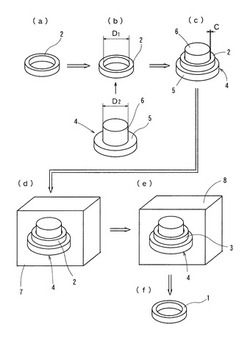
【課題】焼結金属部品の摺動面における潤滑油の供給性能を高めると共に、異物を残すことなく摺動面の研磨を行うことで、摺動性能の改善を図る。
【解決手段】トルクリミッタに用いる内輪は、原料粉末を圧粉成形する工程(a)、圧粉成形体を焼結する工程(b)、焼結体にサイジングを施す工程(c)、焼結体に熱処理を施す工程(d)、焼結体に共ずりバレル研磨を施す工程(e)、焼結体に潤滑油を含浸させる工程(f)を経て製造される。このうち、共ずりバレル工程(e)において、複数の焼結体をバレル型容器内に投入し、このバレル型容器を回転あるいは回転軸に沿って往復運動させることにより、容器内の焼結体に相互の研磨作用を付与し、摺動面を含む焼結体表面を研磨する。同時に、焼結体同士を相互に衝突させて、これら焼結体の摺動面に衝突による変形痕としての凹部を形成する。
(もっと読む)
焼結金属部品
【課題】潤滑油を含浸させた焼結金属摺動部材の摺動特性、特に初期摺動時における摺動特性の改善を図る。
【解決手段】焼結含油軸受1の内周には、支持すべき軸2の外周面と摺動する軸受面4が設けられる。軸受面4には多数の表面開孔5が存在すると共に、多数のディンプル6が設けられる。ディンプル6には、ディンプル6の表面開孔5を介して内部空孔3に引き込まれないような第2の潤滑剤7が保持されている。
(もっと読む)
金属粉末鍛造物、その製造装置及び製造方法
本発明は、(A)焼結金属粉末組成物を含むプリフォームを形成するステップと、(B)上部型及び下部型を有する一組の型に前記プリフォームを挿入するステップと、(C)上部パンチ及び下部パンチを用いて、前記プリフォームを鍛造物の形状に圧縮し、それにより、成形部品を得るステップと、を含む金属粉末鍛造物を製造する方法を提供する。ここで、ステップ(C)では、前記一組の型の内部によって、前記鍛造物の形状が定められ、そして、前記一組の型が、前記上部型が下部型に接触している閉じられた位置にある。 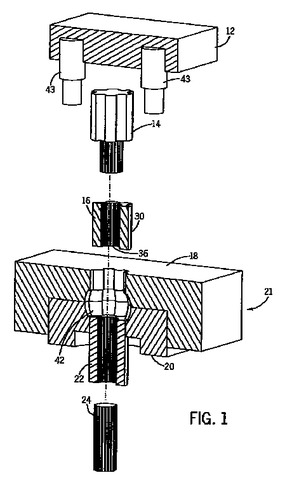 (もっと読む)
(もっと読む)
41 - 60 / 118
[ Back to top ]