
Fターム[4K024BB01]の内容
電気メッキ方法、物品 (25,708) | 被メッキ物の用途 (2,912) | 機械部品 (293)
Fターム[4K024BB01]の下位に属するFターム
Fターム[4K024BB01]に分類される特許
1 - 20 / 86
高強度鋼板の遅れ破壊特性の評価方法
高い表面Al濃度を有するPt含有γ−Ni+γ’−Ni3Al耐酸化コーティング皮膜が付いたNi基基材およびその製造方法
【課題】従来のもの比較して、耐酸化性がより優れるPtおよびAl拡散Ni基基材の製造方法の提供。
【解決手段】Ni基基材の表面にPt被膜を形成し、Pt被膜付き基材を得る工程と、前記Pt被膜に含まれるPtが前記Ni基基材の少なくとも表面に拡散する処理条件において前記Pt被膜付き基材を熱処理して、Pt拡散基材を得る工程と、前記Pt拡散基材の表面にAl被膜を形成して、Al被膜付き基材を得る工程と、前記Al被膜に含まれるAlが前記Pt拡散基材の少なくとも表面部に拡散する処理条件において前記Al被膜付き基材を熱処理して、PtおよびAlが拡散してなる拡散層を有するPt含有γ−Ni+γ’−Ni3Al皮膜付き基材を得る工程とを備える、Pt含有γ−Ni+γ’−Ni3Al皮膜付き基材の製造方法。
(もっと読む)
電気亜鉛めっき鋼板の製造方法
【課題】高い白色度を有した電気亜鉛めっき鋼板の製造方法を提供する。
【解決手段】ベンゾチアゾール、2−メチルベンゾチアゾール、2−アミノベンゾチアゾール、2−ベンゾチアゾロンの1種又は2種以上を合計で0.01〜3mass ppm含有する電気亜鉛めっき浴中で、鋼板を陰極電解処理する。
(もっと読む)
軸体に電気めっきを形成するための装置、めっき皮膜を有する軸体の製造方法および軸体上に亜鉛系めっき皮膜を形成するためのめっき液
【課題】軸体上に形成されためっき皮膜の厚さの均一性に優れる、めっき皮膜を有する軸体の製造方法および軸体上に亜鉛系めっき皮膜を形成するためのめっき液を提供する。
【解決手段】軸体8の被めっき部を内包し両端部が鉛直方向に開口する中空部を有する管状の管状部材7、前記中空部の鉛直方向上側端部の開口の上方に設けられ前記軸体を前記中空部内に保持する支持手段1、前記中空部の鉛直方向下側端部の開口から前記中空部内にめっき液を供給するめっき液噴流手段、前記中空部の鉛直方向上側端部の開口近傍に設けられ前記めっき液噴流手段により前記中空部内に供給されためっき液を前記管状部材外に排出可能にする排出構造9、および前記排出構造を通じて前記管状部材から排出されためっき液を前記めっき液噴流手段に供給する環送手段を備え、前記支持手段は前記軸体と電気的に接続可能な接点部2を備え、前記管状部材はその中空部に不溶性陽極を備える。
(もっと読む)
亜鉛−ニッケル合金めっき液及び亜鉛−ニッケル合金のめっき方法
【課題】 カドミウムめっき、又はカドミウム−チタン合金めっきと同等以上の耐食性を有し、有害物質であるカドミウムを一切含有しないめっき層が実現され、めっき層を保護する保護層には有害物質である6価のクロムを一切含まない皮膜層が使用でき、高強度鋼に適用する際には、水素脆化の発生が確実に抑えることができるめっきが可能な亜鉛−ニッケル合金めっき液、及び亜鉛−ニッケル合金のめっき方法を提供する。
【解決手段】溶液中に亜鉛イオン、ニッケルイオン、ナトリウムイオン、水酸イオンが含む亜鉛−ニッケル合金めっき液において、水溶性カチオンポリマーが溶液1リットル中100mgを越えないように維持する。
(もっと読む)
アルミニウム多孔体の製造方法及び製造装置

【課題】フィルタ、触媒担体、電池用電極などの用途に適したアルミニウム多孔体の製造方法を提供すること。
【解決手段】連通気孔を有する多孔質樹脂成形体の表面にアルミニウム膜を形成してなるアルミニウム構造体のシート32を溶融塩浴槽30中の溶融塩浴に浸漬して前記多孔性樹脂成形体を分解処理して除去した後にアルミニウム多孔体のシートを溶融塩浴から引き出す工程を含むアルミニウム多孔体33の製造方法であって、前記シートの搬送をそれぞれ独立して回転駆動する複数のローラRを用いて行うことを特徴とするアルミニウム多孔体の製造方法。
(もっと読む)
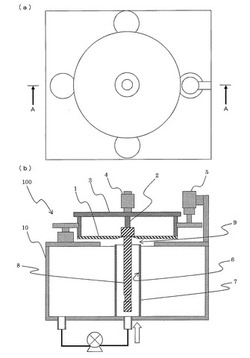
物品をめっきするための装置
【課題】めっき槽からのコーティングで物品をめっきするための装置および方法を提供する。
【解決手段】めっき処理において少なくとも1つの適合可能なアノード(40)を利用して物品(10)にめっきを塗布する方法および装置を提供する。コーティングされる物品の領域のおおよその形状に適合するように、アノードに適切なワイヤまたは他の材料が成形される。アノードは電源(44)によって駆動され、物品はカソードとして機能する。アノードおよび物品は、両方ともめっき槽(38)に浸漬される。物品およびアノードは、物品の中心軸(22)を中心に互いに対して回転される。アノードと物品との間の相対的な移動によって、アノードを通過する物品の選択領域に均一なめっきが塗布される。別のアノード(50)を物品に対して固定して設け、他のアノードと同時に物品の別個の選択領域をめっきすることができる。
(もっと読む)
温間プレス部材の製造方法
【課題】塗装後耐食性を確保できる温間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、10〜25質量%のNiを含み、残部がZnおよび不可避的不純物からなり、付着量が10〜90g/m2のZn-Ni合金めっき層を有する鋼板を、200〜800℃の温度範囲に加熱後、該温度範囲内で温間プレス成形を行うことを特徴とする温間プレス部材の製造方法。
(もっと読む)
熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス時にスケールやZnOの生成が十分に抑制されて耐酸化性に優れるとともに、めっき層中の元素に起因する液体金属脆性割れが起こることのない耐液体金属脆性に優れた熱間プレス用鋼板およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、融点が800℃以上であり、片面当たりの付着量が10〜90g/m2のめっき層を有することを特徴とする熱間プレス用鋼板。
(もっと読む)
電気メッキ装置
【課題】被処理物b1に対して部分メッキを、被覆の必要なく連続的に行うこと。
【解決手段】
頭部b10と下部b01の間に括れ部b03を有し、下部b01側に重心位置を有する被処理物b1対して、頭部b10を除いた範囲に電気メッキを施す。一対のレール3は、頭部b10よりも狭く、且つ括れ部b03よりも広い間隔の隙間を持ち、電極20が配されている。メッキ槽5は、レール3の下側に位置し、極板25がメッキ液中に配置されている。被処理物b1の括れ部b03をレール3の間の隙間に位置させて、ロッド18をレール3の上から隙間を通って被処理物b1の重心よりも下の位置に当接させる。ロッド18をレール3に沿って移動させて、レール3よりも下に位置する被処理物b1にメッキを施す。
(もっと読む)
フロントフォーク
【課題】 アウターチューブにめっきが施されるフロントフォークの改良に関し、倒立型に設定したときアウターチューブの車体側の端面にバリが発生することを防止する。
【解決手段】 アウターチューブ1の車体側開口部は、筒状に形成されると共にその端面10が水平に形成されてなり、内周がシール3を介してキャップ部材2外周と密接するシール部11と、このシール部11と上記端面10との間に形成される入口部12とを備え、この入口部12の内周が上記シール部11にかけて徐々に縮径されて端面10側の隙間形成面4及びシール部11側のシール用傾斜面5を形成し、上記アウターチューブ1の両端開口をマスキング部材6で密栓しながらめっきを施すとき、上記隙間形成面4における端面10側の端部4aと上記マスキング部材6の側面とが接触せず、上記隙間形成面4上に隙間Aを形成する。
(もっと読む)
超硬合金の鋳ぐるみ方法
【課題】超硬合金をハイクロム鋳鉄と強固に接合するにはカーケンドール効果によりハイクロム鋳鉄と超硬合金の接合面に分子拡散層を形成するフラックスが必要である。また、回収超硬合金チップをハイクロム鋳鉄に鋳込む場合は銅メッキを施すために真空薄膜などのコーティングを除去しなければならない問題がある。このため超硬合金とハイクロム鋳鉄との複合ライナの製造は困難であり普及していなかった。
【解決手段】フッ化銅浴中のメッキにより真空薄膜の有無に関わらず超硬合金に強固な銅メッキを施こすとともに、銅メッキの上に液体フラックスを塗布するか、銅メッキの上にマンガンメッキもしくはカニゼンメッキもしくはマンガンメッキとカニゼンメッキを施して液体フラックスを塗布してハイクロム鋳鉄と鋳込むことによりハイクロム鋳鉄と超硬合金が完全に接合した耐摩耗ライナの製造を具現化した。
(もっと読む)
電気めっき浴および電気めっき皮膜の形成方法並びに電気めっき製品
【課題】各種製品基材の表面に耐摩耗性・高摺動性を有する電気めっき皮膜を形成できる電気めっき浴および電気めっき皮膜の形成方法を提供すること。
【解決手段】元素組成(エネルギー分散型X線分光法;以下同じ。)がW:2〜70%、Mn:0.05〜1.0%、S:0.1〜8%、Fe:残部、であるFe−W系合金の電気めっき皮膜を形成可能な電気めっき浴。1)水溶性Fe(II、III)塩、2)水溶性W(VI)酸塩、及び3)水溶性Mn(II)塩とともに、水溶性S含有化合物を含有する。そして、下地めっき13を施した基材11上、電気めっき皮膜15を形成後、200〜1000℃の温度で加熱処理(後処理)を行って電気めっき皮膜15Aとする。
(もっと読む)
被覆熱処理鋼材およびその製造方法
【課題】少なくとも片面にめっき皮膜を有する鋼材の少なくとも一部を焼入れ可能温度域に加熱した後に冷却する熱処理を行っても、自動車用部材としての塗装後の適正な耐食性を有し、熱処理に伴うスケールの発生を抑制でき、さらに、溶接性および装飾性に優れた被覆熱処理鋼材を提供する。
【解決手段】少なくとも一つの面に被覆されたNiめっき皮膜、Crめっき皮膜、Cuめっき皮膜、Coめっき皮膜、または、Ni、Cr、CuまたはCoからなる群から選ばれた二種以上を合計で50%以上含有する合金めっき皮膜を備える鋼材の少なくとも一部を焼入れ可能温度域に加熱する熱処理を行われてなる被覆熱処理鋼材である。熱処理を行われた部分の少なくとも一部に鉄−Ni、Cr、CuまたはCoからなる群から選ばれた一種または二種以上の組み合わせが合金化された皮膜を有する。この皮膜は、耐食性を有するとともに高温で潤滑機能を確保することができ、さらに、溶接性および装飾性が良好である。
(もっと読む)
耐食性、半田強度およびスポット溶接性に優れたSn−Zn溶融めっき鋼板およびその製造方法
【課題】 優れた半田強度(半田付け後の強度)、スポット溶接性を兼備し、かつ優れた耐食性を有するSn−Zn溶融めっき鋼板およびその製造方法を提供すること。
【解決手段】鋼板に、質量%で、Ni%が20〜70%、Zn%が0.05〜5%、残部Feおよび不可避不純物からなるFe−Ni−Znプレめっきを、Ni量として0.2〜2.0g/m2施した後、Sn−Zn溶融めっきを行い、めっき/鋼板界面に粒径が0.5μm以下のFe−Sn合金層を0.2〜2.0g/m2存在させて凝固させることで、耐食性を劣化させるZnの偏析を抑制した凝固組織としたことを特徴とする耐食性、半田強度(半田付け後の強度)およびスポット溶接性に優れたSn−Zn溶融めっき鋼板の製造方法。
(もっと読む)
溶融Sn−Zn系めっき鋼板の製造方法および良好な耐食性を有する溶融Sn−Zn系めっき鋼板
【課題】耐食性、加工性、溶接性が優れた特性でバランス良く両立し、かつPbを使用しない溶融Sn-Zn系めっき鋼板を提供する。
【解決手段】この溶融Sn-Zn系めっき鋼板は、鋼板と、前記鋼板の表面に形成され、1〜8.8質量%のZnと残部がSn:91.2〜99.0質量%および不可避的不純物からなる溶融めっき層を有し、前記溶融めっき層のSn-Zn共晶の融解熱とSn初晶の融解熱のそれぞれの吸熱量比が以下の関係式を満たし、
(Sn初晶の融解に伴う吸熱量)/{(Sn初晶の融解に伴う吸熱量)+(Sn-Zn共晶の融解に伴う吸熱量)}≧0.3
Sn初晶の融解に伴う吸熱ピーク温度が200℃以上230℃以下であって、Sn-Zn共晶の融解に伴う吸熱ピーク温度が198℃以上200℃未満である。
(もっと読む)
めっき用樹脂組成物、及び樹脂めっき製品
【課題】触媒吸着性、めっき密着強度、成形性、耐衝撃性、耐熱性のいずれもが優れためっき用樹脂組成物、及び樹脂めっき製品を提供する。
【解決手段】本発明のめっき用樹脂組成物は、質量平均粒子径が0.20〜0.50μmのゴム状重合体(d1)に、特定の単量体成分(a)をグラフト重合したグラフト共重合体(A-1)10〜30質量%と、質量平均粒子径が0.06〜0.15μmのゴム状重合体(d2)に単量体成分(a)をグラフト重合したグラフト共重合体(A-2)5〜20質量%と、特定の共重合体(B)5〜50質量%と、ポリカーボネート樹脂(C)20〜70質量%とを含有し、グラフト共重合体(A-1),(A-2)と共重合体(B)とポリカーボネート樹脂(C)の合計100質量%に対する、ゴム状重合体(d1),(d2)の合計の割合が10〜20質量%であり、グラフト共重合体(A-1),(A-2)と共重合体(B)とポリカーボネート樹脂(C)の合計100質量部に対して、特定の酸化防止剤(D)を1〜8質量部配合している。
(もっと読む)
内面めっき方法及び内面めっき用補助極
【課題】管状被めっき物、特に大きく屈曲した管状被めっき物にも適用可能で、管内面に良好にめっきが施せる方法並びにそれに使用して好適な補助極を提供する。
【解決手段】めっき液にパイプ1を浸漬して電気めっきを施す場合において、パイプ1内には可撓性を有する線状の補助陽極21が挿通され、その補助陽極21の外周には合成樹脂糸を編んだ筒状網スペーサ22を嵌装して、パイプ1の内面と補助陽極21とが非接触状態となるようにした。
(もっと読む)
塗装金属製品とその塗装法
【課題】表面の光沢に富む材質感を残しつつも、半永久的な耐蝕性や密着力、装飾効果などを発揮できる塗装金属製品を提供する。
【解決手段】ステンレス鋼や鉄、その他の金属基材(M)の表面へ塗装下地層として、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜(13)を形成すると共に、その黒色化成被膜(13)の表面へ有彩色の第1塗装膜(17)と、その第1塗装膜(17)の表面へ透明の第2塗装膜(18)とを積層一体化した。
(もっと読む)
無機防錆皮膜、並びに、無機防錆皮膜を形成するためのめっき方法、及び、これに用いられるめっき液
【目的】鉄製品又は鉄基合金製品に施される亜鉛めっきの白錆を防止できるとともに、人体に安全で環境問題の懸念がない無機防錆皮膜、並びに、鉄製品又は鉄基合金製品のめっき方法、及び、これに用いられるめっき液を提供すること。
【解決手段】無機防錆皮膜Nは、基材Jに形成された亜鉛皮膜Kと、亜鉛皮膜Kに形成されたマンガン皮膜Mとからなる。亜鉛皮膜Kの膜厚は、5μm以上20μm以下であり、マンガン皮膜Mの膜厚は、0.5μm以上10μm以下である。無機防錆皮膜Nは、鉄製品又は鉄基合金製品である鉄系素材を被めっき物として亜鉛めっき液に浸漬することによりその表面に亜鉛皮膜が形成された被めっき物を得る亜鉛めっき工程と、被めっき物を所定のマンガンめっき液に浸漬することによりその表面にマンガン皮膜が形成された被めっき物を得るマンガンめっき工程とを含む。
(もっと読む)
1 - 20 / 86
[ Back to top ]