
Fターム[4K024BC05]の内容
電気メッキ方法、物品 (25,708) | 被メッキ物の形状 (1,573) | 中空体 (107) | 管 (45)
Fターム[4K024BC05]に分類される特許
21 - 40 / 45
筒状体内面の部分電気めっき方法とその装置
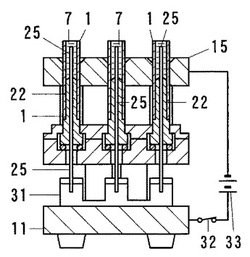
【課題】 筒状体内面の部分電気めっき作業の能率を高める。
【解決手段】 マスキング材22は、縦に配置し、上方に電極棒25を突出する。筒状体1は、縦に配置し、下側部分をマスキング材22に嵌め込んで閉鎖すると共に、上側部分内に電極棒25を配置する。筒状体の上側部分は、マスキング材22を底とする容器状にする。筒状体1の上側部分は、めっき液7を注入し、上側部分の内面と上側部分内の電極棒25をめっき液7に浸す。筒状体1の下側部分の内面は、マスキング材22で覆ってめっき液を接触させない。電源33の陽極から電極棒25、筒状体1の上側部分内のめっき液7、筒状体1の上側部分の内面と外面を経て電源33の陰極に通電する。筒状体1は、上側部分の内面のみにめっき被膜を形成する。
(もっと読む)
グラビア製版ロール及びその製造方法

【課題】
本発明は、毒性がなくかつ公害発生の心配も皆無な表面強化被覆層を具備するとともに耐刷力に優れた新規なグラビア製版ロール及びその製造方法を提供する。
【解決手段】
版母材と、該版母材の表面に設けられかつ表面に多数のグラビアセルが形成された銅めっき層と、該銅めっき層の表面を被覆する3価クロムめっき液から得られるクロムめっき層と、を含み、前記3価クロムめっき液から得られるクロムめっき層を過熱水蒸気によって加熱処理することによってその硬度を向上させてなるようにした。
(もっと読む)
油井管用特殊ねじ継手およびその製造方法
【課題】仕上げ工程の切削加工ないしショットブラスト等表面処理のばらつきに起因するシール性のばらつきを小さくしかつシール性をさらに向上させた油井管用特殊ねじ継手を提供する。
【解決手段】少なくともシール部4において、ピン1側の締結前の表面粗さがRa1.0〜3.0μmであり、かつ、ボックス2側の素地上に厚さ5〜20μmのゴーリング防止用めっき層10およびさらにその上に厚さ1μm以上の軟質めっき層11を有する
(もっと読む)
ナノ結晶FCC合金
【課題】空隙を持たず、結晶粒サイズのそろっているナノ結晶金属・合金は組成・粒サイズをコントロールできることから、優れた機械的特性を示す材料として期待されている。該ナノ結晶金属・合金の配合成分を制御することにより、より優れた機械的特性を示す材料を提供することが求められている。
【解決手段】電着法でFCCナノ結晶金属に炭素を固溶させることにより、炭素が粒界に偏
析し、優れた機械的特性を示すこと、さらには、該炭素を固溶させたFCCナノ結晶金属を
熱処理することで、より優れた機械的特性が得られる。当該ナノ結晶FCC金属合金は、メ
ムス(MEMS)、表面コーティング、切削工具、半導体装置及びその部品などにおいて用いることができて有用である。
(もっと読む)
金属複合ホースとその製造方法
【課題】低温でも樹脂層が所要の柔軟性を有して割れを生じることが無く、樹脂層による水分に対する優れた耐透過性と金属層による高いガスバリア性とを有する金属複合ホース及びその製造方法を提供する。
【解決手段】PP樹脂にSIBSを分散状態に添加混合した材料を構成材料とする管状の樹脂層12と、その外周面に湿式メッキにて管状に積層形成された金属めっき層14との積層構造で金属複合ホース10を構成する。そしてその製造に際し、樹脂層12を形成した後に、メッキ前処理として有機溶剤にて樹脂層12の外周表面のSIBSを選択溶解させて樹脂層12の外周表面に凹凸形成する粗面化処理を行い、しかる後樹脂層12をめっき浴に浸漬して樹脂層12の外周面に金属めっき層14を積層形成する。
(もっと読む)
シリンダ用メッキ方法及び装置
【課題】 シリンダのサイズを問わずにブツやピット等の欠陥を生じることなくシリンダの全長に亘ってより均一な厚みの銅メッキを施すことができ、シリンダの両端部近傍が直胴部に比べて厚くメッキされるのを大幅に抑止して、事後的にメッキの厚みを均一化する研磨等の処理を不要乃至簡略化することのできるシリンダ用メッキ方法及び装置を提供する。
【解決手段】 長尺シリンダの外周表面に不溶性電極を用いてメッキを施すようにしたシリンダ用メッキ方法であって、前記不溶性電極を多数の分割電極に分割するとともに前記シリンダの長手方向の少なくとも両端部近傍に対応する前記不溶性電極部分をそれぞれ少なくとも3つの分割電極群に分割し、各分割電極群が1個以上の分割電極を有し、該分割電極群の電位を制御して該シリンダの両端部外周表面のメッキ層の厚みを調整するようにした。
(もっと読む)
細管内壁へのめっき方法及び該めっき方法により製造された細管
【課題】 微小径化した細管内壁へのめっき方法並びに不溶性超微粒子やUDD等を分散させた複合めっき方法を提供する。
【解決手段】 細管におけるめっき液の入口開口部とめっき液の流動方向とを対向配置し、めっき液を細管の内側に強制流入させることにより細管の内側と外側とに存在するそれぞれのめっき液濃度を同等に保ち、細管内壁へのめっき皮膜を形成する。本発明によれば細管内壁への正常で均一なめっき及び複合めっき被膜の形成を行うことができる。
(もっと読む)
グラビア製版ロール及びその製造方法
【課題】
本発明は、毒性がなくかつ公害発生の心配も皆無な表面強化被覆層を具備するとともに耐刷力に優れた新規なグラビア製版ロール及びその製造方法を提供する。
【解決手段】
金属製中空ロールと、該中空ロールの表面に設けられかつ表面に多数のグラビアセルが形成された銅メッキ層と、該銅メッキ層の表面を被覆するポリカーボネート被膜とからなるようにした。前記銅メッキ層の厚さが50〜200μm、前記グラビアセルの深度が5〜150μm、及び前記ポリカーボネート被膜の厚さが0.1〜5μm、好ましくは0.1〜3μm、さらに好ましくは0.1〜1μmであることが好適である。
(もっと読む)
現像剤担持体、現像剤担持体の製造方法、現像装置及び画像形成装置
【課題】現像ゴーストの発生を長期にわたって抑制することができる現像剤担持体、現像装置、画像形成装置及び前記現像剤担持体の製造方法を提供すること。
【解決手段】粗面化された中空円筒状の基体上に、金属で構成される表面層を有し、該表面層の60度鏡面光沢度Gs(60°)が10以上40以下の範囲であることを特徴とする現像剤担持体、該現像剤担持体を有する現像装置及び画像形成装置、並びに前記現像剤担持体の製造方法。
(もっと読む)
連続的な電流伝送を行うためのスリップリングボディ
本発明は、担体材料と金または金合金から成るスリップコンタクト面とから形成されたスリップリングボディと、制御信号、制御電流およびジェネレータ電流を伝送するための(とりわけ風力設備または工業用ロボットにおける)スリップリング伝送器にスリップリングボディを使用する方法とに関する。前記スリップコンタクト面は、サポートベースによって安定化される。このような構成により、寿命が長くなり、品質の改善と関連して電圧降下が小さくなり、金が著しく削減される。 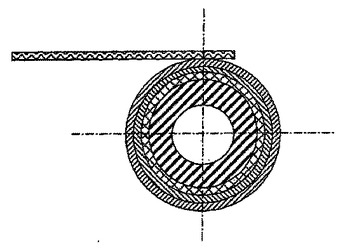 (もっと読む)
(もっと読む)
水素分離体、水素製造装置、水素分離体の製造方法及び水素分離体の製造装置
【課題】水素分離膜への一酸化炭素等の吸着を減少させ、効率的に水素ガスを分離精製することができる水素分離体、水素製造装置、水素分離体の製造方法及び水素分離体の製造装置を提供する。
【解決手段】水素分離体100には、基体管101の内側表面に、超臨界CO2を用いためっきにより形成した水素透過層102が積層される。この基体管101は、触媒担持セラミックス層101aと細孔セラミックス層101bとから構成される。この触媒担持セラミックス層101aの多孔管内に、一酸化炭素ガスのシフト反応や部分酸化反応を行なう触媒金属を担持させる。また、細孔セラミックス層101bは、水素ガスを優先的に水素透過層102側へ供給する。Ni充填層103で生成された改質ガスに含まれる一酸化炭素ガス等は基体管101で低減される。
(もっと読む)
中空形状物品の内面メッキ方法及びその装置
【課題】 中空形状物品の内面の必要内面域には、少量のメッキ液を使用して、性状の安定した貴金属メッキ層が効果的に形成されること。
【解決手段】 中空形状物品の内面メッキ方法及びその装置は、陽電極4を内挿した絶縁スペーサ5が中空形状物品1の内面2に配置される。この絶縁スペーサ5の筒状本体5aに形成されるメッキ液の通過穴7は、貴金属メッキ層3の必要内面域Aに対応する位置に穿設される。絶縁スペーサ5内では、荷電後に、前記メッキ液が注入されることによって、前記通過穴7を介して貴金属メッキ層3が必要内面域Aに付着形成される。メッキ液注入は、スポイトなど適宜の方法で行えるが、注入管8及び溢水受け9を備えるようにすれば、メッキ液の管理が容易に行え省資源化にも寄与する。
(もっと読む)
圧力感知弁付キャップ
【課題】前処理時の液の侵入や、乾燥炉内に於けるキャップの飛び、脱落がなくしてその寿命を大幅に上げ、また、取付け、取外し作業が容易にして作業能率を向上することが出来る圧力感知弁付きキャップの提供。
【解決手段】管状ワーク9の挿入部14である、中空内側にリング凸部3を設けた、管状一次キャップ本体1に、スリッド4で穿通した、装着ツバ2をこれに一体に設ける、さらに蓋状二次キャップ本体5の一次キャップ本体差込側10に一体に、内接掛止部6を設け、また背中側11に一体に、通気孔7とリップ盤8を設け、さらにこの、リップ盤8の内側12にリップ状圧力感知弁13を設け、つぎにこのようにして、全体が一体に形成された、管状一次キャップ本体1と蓋状二次キャップ本体5を被せて密接させ、組合わせて構成。
(もっと読む)
電気めっきを施されたプラスチック製衛生用品を製造する方法
【課題】 プラスチック製衛生用品の場合に、特定の表面領域のみを対象とした電気めっき(電流下での)による金属膜被覆を実施することを可能ならしめる。
【解決手段】 電気めっきによって金属膜被覆された表面をもつプラスチック製衛生用品を製造する方法である。前記衛生用品は、それが外部電源を用いての電気めっきによって金属膜被覆される前に、少なくとも1個の非電気伝導性部品を有する。この部品は、外部電源を用いての電気めっきによる金属膜被覆の間、前記衛生用品の送水部分を少なくとも部分的に電流の流れから遮断する。前記部品は、前記衛生用品に可逆的に連結できる独立した部品であることが好ましい。本発明は、電流を遮断するための前記部品自体および前記部品を備えた衛生用品をも包含する。
(もっと読む)
二重壁金属管、金属帯および細片、および金属細片の被覆方法
本発明は、管状のロール成形された金属帯を含んでなり、管状のロール成形された金属帯の金属層間にろう付け層を有し、該ろう付け層が銅合金からなる、二重壁金属管に関する。本発明により、該銅合金が銅−スズ合金であり、該銅−スズ合金がスズ3〜12重量%を含んでなる。本発明は、そのような二重壁金属管を形成するための金属帯、およびそのような金属帯を製造するための金属細片、および金属帯および細片を被覆する方法にも関する。 (もっと読む)
めっき方法及びめっき装置
【課題】ピンホールなどの欠陥が少ない良好なめっきを効率的に行うことができるめっき方法及びめっき装置を提供する。
【解決手段】めっき槽61では、CO2及び無電解めっき液を含むめっき分散体を用いて無電解めっきを行う。この無電解めっきにより、めっき槽61内の基体としての基体管の内側表面又は外側表面に、第1金属膜としてのPd膜が形成されると、制御部80は、CO2及び無電解めっき液を含むめっき分散体の供給を停止し、電源62のスイッチをオンにする。これにより、CO2及び電解めっき液を含むめっき分散体が供給され、電極に電圧が印加されて、めっき槽61内において電解めっきを行う。この電解めっきにより、無電解めっきにより形成された第1金属膜のPd膜の上に、第2金属膜のPd膜が形成される。
(もっと読む)
表面処理層の形成装置、表面処理層の形成方法及びその表面処理層が形成された原子炉用制御棒
【課題】 膜厚の異なる2段構造の表面処理層を所定形状の遷移部を挟んで形成する。
【解決手段】 被覆管21の周囲に互いに略等間隔に複数配置され、溶液31の深さ方向に向かって、被覆管21との距離が短くなる湾曲形状の第1陽極棒32に、一方の電源38から電流を供給し、第1陽極棒32の内側の絶縁性の遮蔽部材36の内側に配置され、中心部分を貫通する被覆管21の周囲に互いに略等間隔に複数配置された第2陽極棒37に、他方の電源39から電流を供給し、遮蔽部材36の端部の絶縁性の仕切板35の中心部に設けられた貫通孔38の開口面積を、第1陽極棒32側から第2陽極棒37側に向かって減少するようなテーパ形状として、第1陽極棒32から遮蔽部材36の内部に回り込む電流を徐々に減少させて、表面処理層の遷移部を形成する。
(もっと読む)
構成部品内部の電気めっき方法、その電気めっき装置およびステータバークリップ
【課題】液冷式発電機において、漏れを補修および防止するための改善された方法を提供すること。
【解決手段】ステータバー16の端部に接合されたステータバークリップ30の内部を電気めっきすることによって、ステータバー16とクリップの間のろう付け接合部を金属バリアコーティングで覆い、接合部とその周りに実質的に液体を通さない封止部を画定する。
(もっと読む)
電解析出方法とその装置
【課題】金属製の細孔または細管の内壁部分を、高耐摩耗性、高耐食性、高耐熱性等の優れた特性を有する金属もしくは合金を場所的に制御された厚さで被覆、並びに成形することを可能にする。
【解決手段】金属製の細孔または細管の内壁を陰極として、この管状空洞内に細身の棒状陽電極を挿入し、前記棒状陽電極の一部表面上に前記内壁と電気的に接触することを防止する絶縁体を固定配置し、前記棒状陽電極と陰極との間隙に管軸方向に沿って電解液を流動させて供給しながら高耐摩耗性、高耐食性、高耐熱性等の優れた特性を有する金属もしくは合金を電解析出させる。電解析出中は前記棒状陽電極全体に管軸方向に往復運動または管軸を中心にした回転運動の少なくとも一つをさせつつ、前記金属もしくは合金を場所的に制御された厚さで電解析出させて、前記細孔または細管の内壁面を選択的に被覆するとともに成形する。
(もっと読む)
電流プロフィールの可変による銅メッキ硬度を制御するための電解メッキ方法
【課題】適用する電流のプロフィールを変えることにより、銅の電解メッキの硬度の制御が容易な電解メッキ方法を提供する。
【解決手段】酸性の銅の電解メッキ浴を用いた物品への電解メッキ方法であって、下記工程(a)および(b)を含む電解メッキ方法である。
(a)酸性の銅の電解メッキ浴中に、物品を懸架する工程
(b)物品の表面に、所定厚さの銅メッキをするために、逆電流パルスのプロフィールを有する電流を所定時間流して、電解メッキする工程であって、(i)カソードのパルス電流の印加時間、(ii)アノードのパルス電流の印加時間、(iii)カソードのパルス電流密度、(iV)アノードのパルス電流密度からなる群から選択される少なくとも一つの要因を変えることにより、銅メッキの硬度を調整または変更する電解メッキする工程
(もっと読む)
21 - 40 / 45
[ Back to top ]