
Fターム[4K024CB10]の内容
電気メッキ方法、物品 (25,708) | メッキ装置、操作 (2,405) | 給電 (740) | 通電ロール (87)
Fターム[4K024CB10]に分類される特許
1 - 20 / 87
めっき装置
【課題】処理対象物を搬送、給電などを行う複数のロールにめっき液が付着することを効果的に防止できるめっき装置を提供する。
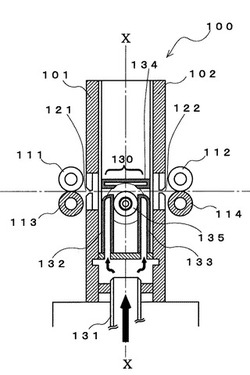
【解決手段】複数のロールにより略水平方向に搬送される処理対象物を受け入れる入口部121と、処理対象物の被めっき面へ下方からめっき液を噴出するめっき液供給部と、処理対象物にめっき電流を供給する給電ロール113,114と、めっき処理された処理対象物を排出する出口部122とを設けためっき槽を備えるめっき装置100において、めっき液供給部は、被めっき面に対して、入り口部側の斜め下方からめっき液を噴出する第一供給ノズル132と、出口部側の斜め下方からめっき液を噴出する、第一供給ノズルに対向して設けられた第二供給ノズル133とからなり、第一供給ノズル132から噴射されためっき液と、第二供給ノズル133から噴射されたメッキ液とが、被めっき面で衝突して落下するようにした。
(もっと読む)
冷延鋼帯の表面処理方法

【課題】冷延鋼帯を連続的に電気めっきする際に、アークスポットの発生を的確に抑制することができる冷延鋼帯の表面処理方法を提供する。
【解決手段】冷延鋼帯をめっき液中に浸漬し、通電用ロールから当該鋼帯に電気を流して、連続して電気めっきをする際に、PPI(25.4mm当たりの粗さ中心線を超える山数)を1500以下とする表面粗さを有する通電用ロールを用いて、アークスポットの発生を抑制することを特徴とする冷延鋼帯の表面処理方法。
(もっと読む)
ドラム電極及びその製造方法
【課題】多数の突起を、切削後の突起の形状や大きさ(横断面積)にばらつきを生じさせることなく容易に切削して、安定しためっき品質を維持することができるドラム電極とその製造方法を提供する。
【解決手段】導電性が付与された多孔質長尺帯を、連続して電気めっきするめっき装置用のドラム電極であって、給電層、給電層の表面を被覆する絶縁層、および絶縁層の表面から突出し、かつ絶縁層を厚さ方向に貫通する貫通孔内に充填された金属により給電層と導通する金属製突起を有し、金属製突起が、所定の間隔で整列配置されているドラム電極。給電層及び給電層の表面を被覆する絶縁層を有するドラムの絶縁層内に、絶縁層を厚さ方向に、所定の間隔で貫通孔を形成する工程と、電気めっきにより、貫通孔に金属を充填すると共に、貫通孔の開口部に金属の突起を形成する工程とを備えているドラム電極の製造方法。
(もっと読む)
アルミニウム多孔体の製造方法及び製造装置
【課題】フィルタ、触媒担体、電池用電極などの用途に適したアルミニウム多孔体の製造方法を提供すること。
【解決手段】連通気孔を有する多孔質樹脂成形体の表面にアルミニウム膜を形成してなるアルミニウム構造体のシート32を溶融塩浴槽30中の溶融塩浴に浸漬して前記多孔性樹脂成形体を分解処理して除去した後にアルミニウム多孔体33のシートを溶融塩浴から引き出す工程を含むアルミニウム多孔体の製造方法であって、ローラにメッシュベルト38を懸架し、前記ローラを駆動させることによってメッシュベルト38を搬送し、搬送されるメッシュベルト38上に前記シートを載置してシートを搬送することを特徴とするアルミニウム多孔体の製造方法。
(もっと読む)
めっき装置およびめっき方法
【課題】高電流を流すことが可能であって、さらに、多孔体の内部にまで充分にめっきすることが可能でありながら、給電部のメンテナンス性が優れためっき装置およびめっき方法を提供する。
【解決手段】導電性が付与された長尺帯を、連続して電気めっきするめっき装置であって、めっき液が収容されためっき槽と、めっき液に少なくとも一部分が浸漬されている回転ドラムと、めっき槽内において回転ドラムと所定の間隔を設けて配置されているアノードと、回転手段により全体がループ状に回転し下方部分が回転ドラムを押圧した状態で回転ドラムとアノードとの間を通過するように回転している金属ベルトと、長尺帯を回転ドラムと金属ベルトに押圧させた状態で搬送する搬送手段と、給電部および電源部とが備えられており、金属ベルトは外周側に突起状電極が設けられており、給電部から金属ベルトに給電するように構成されている。
(もっと読む)
パターン付ロール及びその製造方法
【課題】サイドエッチングの問題を解消したパターン付ロール及びその製造方法を提供する。
【解決手段】基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成し、該基材及びレジストパターンの表面にDLC被覆膜を形成し、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンを形成してなるようにした。
(もっと読む)
部分めっき方法および部分めっき装置
【課題】 スポットめっきの課題として、めっき滲みがある。めっき滲みを抑制するには、マスク部の厚みを厚くする、めっき液の流速を低下させるなどの方法があるが、いずれも、めっきヤケの発生、耐食性の低下などの問題があった。これらは、Auめっきの電流密度を下げることで回避可能であるが、生産性が低下するという問題があった。
【解決手段】 部分めっき装置の開口部を、曲線部を含み、曲線部の長さが開口部の全外周部の長さの4割以上となる形状とする。開口部を正方形または長方形から円または楕円に近づけることで、マスク材の厚みを厚くすることなく、生産性を維持し、めっきヤケの不具合がなく、かつめっき滲みが少ない部分めっき方法および部分めっき装置を提供する。
(もっと読む)
銅合金板への高電流密度Snめっき用硫酸浴及びSnめっき方法
【課題】銅合金板に高電流密度でSnめっきを施すに際し、泡立ちが少なくてスラッジの発生量も少なくめっき焼けも発生しない高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法を提供する。
【解決手段】主成分として硫酸:30〜120g/l、硫酸錫:20〜150g/lを含有するとともに、光沢剤としてポリオキシエチレンスチレン化フェニルエーテル:0.3〜5g/l、エチレンジアミンEO−PO付加物:0.05〜3g/l、ポリオキシエチレンナフチルエーテル:0.05〜5g/l、脱酸素剤としてピロガロール:0.1〜10g/lを含有する高電流密度Snめっき用硫酸浴。
(もっと読む)
金属帯の連続表面処理方法及び連続表面処理装置
【課題】電解液の電気分解により金属帯の表面に電気絶縁性被膜等の表面被膜を被覆させるにあたって、金属帯の板幅方向での被膜付着量の分布を均一にすることを可能とする。
【解決手段】連続的に搬送される金属帯1の表面に電解液の電気分解により電気絶縁性被膜やめっき被膜等の表面被膜を被覆させる金属帯1の連続表面処理方法において、表面被膜を被覆すべき金属帯1の被処理面1aと相対向して陽極電極33を配設し、陽極電極33から金属帯1の被処理面1aにラミナー流Wrとなる電解液を噴射し、金属帯1を陰極、陽極電極33を陽極としてこれらの間で電圧を印加して、陽極電極33から噴射しているラミナー流としての電解液Wrを通して通電させることを特徴とする。
(もっと読む)
通電ロールの交換要否の判定方法
【課題】めっき液中の浮遊物が鋼板と通電ロールの間に挟み込まれ、浮遊物を起点として電流の放電が起こり、アークスポットが発生するのを防止できる電気めっきラインにおける通電ロールの交換要否の判定方法を提供する。
【解決手段】電気めっきラインにおいて、めっき液中に存在する浮遊物の粒径を測定して、浮遊物の平均粒径D(μm)及び浮遊物の粒径分布における標準偏差σ(μm)を求めておき、通電ロールの表面粗度を調査して最大高さRy(μm)及び十点平均粗さRz(μm)を求め、求めた最大高さRy(μm)及び十点平均粗さRz(μm)が、下記式(1)及び式(2)を満足するときは通電ロールの交換が不要であると判定し、下記式(1)及び式(2)の少なくとも一方を満足しないときは通電ロールの交換が必要であると判定する。Ry≧3×(D+3σ)…(1)、Rz/Ry>0.6…(2)
(もっと読む)
プリント配線板の製造方法及びプリント配線板の製造装置
【課題】給電体のめっき皮膜を剥離しつつ、プリント配線板の生産効率を向上させる方法及び装置の提供。
【解決手段】電解めっき液3が収容されるめっき液浴11と、めっき液浴11内でFPC2(被めっき物)に対向するように配置された陽極板12と、めっき液浴11内でFPC2に電気的に接触する第1位置及び非接触となる第2位置に移動可能なように配置された一対の給電体13と、第1位置と第2位置との間において一対の給電体13のそれぞれを移動させる駆動機構と、記一対の給電体13及び陽極板12への印加電位をそれぞれ制御するコントローラと、を備え、コントローラは、第1位置に移動する給電体13に負の電位を印加するとともに、第2位置に移動する給電体13に負の電位を印加する。
(もっと読む)
コンダクターロール
【課題】 ロール部とシャフト部とを着脱自在に構成し、コンダクターロールの交換時に腐食したロール部のみを交換し、交換作業の簡略化と交換部品を少なくし、経費の節減と共に製品コストを低くすることができるコンダクターロールを提供する。
【解決手段】 金属板・フィルムへのめっき、または金属箔・フィルムへの電解表面処理を行う電解表面処理装置1に使用されるコンダクターロール2において、金属板または箔、またはフィルムに当接するロール部10とシャフト部20とを着脱自在とした。
(もっと読む)
水平型流体支持めっき装置
【課題】電解槽のめっき液の流れを均一にし、スラッジ発生の多い電解液を使用する場合でも、電解槽内のスラッジ堆積を防止し、流速の影響を受けて、めっき品質の低下を生じさせない水平型流体支持めっき装置を提供する。
【解決手段】第1、第2の不溶性陽極12、13の間と第3、第4の不溶性陽極14、15の間に配置され、めっき液を供給するスリット37〜40をそれぞれ有する上静圧パッド16及び下静圧パッド17と、第1〜第4の不溶性陽極12〜15の入側及び出側に第1〜第4の不溶性陽極12〜15とは隙間を有して配置されてストリップ11を上下から挟持する第1、第2の上下対となる通電ロール21、23及びバックアップロール22、24とを有する水平型流体支持めっき装置10において、上静圧パッド16と下静圧パッド17に、ストリップ11と直交しその全幅に渡って直線状のスリット37〜40を少なくとも2本隙間を有して平行に配置した。
(もっと読む)
電気鍍金処理方法
【課題】工数を抑え且つ色調の良い再鍍金処理を可能とする。
【解決手段】酸洗処理部4、基準電流密度A0で通電を行う複数段の電気鍍金処理槽6を備えた電気鍍金部5、及びロールコーター7を備えるコーティング処理部の順に配置された連続処理ラインに通板することで、鋼板12に対し電気鍍金及びコーティングを連続して施す電気鍍金処理設備を使用する。そして、上記連続処理ラインで再鍍金処理を行う際に、一部の電気鍍金処理槽6a、6bだけを使用し、その電気鍍金処理槽6a、6bでの電流密度を、上記基準電流密度A0の上限値よりも高い高電流密度AMに設定する。
(もっと読む)
連続電解めっき装置、連続電解めっき方法及び金属化樹脂フィルムの製造方法
【課題】 金属薄膜付樹脂フィルムなどの長尺基板上に連続電解めっきにより金属層を成膜する際に、金属層での突起の発生を抑制することができる連続電解めっき装置及び連続電解めっき方法を提供する。
【解決手段】 複数のアノード15g、15hを備えためっき槽13内で、長尺基板F1をめっき液14に浸漬させ且つ各アノード15g、15hと対向させて搬送しながら電解めっきを行う連続電解めっき装置であって、長尺基板F1と少なくとも1つのアノード15g、15hとの間に、めっき液14の液面14aから10cmまでの深さに配置され、長尺基板F1に向かってめっき液を噴出する少なくとも1つの第1ノズル18g、18hを備えている。
(もっと読む)
電気めっき装置の中の処理材料に電気的に接触するための装置および方法
本発明は、移送軌道の上を電気めっき装置を通って搬送されうる、帯状または板状の材料(1)の電気的接触に関する。陰極を付与された接触手段(6)が、例えば、電気めっき装置の中で循環させられる電解液(12)の中で、材料(1)の下側に配置される。材料は、電流を材料(1)に伝達するために電気的に接触される。従来技術では、接触手段(6)は、材料(1)に加えて金属被覆される。前記金属被覆は、接点から継続的に除去される必要がある。本発明によれば、例えば各管状接触手段(6)は、冷却ユニットまたは冷却媒体によって冷却される。電解液(12)の作動温度と接触手段(6)の表面温度との間の温度差が十分に大きいならば、金属は、接触手段(6)の冷却された表面の上に堆積されない。この特性が、使用される電解液(12)の中で陰極として金属被覆されえない、接触手段(6)の表面を用いて補足されてよい。 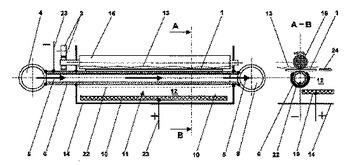 (もっと読む)
(もっと読む)
銅被覆ポリイミド基板の製造方法および電気めっき装置
【課題】銅被覆ポリイミド基板の銅めっき被膜層の厚み分布の均一性を向上させる銅被覆ポリイミド基板の製造方法を提供する。
【解決手段】シード層付長尺ポリイミドフィルム2を幅方向が略水平方向になるように搬送してシード層の表面に、複数の不溶解性陽極14を用い、搬送方向に対して段階的に電流密度を上昇させる湿式めっき法を用いて銅めっき被膜層を成膜する銅被覆ポリイミド基板2の製造方法で、その複数の不溶解性陽極14の中で印加される電流の電流密度が35mA/cm2以上となる不溶解性陽極14は、その不溶解性陽極14の上端から下端に向かって少なくとも40cmの位置までは、銅被覆ポリイミド基板2の銅めっき被膜層幅の80%〜90%の陽極幅を有し、さらに複数の不溶解性陽極14が、搬送方向において電気的に2群以上に分割され、かつ分割されたそれぞれの不溶解性陽極が、各群毎に独立して電流密度が制御されていることを特徴とする。
(もっと読む)
平面的な被処理材料を処理するための方法、処理ステーションおよびアセンブリ
被処理材料(10)の湿式化学処理のためのアセンブリ内を輸送される平面的な被処理材料(10)から処理液(21)を除去するために、処理液(21)を保持するための保持面(4、14)が提供される。保持面(4、14)は、被処理材料(10)が保持面(4、14)を通過する時に保持面(4、14)と該保持面(4、14)に向かい合う被処理材料(10)の表面との間にギャップ(8、18)が残るように、被処理材料(10)の輸送路に関して配置構成される。保持面(4、14)は、例えば、ロール(2、3)の周囲表面のオフセット部分として提供されてもよい。 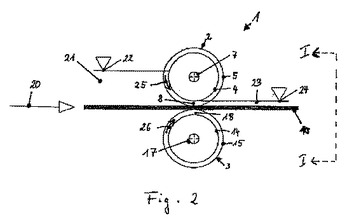 (もっと読む)
(もっと読む)
ウェハを処理する方法及びデバイス
太陽電池を製造するためにウェハをコーティングするための方法において、ニッケル、銅又は銀などの金属が金属を含有するコーティング溶液内で連続的な工程によってウェハに沈着する。ウェハがコーティング溶液に挿入され、ウェハの第一の領域が既にコーティング溶液内で延びるが第二の領域が未だにコーティング溶液内で延びていない時点で、過電流が、さらなる過電流又は電流フローなしに、ウェハの残りのエリアの、ウェハがコーティング溶液に完全に挿入されて続いて起こるさらなる自動的なコーティングのための、コーティング溶液内に達するウェハの第一の領域における金属のガルバニック沈着を始めるために、第二の領域に印加される。 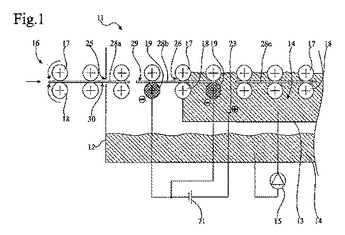 (もっと読む)
(もっと読む)
金属箔用通電ロール
【課題】厚み30μm以下の金属箔の電気メッキ処理において、通電ロールと金属箔との間の通電量を増大させて電気メッキ処理の性能向上を図ることが可能な金属箔用通電ロールを提供する。
【解決手段】通電ロール10とバックアップロール11は、一対の不溶性電極14の出入口近傍にそれぞれ設置されている。通電ロール10は金属製とされ、電源17を介してブスバー13と接続されている。通電ロール10のロールたわみ率は0.04mm/kg以上0.05mm/kg以下、且つ通電ロール10のロール表面粗度は0.2μm以上0.3μm以下とされている。これにより、通電ロール10と金属箔Sとの間の通電量が30A/mm〜35A/mmに増大し、高品質のメッキが可能となると共に、電気メッキセル20の総数を大幅に削減することができる。
(もっと読む)
1 - 20 / 87
[ Back to top ]