
Fターム[4K024DB05]の内容
電気メッキ方法、物品 (25,708) | 後処理、中間処理 (1,122) | 化合物層の形成 (231) | 燐酸塩処理 (27)
Fターム[4K024DB05]に分類される特許
1 - 20 / 27
電気亜鉛めっき鋼板の製造方法
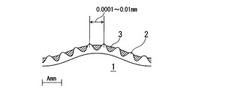
【課題】耐食性と高導電性を兼ね備えたクロメートフリー化成処理皮膜付き電気亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼板1表面に、硫酸ナトリウム、硫酸カリウム、硫酸アンモニウムおよび硫酸マグネシウムから選ばれる一種または二種以上を合計で0.75mol/L以上含有しpHが1.2以上2.5以下である硫酸酸性電気亜鉛めっき浴中で電流密度を220A/dm2以上500A/dm2以下とする電気亜鉛めっき処理2を施し電気亜鉛めっき鋼板とする。更に、上層として平均厚さ0.05μm以上1.0μm以下のクロメートフリー化成処理皮膜3を形成して電気亜鉛めっきベースクロメートフリー化成処理鋼板とする。
(もっと読む)
Sn系めっき材及びその製造方法

【課題】低接触抵抗、高はんだ濡れ性及び低挿入力を有するSn系めっき材を提供する。
【解決手段】Sn系めっき材10は、金属基材11、金属基材11上に形成された下地めっき12、下地めっき12上に形成されたAgを含むSn系めっき13を備える。Sn系めっき材10は、XPS(X線光電子分光装置)でDepth分析を行ったとき、Snの原子濃度(at%)の最高値を示す位置(DSn)及びAgの原子濃度(at%)の最高値を示す位置(DAg)がSn系めっき13表面からDSn、DAgの順で存在し、Sn系めっき13に含まれるAgが1〜200μg/cm2であり、Sn系めっき13に含まれるSnが2〜220μg/cm2である。
(もっと読む)
銅又は銅合金板へのAg−Snめっき方法及びその方法により製造されたAg−Snめっきが施された銅或いは銅合金板
【課題】耐硫化性及び耐紫外線性に優れ、高い全反射率と優れた光の反射指向性を有する銅或いは銅合金板へのAg−Snめっき方法及びその方法により製造されたAg−Snめっきが施された銅或いは銅合金板が提供される。
【解決手段】銅又は銅合金板の表面に光沢Snめっき層を形成した後、前記Snめっき層の表面に形成された酸化膜をpH8〜10の弱アルカリ性の溶液中にて電解処理又は浸漬処理にて除去した後、Agを無電解めっき又は電気めっきした後、40〜60℃で30〜300秒間保持して完全に合金化したAg3Sn膜を形成した後、前記Ag3Sn膜を20〜30℃のリン酸系酸化処理剤中に30〜120秒間浸漬することにより、前記Ag3Sn膜上にSn酸化膜を形成する。
(もっと読む)
電気亜鉛めっき鋼板およびその製造方法
【課題】 耐食性と高導電性を兼ね備えた電気亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】鋼板表面に、カットオフ値0.01mmで測定した表面高さ粗さRzが0.60μm以上である電気亜鉛めっき層、或いは前記表面高さ粗さRzが0.60μm以上であり且つ(002)面配向指数が4.0未満である電気亜鉛めっき層を形成し、該電気亜鉛めっき層の上層に、平均膜厚0.1μm以上0.9μm未満の非晶質である化成処理層を形成した電気亜鉛めっき鋼板とする。
(もっと読む)
容器用鋼板
【課題】クロメート処理に替わる表面処理を行った場合でも、優れた耐食性を保ちつつ、優れたフィルム密着性および外観特性を示す容器用鋼板を提供する。
【解決手段】鋼板の少なくとも片面に、金属ジルコニウム量で0.1〜9mg/m2のジルコニウムを含有するジルコニウム皮膜、リン量で0.1〜8mg/m2のリン酸を含有するリン酸皮膜、及び炭素量で0.05〜8mg/m2のフェノール樹脂を含有するフェノール樹脂皮膜から選択された少なくとも2種以上の皮膜を含む化成処理皮膜層を有し、化成処理皮膜表面に占める所定の大きさの粒子の面積比率が0.1〜50%であることを特徴とする、容器用鋼板。
(もっと読む)
容器用鋼板の製造方法
【課題】高フィルム密着性に優れた容器用鋼板を得ることができる容器用鋼板の製造方法を提供する。
【解決手段】鋼板上に、金属Zr量1〜100mg/m2、F量0.1mg/m2以下である化成皮膜を有する容器用鋼板の製造方法であって、Zrイオン、Fイオンを含む処理液中での浸漬処理または当該処理液を用いた電解処理により前記鋼板上に前記化成皮膜を形成し、次いで、前記化成皮膜が形成された前記鋼板を、温度80℃以上の水で洗浄して乾燥を行う、容器用鋼板の製造方法。
(もっと読む)
錫めっき鋼板の製造方法
【課題】有機皮膜の密着性、耐食性に優れた錫めっき鋼板の製造方法を提供する。
【解決手段】鋼帯に電気錫めっき法により錫めっきを施した後、鋼帯の錫めっき層の表面を溶存酸素濃度6ppm以下、pH1.5〜3.5のリン酸塩水溶液中で、3〜30A/dm2、0.15〜1秒の陰極電解処理を施し、前記処理液から出すことなくさらに0.2〜1.2秒間、浸漬することを特徴とする錫めっき鋼板の製造方法。
(もっと読む)
化成処理電気亜鉛めっき鋼板およびその製造方法
【課題】化成処理後の導電性と耐食性が共に優れた化成処理電気亜鉛めっき鋼板を、工業レベルでの安定した生産が可能な製造方法と共に提供する。
【解決手段】電気亜鉛めっき層の最大高さ粗さ(Rz)が0.6〜1.1μm(但し、カットオフ値:0.01mm)で、かつ該電気亜鉛めっき層の該化成処理皮膜に対する露出部の面積率が電気亜鉛めっき被覆面積の0.3〜1.0%とする。
(もっと読む)
鉛含有銅合金製水道用器具の製造方法及び処理方法
【課題】水道用器具における通水路の内周面から水への溶出量の低減を鉛及びニッケルの両者について実現可能な方法を提供する。
【解決手段】本発明の製造方法は、めっき工程S10と、第1処理工程S11と、第2処理工程S12と、第3処理工程S13と、第4処理工程S14とを備えている。第1処理工程S11では、硝酸と塩酸との混酸水溶液を第1処理液として用意し、めっき工程S10後の第1ワークW1を第1処理液に浸漬して第2ワークW2を得る。第2処理工程S12では、BTA水溶液を第2処理液として用意し、第2処理液に第2ワークW2を浸漬して第3ワークW3を得る。第3処理工程S13では、水酸化ナトリウム水溶液を第3処理液として用意し、第3処理液に第3ワークW3を浸漬して第4ワークW4を得る。第4処理工程S14では、リン酸水溶液を第4処理液として用意し、第4処理液に第4ワークW4を浸漬する。
(もっと読む)
有機皮膜性能に優れた容器用鋼板およびその製造方法
【課題】製缶加工性に優れるとともに、絞りしごき加工、溶接性、耐食性、塗料密着性、フィルム密着性、濡れ性に優れた容器用鋼板およびその製造方法を提供する。
【解決手段】Zrイオン、リン酸イオンを含む溶液中で、浸漬又は電解処理を行うことにより鋼板上に形成されたZr皮膜を有し、前記Zr化合物皮膜の付着量が、金属Zr量で1〜100mg/m2であり、表面の濡れ張力が31mN/m以上である容器用鋼板。
(もっと読む)
耐食性に優れた錫めっき鋼板
【課題】耐食性の確保と加工による損傷を回避するSnめっき鋼板を提供する。
【解決手段】製缶後の缶内面側に相当する鋼板面に、該鋼板の表面より順次、金属Sn量で、0.5〜2g/m2のSnめっき層、その上層にS量で5〜100mg/m2のSnS層、その上層に3〜10g/m2の金属Snめっき層、その上層に化成処理層が存在することを特徴とする果実缶用Snめっき鋼板。
(もっと読む)
缶用めっき鋼板及びその製造方法
【課題】有機皮膜密着性、耐食性に優れた缶用めっき鋼板、及び、その製造方法を提供する。
【解決手段】錫付着量が0.5〜6g/m2であり、実質的にFe-Sn合金層を有していない錫めっき鋼板であって、錫めっき層の上層として、還元に要する電気量として1.0mC/cm2以下の酸化錫と、P量として1.0〜5.0mg/m2のリン酸錫とを含む層を有することを特徴とする缶用めっき鋼板。その製造方法は、鋼板を電気錫めっき後、液温30〜50℃、pH1.5〜3.5のナトリウムイオンを含むリン酸系水溶液中で、2〜30A/dm2、0.1〜2秒の陰極電解処理、次いで1秒以内に0.2〜5A/dm2、0.1〜2秒の陽極電解処理を施し、さらに1〜30A/dm2、0.1〜2秒の陰極電解処理を施すことを特徴とする。
(もっと読む)
錫めっき鋼板の製造方法および錫めっき鋼板
【課題】外観の劣化、塗料密着性の低下および糸状錆の発生を防止でき、皮膜付着量の管理が容易で安価にりん酸系化成処理が可能な錫めっき鋼板の製造方法および錫めっき鋼板を提供する。
【解決手段】鋼板の少なくとも片面に、Snの付着量が片面あたり0.05〜20g/m2となるようにSnを含むめっき層を形成した後、りん酸とアルミニウムを含み、塩化物濃度が0.4g/L以下(0g/Lを含む)であり、鉄イオン濃度が0.1g/L以下(0g/Lを含む)である水溶液を塗布し、次いで乾燥することにより、付着量がP換算で片面あたり1.5mg/m2超え10mg/m2以下、AlとPの質量比(Al/P)が0.20〜0.87である化成処理皮膜を形成することを特徴とする錫めっき鋼板の製造方法。
(もっと読む)
容器用鋼板とその製造方法
【課題】優れた耐食性および製缶加工性を実現することが可能な容器用鋼板を提供する。
【解決手段】本発明によれば、鋼板20の少なくとも片面に、ジルコニウムの酸化物とジルコニウムのリン酸塩との混合物を含む化成処理皮膜層30を有し、化成処理皮膜層30は、当該化成処理皮膜層30の表層側に位置し、ジルコニウムのリン酸塩が偏在しているリン酸層34と、化成処理皮膜層30の鋼板20側に位置し、ジルコニウムの酸化物を主成分とする酸化物層32と、を備え、リン酸層が化成処理皮膜層の全膜厚に対して表層から40%以内の厚み部分に偏在しており、酸化物層が化成処理皮膜層の全膜厚に対して表層から40〜100%の厚み部分に偏在している容器用鋼板10が提供される。
(もっと読む)
容器用鋼板
【課題】優れた耐食性及び製缶加工性を有する容器用鋼板を提供する。
【解決手段】鋼板表面に下地Ni層が形成され、下地Ni層上に施されたSnめっきの一部と下地Ni層の一部又は全部とが合金化された島状Snを含むSnめっき層が形成されためっき鋼板と、前記めっき鋼板上に形成され、1種又は2種以上のZr化合物から形成され金属Zr量で0.1〜9mg/m2のZrを含有するZr皮膜、1種又は2種以上のリン酸化合物から形成されP量で0.1〜8mg/m2のPを含有するリン酸皮膜、及び、C量で0.05〜8mg/m2のフェノール樹脂を含有するフェノール樹脂皮膜の少なくともいずれか2つの皮膜を含む化成処理皮膜層とを有し、化成処理皮膜層中の任意の粒子の長径をa、短径をbとしたとき、(a+b)/2≦200(nm)であり、化成処理皮膜層中に金属Cr量に換算して0.01〜5mg/m2のCr化合物を含む。
(もっと読む)
錫めっき鋼板の製造方法
【課題】従来のクロメート皮膜に代わり、表層の錫酸化膜の成長に由来する性能劣化を抑制できるリン酸系化成処理皮膜を有する錫めっき鋼板を提供する。
【解決手段】鋼板の片面に錫を含むめっき層を形成した後、鋼板のめっき面を、pHが1.0〜4.0であり、かつ、0.1〜3g/LのSnイオン、0.1〜4g/LのSO42−イオン、2〜20g/LのPO43−イオン、および酸化剤を含む化成処理液中で、陰極電解処理する。次いで、60〜200℃に加熱する。この製造方法によれば、優れた外観、塗料密着性および耐食性を有する錫めっき鋼板を、塩素を発生させることなく得る事ができる。
(もっと読む)
摺動性と接触抵抗に優れたNiメッキ鋼板およびその製造方法
【課題】 摺動性と接触抵抗に優れたNiメッキ鋼板およびその製造方法を提供すること。
【解決手段】 Niメッキ鋼板表面が、NiおよびPを含有する酸化膜で被覆されたことを特徴とする摺動性と接触抵抗に優れたNiメッキ鋼板であり、前記酸化膜厚みは5nm〜100nmであることが望ましく、また、前記酸化膜のNi/P比率は3以上であることが望ましい。そして、Niメッキ鋼板を、リン酸イオンまたは縮合リン酸イオンを含有する水溶液中(更に、ニッケルイオンおよびまたは酸化剤を含有しても良い)で処理し、必要に応じて、次いで500℃以上の温度で加熱処理をすることによって前記酸化膜で被覆されたNiメッキ鋼板を製造する。
(もっと読む)
外観性に優れた容器用鋼板
【課題】 外観性、耐食性、溶接性、密着性および加工性に優れた容器用鋼板を提供する。
【解決手段】 少なくとも缶外面側に相当する鋼板片面に、めっき原板の圧延方向に平行なRa(平均中心線粗度)が0.1um以下、かつ、垂直なRaが0.15um以下のNi含有率50%以上のNi−Fe合金めっき層を、Ni量で0.3〜10g/m2 付与し、更に金属Crが0.01〜1mg/m2 、オキサイドCrが金属Cr量で1〜40mg/m2 付与し、該オキサイドCr中の硫酸イオン量は0.0001〜0.1mg/m2 にすることを特徴とした外観性に優れた容器用鋼板。
(もっと読む)
金属ワイヤの製造方法、ゴム物品補強用金属コード及び車両用タイヤ
【課題】 金属ワイヤの伸線加工性を殆ど損なうことなく、ゴム物品に対する金属ワイヤの湿熱・経年接着性の低下を抑制することができる金属ワイヤの製造方法及びゴム物品補強用金属コードを提供する。
【解決手段】 金属ワイヤを製造する場合、まず非シアンめっき浴によって、金属素線3の表面上にブラスめっき内層4aを形成し、引き続き非シアンめっき浴によって、ブラスめっき内層4a上にブラスめっき外層4bを形成する。このとき、ブラスめっき外層4bのCu含有比がブラスめっき内層4aのCu含有比よりも低くなるようにブラスめっき層4を形成する。続いて、ブラスめっき層4を419℃±30℃の温度で加熱する。そして、電解による化成皮膜処理によって、ブラスめっき層4の表面に燐酸鉄皮膜6を形成した後、伸線加工を施す。
(もっと読む)
金属ワイヤの製造方法、ゴム物品補強用金属コード及び車両用タイヤ
【課題】 金属ワイヤの伸線加工性を損なうことなく、ゴム物品に対する金属ワイヤの湿熱・経年接着性の低下を十分抑制することができる金属ワイヤの製造方法、ゴム物品補強用金属コード及び車両用タイヤを提供する。
【解決手段】 ゴム物品補強用金属コードを構成する金属ワイヤ2を製造する場合、まず金属素線3の表面にCuめっき層6及びZnめっき層7を形成した後、Cuめっき層6及びZnめっき層7を熱拡散させることにより、金属素線3の表面にブラスめっき層4を形成する。このとき、凝固後のブラスめっき層4のCu含有比が51〜61wt%となるように、金属素線3の表面にCuめっき層6及びZnめっき層7を形成する。続いて、ブラスめっき層4に対して電解による化成皮膜処理を施すことにより、ブラスめっき層4の表面に燐酸鉄皮膜8を形成する。続いて、燐酸鉄皮膜8が形成された金属ワイヤ2に対して伸線加工を施す。
(もっと読む)
1 - 20 / 27
[ Back to top ]