
Fターム[4K026DA08]の内容
金属の化成処理 (15,926) | 処理方法、制御及び装置 (2,430) | 基材の移動、搬送 (40) | ハンガーによるもの (10)
Fターム[4K026DA08]に分類される特許
1 - 10 / 10
化成処理鋼鈑の製造方法
【課題】耐溶剤性や耐アルカリ性、さらに耐食性に優れた有機系化成処理めっき鋼板を提供する。
【解決手段】めっき鋼鈑の表面に、有機樹脂と金属系架橋剤とを含有する有機系ノンクロメート化成処理液を塗布するステップと;前記有機系ノンクロメート化成処理液の塗布膜に、ピーク波長が0.8μm以上1.5μm未満の近赤外線を照射して、前記めっき鋼鈑を加熱して、皮膜を形成するステップとを含む、化成処理鋼鈑の製造方法。
(もっと読む)
処理液の回収装置

【課題】処理槽からワークを引き上げる際にワークに付着した処理液を回収して水洗槽に持ち込まれる処理液を減らし、それによって水洗水を削減することができる、処理液の回収装置を提供する。
【解決手段】処理槽1の液面上方のワークWを挟む位置にワークに向けて洗浄水を噴出するシャワーノズル3、3を設け、該シャワーノズル3、3の上方にワークに向けてエアを噴出するエア噴出口5、5を設け、処理槽1上方にワークW及びワークWを吊り下げるハンガー6の周囲を囲む囲い7を設け、囲い7は上下方向に伸縮自在なものとし、ハンガー6の上昇中囲い7の上端を上昇させて囲いを伸ばし、ハンガー6の上昇完了時囲い7の上端を下降させて囲い7を縮めるエアシリンダ9、9を設けた。
(もっと読む)
リン酸塩被膜形成装置
【課題】金属製の中間部品に対し、リン酸塩被膜処理を簡便にかつ確実に行うことができ、かつ仕掛かり品の在庫を少なくすることができるリン酸塩被膜形成装置およびリン酸塩被膜形成方法を提供する。
【解決手段】複数箇所に所定ピッチで金属製の中間部品を吊り下げた状態で、各処理槽の上方を通るように配置された閉ループの移送用チェーンと、該移送用チェーンを所定ピッチだけ送る1ピッチ送り動作を行った後、所定時間停止する間欠動作が可能な駆動手段と、該駆動手段の動作に連動して前記移送用チェーンを上下動させる上下動手段と、1ピッチ送りの間に各処理槽で行う1サイクル当たりの処理時間を調整可能な制御手段と、を具備してなるリン酸塩被膜形成装置およびそれを用いるリン酸塩被膜形成方法。
(もっと読む)
下塗り塗装方法及び下塗り塗装装置
【課題】電着塗装の品質を確保しつつ工程長の短縮化を図ることが可能な下塗り塗装方法を提供する。
【解決手段】下塗り塗装方法は、被処理物である自動車ボディ8を脱脂及び洗浄した後にその表面に化成皮膜を形成する前処理工程A1〜B5と、自動車ボディ8の向きを回転させる回転工程Rと、当該自動車ボディ8を電着液に浸漬させた状態電電圧を印加して塗膜を形成する電着工程C1〜C3と、を備えており、前処理工程A1〜B5において自動車ボディ8を横向き姿勢で搬送し、回転工程Rにおいて自動車ボディ8を保持している塗装ハンガ3をオーバヘッドコンベア2により回転させ、電着工程C1〜C3において自動車ボディ3を縦向き姿勢で搬送する。
(もっと読む)
自動車車体のりん酸塩処理方法及び電着塗装処理方法
【課題】鋼製ボディにアルミニウム合金製ボンネットを連結した自動車車体に対するりん酸塩処理及びその後の電着塗装処理において、ボンネットヒンジの電気抵抗を調整したり、処理設備を改造したりすることなく、アルミニウム部分をも含めた車体全体にりん酸塩皮膜をむらなく均一に生成させることができ、しかもそのまま連続的に電着塗装を施すことができるりん酸塩処理方法及び電着塗装処理方法を提供する。
【解決手段】アルミニウム合金製ボンネット12の一端側を鋼製ボディ11に絶縁状態に連結する一方、ボンネット12の他端側と鋼製ボディ11との間に、アルミニウム系材料から成る接続治具10を介在させた状態でりん酸塩処理を施したのち、りん酸塩処理後の車体にそのまま電着塗装を施す。
(もっと読む)
塗装前処理方法及び塗装前処理装置
【課題】自動車ボディの電着塗膜の付き廻り性が良好となる塗装前処理方法を提供する。
【解決手段】自動車ボディ4に脱脂処理及び洗浄処理を施し、化成処理液により化成処理を施したのち、純水洗工程において自動車ボディを電着塗装時の電着液と同等の温度に加温する。
(もっと読む)
塗装前処理方法及び塗装前処理装置
【課題】自動車ボディの外板部と内板部の電着塗装膜厚を均一にできる塗装前処理方法を提供する。
【解決手段】電着塗装前に被処理物である自動車ボディ4の表面に化成被膜を形成する塗装前処理方法において、自動車ボディに脱脂処理及び洗浄処理を施した後に化成処理液により化成処理を施す際に、自動車ボディの部位別に化成処理液に対する接液時間を制御する。
(もっと読む)
平板形状物の表面処理方法およびその装置
【課題】高品質処理を確実に行うことができる平板形状物の表面処理装置を提供する。
【解決手段】前置干満槽10NFと後置干満槽10NBとを処理槽10Nの前後に配設し、前置干満槽10NFに関する導入側ゲート開閉手段,前置側液供給手段および前置側液排出手段と、処理槽10Nに関する搬入側ゲート開閉手段および搬出側ゲート開閉手段と、後置干満槽10NBに関する後置側液供給手段,後置側液排出手段および導出側ゲート開閉手段とを設け、これら手段を所定の手順に従って駆動制御する駆動制御手段を設け、平板形状物200を大気中搬送により前置干満槽10NFに導入し、満液状態の前置干満槽10NFから液中搬送により処理槽10Nに搬入しかつ表面処理後の平板形状物200を満液状態の後置干満槽10NBへ液中搬送により搬出させ、その後に後置干満槽10NBから大気中を導出させかつ後方側に排搬送できるように形成されている。
(もっと読む)
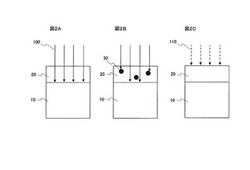
化成被膜の検査方法及び検査装置
【課題】目視評価が困難な薄膜かつ付着量が少ない化成被膜に対してもオンラインで被膜品質を検査できる化成被膜の検査装置を提供する。
【解決手段】検査対象たる化成被膜100に対して光を照射する光照射手段301と、化成被膜による反射光を受光する受光手段302と、光照射手段から照射された光の光量と受光手段により受光された光の光量とを比較して光反射率を算出する光反射率演算手段303と、予め測定された化成皮膜の光反射率と付着量との関係を記憶する記憶手段304と、記憶手段に記憶された化成被膜の光反射率と付着量との関係を参照して光反射率演算手段により求められた光反射率から化成被膜の品質を判定する品質判定手段305とを有する。
(もっと読む)
塗装前処理方法
【課題】電着塗装前の化成処理工程に持ち込まれた油分を適切に除去し、化成不良の発生を防止できる塗装前処理方法を提供する。
【解決手段】脱脂・洗浄工程Aの後であって電着塗装工程Cの前に、ボディ4を化成処理液に浸漬させることによりボディ4の表面に化成被膜を形成する塗装前処理方法において、化成処理液が満たされた化成処理槽11に油吸着性樹脂塊体17を浮遊させた状態でボディ4を化成処理液に浸漬させて処理を施す。
(もっと読む)
1 - 10 / 10
[ Back to top ]