
Fターム[4K027AB06]の内容
溶融金属による被覆 (10,875) | メッキ浴・メッキ被膜 (3,289) | メッキ被膜の性質 (1,259) | 耐候性 (84)
Fターム[4K027AB06]に分類される特許
1 - 20 / 84
連続溶融亜鉛めっき鋼板の製造設備及び製造方法
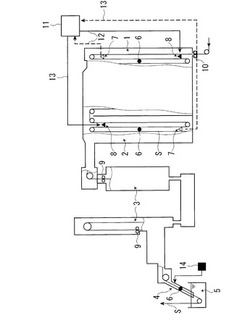
【課題】溶融亜鉛めっき鋼板製造技術において、めっき製品品質とめっき性とを共に高位安定に確保する方法を提供する。
【解決手段】加熱帯1、均熱帯2、冷却帯3の中の少なくとも何れか1ゾーンに露点計6と炉内ガスの吸出口7及び吹込口8とを設け、これらを炉外に設けたリファイナー11と接続して該接続したゾーン毎に独立に前記リファイナーとのガス循環路12,13を形成し、該形成したガス循環路毎に、接続したゾーンの露点計測値が目標露点と一致するように前記リファイナーが動作し、且つスナウト4に露点計6と同スナウト内4を加湿する加湿器14とを設け、前記スナウトの露点計測値が該スナウトの目標露点と一致するように前記加湿器が動作する構成とする。
(もっと読む)
溶融はんだめっき撚線の製造方法

【課題】無酸素銅(OFC)を用いる場合に比して、軟質銅撚線を製造する上において、はんだめっき槽への浸漬時間をより短時間で行うことができ、更なるめっきラインの増速化を実現することができる溶融はんだめっき撚線の製造方法を提供する。
【解決手段】不可避的不純物を含む銅と、2mass ppmを超える量の酸素と、Mg、Zr、Nb、Ca、V、N、Mn、Ti、Crの少なくとも一種の添加元素と、を含む希薄銅合金材料に対して伸線加工を施して伸線材2aを作製する伸線工程Aと、該伸線材2aを複数本用意し、これらを撚り合わせることにより撚線9を作製する撚線工程Aと、撚線9を溶融はんだめっき槽に浸漬することで伸線材2aの表面にめっき層を形成する溶融はんだめっき工程Cとを備え、溶融はんだめっき工程Cの熱量によって伸線材2aを軟質銅線に変質させるものである。
(もっと読む)
溶融Al−Zn系めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を下地鋼板とし、めっき外観、および耐食性に優れる溶融Al−Zn系めっき鋼板を提供する。
【解決手段】Al−Zn系めっき層中のAl含有量が20〜95mass%である。そして、前記Al−Zn系めっき層中のCa含有量が0.01〜10mass%である。または、CaおよびMgの合計含有量が0.01〜10mass%である。さらに、Al−Zn系めっき層の直下の、下地鋼板表面から100μm以内の鋼板表層部は、Fe、Si、Mn、Al、P、B、Nb、Ti、Cr、Mo、Cu、Niのうちから選ばれる少なくとも1種以上の酸化物が合計で片面あたり0.060g/m2未満である。
(もっと読む)
コンクリート構造用塗装めっき鋼材
【課題】コンクリートとの接触面における耐食性に優れたコンクリート構造用塗装めっき鋼材を提供する。
【解決手段】少なくともコンクリートと接する面の最上層に、フッ素樹脂系塗装を有し、下地のめっきとしてMg:2〜10質量%、Al:4〜20質量%、Si:0.01〜2質量%を含有し、残部がZn及び不可避的不純物よりなるZn−Al−Mg−Si合金めっき層を有し、該Zn−Al−Mg−Si合金めっき層が〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Mg2Si相〕と〔Al相〕が混在した金属組織を有し、かつ、〔Al相〕の中にZn−Mg系金間化合物としてMgZn2を含有することを特徴とするコンクリート構造用塗装めっき鋼材。Zn−Al−Mg−Si合金めっき相の下層にNiめっき層を設けることが好ましい。
(もっと読む)
耐食性、耐疲労性に優れた高強度焼き入れ成形体
【課題】亜鉛系めっき鋼材にて、焼き入れ後の成形品の耐食性を冷間成型品と同等以上とした、耐食性と耐疲労性に優れた高強度焼き入れ成形体を提供する。
【解決手段】亜鉛めっき系鋼材をホットスタンプのため加熱し、成形して焼き入れした高強度焼き入れ成形体であって、焼き入れ後の成形体鋼材表面に、Znを主成分としてFeが下記測定方法で9質量%以上、30質量%以下の亜鉛めっき層が、30g/m2以上形成されていることを特徴とする。なお亜鉛めっき層中のFe濃度測定方法は、NH4Cl:150g/lの水溶液中で4mA/cm2で飽和カロメル電極を参照電極として定電流電解により−800mVvs.SCE以下に大きく変化する点でのГ層までを電解し電解液をICPによりFe、Znの量、組成比を測定する方法である。
(もっと読む)
疲労特性と穴拡げ性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】590MPa以上の引張強度を有し、疲労特性と穴拡げ性に優れた高強度溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】質量%でC:0.04%以上0.13%以下、Si:0.9%以上2.3%以下、Mn:0.8%以上1.8%以下、P:0.1%以下、S:0.01%以下、Al:0.1%以下、N:0.008%以下を含有し、残部が鉄および不可避的不純物からなり、組織は、面積率で、80%以上のフェライト相と1.0%以上のベイニティックフェライト相と1.0%以上10.0%以下のパーライト相を有し、さらに、マルテンサイト相の面積率が1.0%以上5.0%未満で、かつ、平均結晶粒径はフェライトが14μm以下、マルテンサイトが4μm以下、マルテンサイトの平均自由行程が3μm以上で、フェライトのビッカース硬度が140以上で、マルテンサイト面積率/(ベイニティックフェライト面積率+パーライト面積率)≦0.6を満たす。
(もっと読む)
海洋気候に耐えられる工事部材の塗層に対する拡散処理を施す方法
本発明は海洋気候に耐えられる工事部材の塗層に対する拡散処理を施す1種の方法に係り、部材に対する前処理を施す第1ステップと、部材を雰囲気保護炉に置いて予熱する第2ステップと、予熱した部材をめっき溶液に浸漬し、浸漬過程において部材を回転させる第3ステップと、界面における原子を拡散させて被覆体の上に拡散層を形成することによって、塗層と被覆体との冶金接合を実現させるように、浸漬・めっきした部材を真空炉に入れ、800〜950℃で1〜3時間保温した後、徐々に冷却して取り出す拡散処理の第4ステップと、を含み、本発明の方法によって処理した部材には、海洋気候の条件下で十分な耐腐朽性と耐浸食・耐腐食性が与えられる。 (もっと読む)
熱間プレス用めっき鋼板および熱間プレス成形品
【課題】熱間プレス用めっき鋼板を提供する。
【解決手段】鋼板表面にめっき層を有するめっき鋼板であって、前記めっき層を、Al:1〜50質量%を含む亜鉛−アルミニウム合金からなる亜鉛−アルミニウム合金めっき層とし、該めっき層の付着量が片面当たり30〜90g/m2とする。これにより、熱間プレス成形時のめっき割れや、めっきムラの発生を防止でき、しかも外観性状、化成処理性、耐食性に優れた高強度熱間プレス成形品を容易に、精度よく、しかも生産性高く製造できる。
(もっと読む)
伸線加工性に優れたAlめっき鋼線およびその製造方法
【課題】溶融Alめっき鋼線の伸線加工率を例えば50%程度と非常に高くした場合でも、反応層におけるクラックの発生が顕著に軽減される優れた伸線加工性を有する溶融Alめっき鋼線を提供する。
【解決手段】電気Niめっき鋼線の表面に溶融Alめっきを施してなるAlめっき鋼線であって、長手方向に垂直な断面において、Alめっき層と鋼素地の間に、
(1)Fe−Al−Ni系合金反応層、
が介在しており、さらにその反応層と鋼素地との間の全部または一部に、
(2)Niめっき層に由来するNi濃化層、
が介在している伸線加工性に優れたAlめっき鋼線。
(もっと読む)
成形性に優れた高強度溶融亜鉛めっき鋼板
【課題】780MPa以上のTSを有し、かつ優れた伸びElを有し、TS×ELが18000以上である成形性に優れた高強度溶融亜鉛めっき鋼板を提供する。
【解決手段】質量%で、C:0.03〜0.15%、Si:0.8〜2.5%、Mn:1.0〜3.0%、P:0.001〜0.05%、S:0.0001〜0.01%、Al:0.001〜0.1%、N:0.0005〜0.01%、Cr:0.1〜2.0%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、かつ、面積率で、50%以上のフェライト相と10%以上のマルテンサイト相を含むミクロ組織を有する鋼板上に溶融亜鉛めっき層を有し、更に溶融亜鉛めっき層表面に3Zn(OH)2・ZnSO4・3〜5H2Oを平均厚さ10nm以上形成させる。
(もっと読む)
合金化溶融亜鉛めっき鋼板及びその製造方法
【課題】耐パウダリング性及び界面密着強度に優れる合金化溶融亜鉛めっき鋼板並びにその製造方法を提供する。
【解決手段】質量%で、C:0.030〜0.25%、Si:0.060〜0.30%、Mn:1.0〜3.0%、S:≦0.010%、P:≦0.035%、N≦0.0060%、sol.Al:0.10〜1.0%、残部がFe及び不可避的不純物である鋼板母材の表面に、Fe:8.0〜15%及びAl:0.10〜0.50%を含有しη相が存在しない合金化溶融亜鉛めっき層を備え、該めっき層を除去した後の鋼板母材の表面の中心線平均粗さRaが0.60〜1.4μmであり、めっき層と鋼板母材との界面から鋼板母材の深さ方向に0.2〜0.5μmの領域でグロー放電発光分光分析法により測定されるSi発光強度と、界面から鋼板母材の深さ方向に9〜10μmの領域で測定されるSi発光強度の平均値との比が1以上2以下である、合金化溶融亜鉛めっき鋼板とする。
(もっと読む)
溶融金属めっき鋼線の製造方法およびその装置
【課題】溶融金属の表面の清浄化を、人手による清掃作業ではなく、長時間安定して行うことができる、溶融金属めっき鋼線の製造方法および装置を提供する。
【解決手段】めっき浴の溶融金属の表面を非酸化性ガスでシールするガスシール部と、該ガスシール部内に設置されためっき付着量を調整するワイピング手段と、更に、該ガスシール部内のめっき浴表層の溶融金属を前記非酸化性ガスとともに吸引する吸引口及び吸引した溶融金属を前記ガスシール部外に放出する排出口を有する溶融金属循環手段とからなることを特徴とする溶融金属めっき浴表面清浄化装置。非酸化性ガスを加熱し、ガスシール部に導入するガス加熱導入手段を設けることが好ましい。溶融金属循環手段の吸引口全断面積の50〜80%を溶融金属浸漬し、溶融金属と非酸化性ガスとを同時に吸引する溶融金属めっき鋼線の製造方法。
(もっと読む)
溶融めっき浴中のロール支持装置
【課題】溶融めっき浴中で摩擦係数が小さく、軸の位置精度が高い状態で長期に安定してロールの使用ができる溶融めっき浴中のロール支持装置を得ること。
【解決手段】溶融めっき浴中に設けられるロール1と、ロール1のロール軸2を回転自在に軸支するころがり軸受3と、ころがり軸受3を支持するロール支持部材と、ロール軸2の外周を取り囲む壁部6aと、内周部をロール軸2に固定し外周側を摺接部として壁部6aに摺接させた中心部に開口が形成された円盤形状のシール部材4と、を有し、シール部材4の摺接部を溶融めっき浴中の静圧で摺接相手側に押し付けた溶融めっき浴中のロール支持装置であって、シール部材4は、耐熱性および柔軟性を有する布状金属繊維により構成し、また厚みが0.2mm以上5mm以下、外周と内周の差である幅が厚みの2倍以上、5倍以下であり、400℃以上700℃以下の温度範囲において伸びが2%以上とした。
(もっと読む)
溶融金属めっき設備
【課題】制振装置とガスワイピング装置及びバッフルプレートとの距離を可及的に短縮して制振装置の性能向上とバッフルプレートの位置決め精度の向上が図れる溶融金属めっき設備を提供する。
【解決手段】溶融金属ポット10から出て上方に向けて走行するストリップSの表,裏面にガスを吹き付けてめっき付着量を制御するワイピングノズル11a,11bと、ストリップSの両端部側方のガス吹付け位置にそれぞれ配設されたバッフルプレート12a,12bと、ワイピングノズルよりストリップ走行方向下流側に配設されてストリップSの表,裏面に電磁力を作用させてストリップSの位置制御を行う制振装置13a,13bと、を備えた溶融金属メッキ設備において、前記制振装置13a,13bに前記バッフルプレート12a,12bを一体的に組み付けた。
(もっと読む)
高張力溶融亜鉛めっき鋼板の製造方法
【課題】易酸化性元素を含む高張力鋼板を、不めっきなく外観美麗に、かつ、安定的に製造する手法を提供する。
【解決手段】連続式溶融亜鉛めっき設備にて溶融亜鉛めっきを施す工程において、鋼板が溶融亜鉛めっき浴に入るときの板温Tが、式(A)で表されることを特徴とする高張力溶融亜鉛めっき鋼板の製造方法。
T(Zn) + 100℃ ≦ T ≦ T(Zn)+180℃ (A)
但し、440℃ ≦ T(Zn) ≦ 470℃ (B)
T;溶融亜鉛めっき浴に入るときの板温T(℃)
T(Zn);溶融亜鉛めっき浴の浴温度(℃)
(もっと読む)
成形性に優れた溶融亜鉛めっき高強度鋼板およびその製造方法
【課題】メッキ性と成形性に優れた溶融亜鉛メッキ高強度鋼板およびその製造方法を工業的規模で実現する。
【解決手段】質量%で、C:0.07〜0.22%、Si:0.005〜1.0%、Mn:1.5〜2.8%、P:0.001〜0.1%、S:0.001〜0.01%、N:0.0005〜0.01%、Al:0.02〜1.0%、Mo≦0.3%、Cr≦0.5%を含有し、残部Feおよび不可避不純物からなり、ミクロ組織が、フェライトが面積率で20〜70%、残留オーステナイトが面積率で1〜5%以下、面積率で20%以上70%以下のマルテンサイトおよび残部がベイナイトであり、かつ下記(A−1)(A−2)(B)の式を満足する。
マルテンサイト分率≧0.07×[TS狙い値]-40・・・(A−1)
フェライト分率≧(100-[マルテンサイト分率])×0.8-20・・・(A−2)
(0.0012×[TS狙い値]-0.29)/3<[Al]+0.7[Si]<1.4・・・(B)
(もっと読む)
めっき付着量測定装置
【課題】従来のめっき付着量測定装置は、金属板の端部の位置を検出した後に付着量計ヘッドを変位させる必要があるので、測定に要する時間が長くなり、めっき付着量の調整精度が低くなっている。
【解決手段】本発明によるめっき付着量測定装置は、第1及び第2対向検出センサ3A,3Bが金属板1の幅方向1Wに沿って互いに離間して配置され、金属板1の幅方向1Wに関して第1対向検出センサ3Aと第2対向検出センサ3Bとの間に付着量計ヘッド4が配置される構成である。
(もっと読む)
高強度溶融亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板の製造方法
【課題】美麗な表面外観を有しめっき密着性に優れた溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板を得る。
【解決手段】
C:0.05〜0.30%、Si:0.1〜3.0%、Mn:0.5〜3.0%、Al:0.01〜3.0%、S:0.001〜0.01%、P:0.001〜0.1%を含有する鋼板を、O2:0.01〜20%、H2O:1〜50%を含有し、雰囲気中の酸素分圧:PO2、二酸化炭素分圧:PCO2、鋼板の最高到達温度:T(K)、鋼板のSi含有量:[Si%]が(1)〜(3)を満たす条件で加熱し、次にH2:1〜50%を含む雰囲気中で、露点が273K以下の条件で鋼板を1023〜1173Kの範囲内の温度になるように加熱し、その後溶融亜鉛めっきする。−3≦log(PO2/PCO2)≦1.38−0.43logT−0.05[Si%]…(1)、673≦T≦1123…(2)、0.01≦5PO2+PCO2≦0.6…(3)
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】プレNi法による合金化溶融亜鉛めっき鋼板の製造に際し、通常の冷延−焼鈍プロセスで製造したDP鋼の冷延鋼板と同等の低降伏比を有する合金化溶融亜鉛めっき鋼板の製法を提供する。
【解決手段】質量%でC:0.05〜0.20%、Mn:1.5〜3.0%、Si:0.5〜1.8%、P≦0.05%、S≦0.03%、sol.Al:0.005〜1.0%、N≦0.01%を含み、残部は実質Feからなる鋼片を熱延、酸洗、冷延後、焼鈍し、冷却したあと、伸び率0.1%以上での調質圧延を実施し、Ni又はNi−Fe合金をプレめっきし、Alを0.12〜0.20%含む溶融亜鉛浴に浸漬してめっきし、ガスワイピング後に合金化処理を行い、その後調質圧延をかけ形状矯正する合金化溶融亜鉛めっき鋼板の製造方法であって、上記冷延、焼鈍後、プレめっき前の調質圧延と上記合金化処理後の調質圧延の伸び率の合計が1.2%以下であることを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
(もっと読む)
溶融亜鉛系めっき鋼板およびその製造方法
【課題】プレス加工時のパウダリング性、摺動性、塗装後の鮮映性およびスポット溶接性をすべて満足する溶融亜鉛系めっき鋼板およびその製造方法を提供する。
【解決手段】溶融亜鉛めっき処理後、合金化処理を施すことにより得られるZn−Fe合金層を有する溶融亜鉛系めっき鋼板であり、該鋼板のめっき層表層には、めっき付着量の10〜50mass%の亜鉛η相を有し、かつ、下記式(1)で示されるめっき鋼板表面における断面曲線振幅確率密度分布の歪度Sが、−1.5〜0である。
S=μ3/σ3 ―――式(1)
但し、μ3:振幅確率密度の3次モーメント、σ:振幅確率密度の標準偏差である。
(もっと読む)
1 - 20 / 84
[ Back to top ]