
Fターム[4K027AB35]の内容
溶融金属による被覆 (10,875) | メッキ浴・メッキ被膜 (3,289) | メッキ被膜の形態上の特徴 (400) | 注目相 (135) | η(イータ)相 (10)
Fターム[4K027AB35]に分類される特許
1 - 10 / 10
Zn−Al−Mg系めっき熱処理鋼材およびその製造方法
【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が0.1%〜50%であり、Al濃度が4〜15%、Mg濃度が1%以上、Si濃度が0.5%以下でかつ当該めっき層にη相が存在した亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に30%以下のFeを含有する亜鉛系めっき鋼材に、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行った後、亜鉛系めっき鋼材の表面に当接する加圧ロールによって亜鉛系めっき鋼材の表面に残存するめっき層の表面粗度を調整することにより、製造される。
(もっと読む)
粗面化合金化溶融亜鉛めっき鋼板およびその製造方法、ならびに合金化溶融亜鉛めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法

【課題】合金化溶融亜鉛めっき鋼板の表面に樹脂を接触させた場合に、良好な密着性を付与することができる粗面化合金化溶融亜鉛めっき鋼板を提供すること。
【解決手段】Fe含有量が3〜20質量%の範囲内のめっき層を有する合金化溶融亜鉛めっき鋼板を準備する。この合金化溶融亜鉛めっき鋼板を酸化性の酸性水溶液に浸漬して、めっき層の表面に平均深さが0.8μm以上で、かつ前記めっき層の膜厚に対する前記めっき層表面からの平均深さの割合が80%以下のピットを複数形成する。酸化性の酸性水溶液としては、塩化第二鉄水溶液が好ましい。
(もっと読む)
合金化溶融亜鉛めっき鋼板及びその製造方法
【課題】耐パウダリング性及び界面密着強度に優れる合金化溶融亜鉛めっき鋼板並びにその製造方法を提供する。
【解決手段】質量%で、C:0.030〜0.25%、Si:0.060〜0.30%、Mn:1.0〜3.0%、S:≦0.010%、P:≦0.035%、N≦0.0060%、sol.Al:0.10〜1.0%、残部がFe及び不可避的不純物である鋼板母材の表面に、Fe:8.0〜15%及びAl:0.10〜0.50%を含有しη相が存在しない合金化溶融亜鉛めっき層を備え、該めっき層を除去した後の鋼板母材の表面の中心線平均粗さRaが0.60〜1.4μmであり、めっき層と鋼板母材との界面から鋼板母材の深さ方向に0.2〜0.5μmの領域でグロー放電発光分光分析法により測定されるSi発光強度と、界面から鋼板母材の深さ方向に9〜10μmの領域で測定されるSi発光強度の平均値との比が1以上2以下である、合金化溶融亜鉛めっき鋼板とする。
(もっと読む)
亜鉛系めっき熱処理鋼材およびその製造方法
【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が10〜35%であり、かつ当該めっき層にη相が存在し、さらに、めっき層の表面の中心線平均粗さRaが1.5〜5μmである亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に20%以下のFeを含有する亜鉛系めっき鋼材に、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行った後、亜鉛系めっき鋼材の表面に当接する加圧ロールによって亜鉛系めっき鋼材の表面に残存するめっき層の表面粗度を調整することにより、製造される。
(もっと読む)
溶融亜鉛系めっき鋼板およびその製造方法
【課題】プレス加工時のパウダリング性、摺動性、塗装後の鮮映性およびスポット溶接性をすべて満足する溶融亜鉛系めっき鋼板およびその製造方法を提供する。
【解決手段】溶融亜鉛めっき処理後、合金化処理を施すことにより得られるZn−Fe合金層を有する溶融亜鉛系めっき鋼板であり、該鋼板のめっき層表層には、めっき付着量の10〜50mass%の亜鉛η相を有し、かつ、下記式(1)で示されるめっき鋼板表面における断面曲線振幅確率密度分布の歪度Sが、−1.5〜0である。
S=μ3/σ3 ―――式(1)
但し、μ3:振幅確率密度の3次モーメント、σ:振幅確率密度の標準偏差である。
(もっと読む)
めっき密着性に優れた合金化溶融亜鉛めっき鋼板とその製造方法
自動車の内板または外板として使用される合金化溶融亜鉛めっき鋼板とその製造方法が提供される。この鋼板は、鋼板の少なくとも一面に合金化溶融亜鉛めっき層を有し、前記合金化溶融亜鉛めっき層の合金化度は5〜9%であり、合金相としてはエータ相とゼータ相からなる。この鋼板の製造方法は、鋼板を溶融亜鉛めっきして470〜530℃の温度で合金化処理し、合金化溶融亜鉛めっき層の合金化度は5〜9%であり、合金相としてはエータ相とゼータ相を有するようにするステップと、を含んでなる。本発明によると、溶融亜鉛めっき鋼板(GI)と合金化溶融亜鉛めっき鋼板(GA)の長所を全て有するハイブリッド型めっき鋼板が提供され、溶接性と耐パウダリング性、ボンド接着性の諸般特性が改善される。 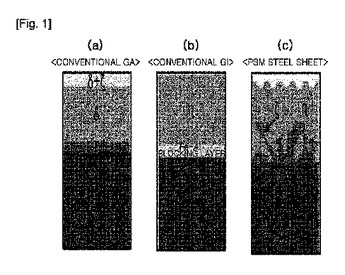 (もっと読む)
(もっと読む)
防錆防食被覆鋼材
【課題】本発明は、コンクリートあるいは地面に一部を埋め込まれて使用される場合に優れた防食特性を示す防錆防食被覆鋼材を提供する。
【解決手段】亜鉛めっきを施した鋼材上に、一層以上の塗装皮膜を少なくとも有する防錆防食被覆鋼材であって、前記亜鉛めっき層の一部が、η−亜鉛層を消失してなることを特徴とする防錆防食被覆鋼材である。これにより、コンクリートあるいは地面に一部埋め込まれて使用される被覆鋼材に優れた防食構造を形成することができるので、この防錆防食被覆鋼材を使用した構造物の寿命の延長が可能となる。
(もっと読む)
溶融亜鉛系メッキ方法及び亜鉛系メッキ被覆物
【課題】厚みが均一で美観に優れるメッキ皮膜を形成可能なメッキ方法を提供する。
【解決手段】溶融亜鉛系メッキ方法は、メッキ前処理として、塩化第二鉄溶液で鉄系被メッキ体を処理する工程を含む。鉄系被メッキ体を、塩化第二鉄溶液で処理し、次いでフラックス処理を行った後、溶融亜鉛系メッキを行ってもよい。前記メッキ方法では、鉄系被メッキ体を、塩化第二鉄溶液で処理した後、酸洗し、フラックス処理してもよい。また、鉄系被メッキ体をショットブラスト処理した後、塩化第二鉄溶液で処理してもよい。前記方法では、転造加工、切削加工、又はショットブラスト加工により成形された鉄系被メッキ体を、塩化第二鉄溶液で処理してもよい。鉄系被メッキ体は、ネジ類又はバネ類であってもよい。溶融亜鉛系メッキは、溶融亜鉛メッキ、溶融亜鉛−アルミニウム合金メッキ、又は溶融亜鉛−スズ合金メッキであってもよい。
(もっと読む)
溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板
【課題】成形荷重が高くなり型かじりを生じやすい材料においても優れたプレス成形性を有する溶融亜鉛めっき鋼板を安定的に製造する製造方法及び優れたプレス成形性を有する溶融亜鉛めっき鋼板を提供する。
【解決手段】めっき層が主としてη相からなる溶融亜鉛めっき鋼板を、調質圧延前または後に表面活性化処理を施し、次いで、pH緩衝剤を有する酸性処理液に接触させた後、水洗、乾燥を行うことによりめっき表面にZnを主体とする酸化物層を形成させる溶融亜鉛めっき鋼板の製造方法において、前記酸性処理液中に硝酸イオンを0.5g/l〜100g/l含有し、前記鋼板を酸性処理液に相対流速0.3m/秒以上で接触させることを特徴とする。また、上記製造方法により生産され、Znを主体とする酸化物層を、調質圧延により形成される凹部を除く、凸部または平坦部表層に平均15nm以上の膜厚で有する溶融亜鉛めっき鋼板。
(もっと読む)
溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板
【課題】成形荷重が高くなり型かじりを生じやすい材料においても優れたプレス成形性を有する溶融亜鉛めっき鋼板を安定的に製造する製造方法及び優れたプレス成形性を有する溶融亜鉛めっき鋼板を提供する。
【解決手段】めっき層が主としてη相からなる溶融亜鉛めっき鋼板を、調質圧延前または後に表面活性化処理を施し、次いで、pH緩衝作用を有する酸性処理液に接触させた後、鋼板表面に酸性処理液膜が形成された状態で1〜30秒保持し、水洗、乾燥を行うことによりめっき表面に酸化物層を形成させる溶融亜鉛めっき鋼板の製造方法において、前記酸性処理液中にAlイオンを含有することを特徴とする。さらに、前記酸性処理液中に、Alの硫酸塩、硝酸塩、塩化物のうち、少なくとも1種類以上を、Alイオン濃度として0.1〜50g/lの範囲で含有することが好ましい。また、上記製造方法により生産される合金化溶融亜鉛めっき鋼板。
(もっと読む)
1 - 10 / 10
[ Back to top ]