
Fターム[4K027AB48]の内容
溶融金属による被覆 (10,875) | メッキ浴・メッキ被膜 (3,289) | メッキ浴、メッキ被膜の材料、組成 (1,629) | Al又はAl合金 (202)
Fターム[4K027AB48]に分類される特許
1 - 20 / 202
溶融金属めっき浴用ロール
【課題】セラミックスで構成された軸部が使用中破損しない溶融金属めっき浴用ロールを提供する。
【解決手段】外観が略円柱形状の胴部1bと、前記胴部と同軸に配置されているとともに前記胴部の端から軸心I方向に延びる外観が略円柱形状のセラミックスで形成された軸部1dとを有する溶融金属めっき浴用ロール1であって、前記胴部1bと軸部1dの間に介在して両者を接続し固定する接続部1jを有し、前記接続部1jは、前記胴部1bの軸芯と同軸に配置された略円柱形状の挿着凹部を有し、前記軸部1dは、その端面が、前記挿着凹部の側面に密着するように前記着凹部に挿着され、固定されていることを特徴とする溶融金属めっき浴用ロールである。
(もっと読む)
金属連続体の溶融浸漬被覆装置

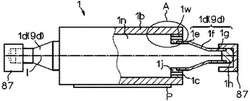
【課題】 本発明の課題は、電磁閉鎖を行う場合に浸漬浴を静止したままにし、それによって被覆の質を高める他の手段を提供することである。
【解決手段】 金属連続体1″′を溶融浸漬被覆するための装置であって、この装置が、 −溶融した被覆金属2″′を収容する容器3″′を備え、この容器を通って前記金属連続体1″′が垂直に案内され、 −金属連続体の搬送方向Rでこの容器の手前に接続配置された案内通路4″′を備え、この案内通路の領域内において、少なくとも2個のインダクタ5が、被覆金属2″′を容器3″′内に保持するために、金属連続体1″′の両側において配置され且つこの容器から間隔をあけられており、
その際、少なくとも2つの管11が、被覆金属2″′の側方からの供給のために備えられており、これら管が、インダクタ5の垂直方向の高さHの半分の高さH/2において、水平方向に前記案内通路4″′内へと開口している。
(もっと読む)
溶融金属めっき浴用軸受装置
【課題】めっき浴に浸漬した際に軸受装置の内部に侵入しためっき浴が、当該軸装置の引上げ時に円滑に流出することが可能な軸受装置を提供する。
【解決手段】溶融金属めっき浴中に浸漬される回転体の軸部を回転自在に支承する溶融金属めっき浴用軸受装置9であって、一端から前記軸部が挿入される挿入部8aを有するセラミックス製の軸受8と、一方の開口を遮るように配置された部材を有するとともに他方の開口を通じて前記軸受が収納される中空部2aを有する金属製の収納部材2とを備え、前記収納部材は、その中空部の底面に開口する溶融金属めっき浴の排出口を有することを特徴とする溶融金属めっき浴用軸受装置1である。
(もっと読む)
溶融金属めっき浴用軸受
【課題】溶融金属めっき浴に浸漬され使用される溶融金属めっき浴用軸受において、自動調芯機能を奏すべき面の使用中における磨耗が少なく、自動調芯機能を長期間に渡り維持できるシンプルな構成の溶融金属めっき浴用軸受を提供する。
【解決手段】溶融金属めっき浴中に浸漬される回転体の軸部27aを回転自在に支承するとともに、互いに直交する二の平面を有する支持部材2で支持される溶融金属めっき浴用軸受3であって、前記軸部の外周面が接触しつつ摺動可能な摺動面3aと、前記摺動面が延びる方向と同一方向に延設されているとともに前記支持部材の二の平面に対面する少なくとも二の面を有し、前記二の面には、各々が対面する平面と頂部が接する凸状部が形成されている溶融金属めっき浴用軸受である。
(もっと読む)
表面処理溶融めっき鋼材
【課題】加工部の耐白錆性、耐傷付き性、耐汚染性が良好で、めっき層起因の外観不良もなく、良好な外観を有する表面処理溶融めっき鋼材の提供。
【解決手段】本発明の表面処理溶融めっき鋼材は、鋼材の表面上にアルミニウム・亜鉛合金めっき層(α)がめっきされ、その上層にアルキレン基、シロキサン結合及び一般式−SiR1R2R3(式中のR1、R2及びR3は本文で説明のとおり)で表される架橋性官能基を有する有機ケイ素化合物(A)を造膜成分とする塗膜(β)が被覆されている表面処理溶融めっき鋼材であって、アルミニウム・亜鉛合金めっき層が構成元素としてAl、Zn、Si及びMgを含み、且つAl含有量が25〜75質量%、Mg含有量が0.1〜10質量%であり、アルミニウム・亜鉛合金めっき層が0.2〜15体積%のSi―Mg相を含み、Si−Mg相中のMgの、めっき層中のMg全量に対する質量比率が3%以上であることを特徴とする。
(もっと読む)
金属間化合物層の形成方法および溶融金属処理部材
【課題】 チタンからなる基材の表面に、溶融金属に対する耐溶損性、剥離性および耐割性に優れるチタンとアルミニウムとからなる金属間化合物層を形成する金属間化合物層の形成方法およびその方法を用いて製造される溶融金属処理部材を提供すること。
【解決手段】 チタンからなる基材10aを酸洗いする前処理工程と、前処理された基材10aを溶融フラックス中に浸漬して表面を活性化するフラックス処理工程と、フラックス処理された基材10aをアルミニウム溶湯中に浸漬して表面にアルミニウム層を形成するアルミニウム層形成工程と、アルミニウム層が表面に形成された基材を610℃からアルミニウム層の溶融点までの間の温度で加熱する固体拡散浸透工程と、固体拡散浸透工程で処理された基材をアルミニウム層の溶融点から1150℃までの間の温度で加熱する液体拡散浸透工程とによって、金属間化合物層10bを形成した。
(もっと読む)
溶融めっき冷延鋼板
【課題】延性、加工硬化性、伸びフランジ性に優れ、引張強度が750 MPa以上の高張力溶融めっき冷延鋼板の提供。
【解決手段】冷延鋼板が、質量%で、C:0.10%超0.25%未満、Si:0.50%超2.0%未満、Mn:1.50%超3.0%以下を含有し、場合によりさらに適量のTi、Nb、V、Cr、Mo、B、Ca、Mg、REMおよびBiの1種又は2種以上を含有し、P:0.050%未満、S:0.010%以下、sol. Al:0.50%以下およびN:0.010%以下である化学組成と、主相が低温変態生成相で、第二相に残留オーステナイトを含む金属組織とを有する。前記残留オーステナイトは全組織に対する体積率が4.0%超25.0%未満、平均粒径が0.80μm未満であり、前記残留オーステナイトの内、粒径が1.2μm以上である残留オーステナイト粒の数密度が3.0×10−2個/μm2以下である。
(もっと読む)
Al−Zn合金めっき鋼板とその製造方法および製造装置
【課題】設備寿命の大幅な短縮や生産性の低下、および大幅なコストアップを招くこと無く、加工性および耐食性に優れたAl−Zn合金めっき鋼板を得る。
【解決手段】めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成する。これにより、めっき層中のSi粒子を微細化して、Si粒子に起因して発生するクラックを微細化することができる。さらに、金属組織を微細化して、Znリッチ相の層数を増やして、クラックの周囲でZnの犠牲防食効果を長期にわたって発揮させることができる。
(もっと読む)
溶融金属めっき浴用ロール
【課題】本発明は、使用中破損しない低コストな溶融金属めっき浴用ロールを提供することを目的としている。
【解決手段】本発明の一態様は、セラミックスからなる胴部と、前記胴部の端から軸心方向に延びる外観が略円柱形状の軸部とを有する溶融金属めっき浴用ロールであって、前記胴部は、略円筒形状の薄肉部と、前記薄肉部の端に同軸に配置される略円環形状の厚肉部を有し、前記軸部は前記厚肉部に挿着されていることを特徴とする溶融金属めっき浴用ロールである。なお、前記厚肉部の内周面は、前記薄肉部の内周面より内方に配置されており、前記胴部の外周面は段差の無い平滑面であることが望ましい。
(もっと読む)
塗装後耐食性に優れた表面処理鋼板、その製造法、及びそれを用いて製造された自動車部品
【課題】塗装後耐食性に優れた表面処理鋼板、その製造方法、及びそれを用いて製造された自動車部品を提供する。
【解決手段】鋼成分として、質量%で、C:0.05〜0.5%、Mn:0.3〜4%、P:0.001〜0.1%、S:0.001〜0.05%、N:0.001〜0.03%、Si:0.01〜4%、Al:0.01〜4%を含有し、更にTi:0.01〜0.2%、Nb:0.01〜0.1%、B:0.0001〜0.01%、Mo:0.01〜1%、Cr:0.01〜25%から選ばれる元素の1種または2種以上を含有し、更にSi+Alが0.3〜5%以下、またはCr:2〜25%となるように含有し、残部が鉄及び不可避的不純物である鋼板の表面に質量%でFe:35〜60%を含有し、更にSi:2%以下(0を含む)、アルカリ土類金属元素:合計で0.3%〜3%を含有し、残部Al及び不可避的不純物からなるめっき層を鋼板表面に有し、めっき層厚(両面の合計)の板厚に対する比率が0.5〜3%であることを特徴とする塗装後耐食性に優れた表面処理鋼板。あるいは鋼中Siの替わりに鋼中Alを含有する鋼板。より好ましくはアルカリ土類金属はMgで、0.3〜1.9%、めっき層厚(両面の合計)の板厚に対する比率は0.5〜2.5%である。この鋼板を製造するため、連続溶融めっきラインでAlめっきした後、300℃以下まで冷却することなく、650〜780℃に再加熱して表面まで合金化させるものとする。
(もっと読む)
ガスワイピング装置
【課題】鋼帯の表面にガスを吹き付けて該表面に付着しためっき用の溶融金属の付着量を調整するガスワイピングノズルを備えたガスワイピング装置に関し、鋼帯の幅方向端部におけるオーバーコートやスプラッシュの抑止効果に優れたガスワイピング装置を提供すること。
【解決手段】ガスワイピングノズル1において鋼帯Kの幅方向に延設して中空からガスを吹出すスリット1a’と、中空にガスを導入するガス導入口1eを備え、このスリット1a’にはその左右の領域を閉塞するとともにスライド自在な左右の閉塞部材2,2が配設され、これら閉塞部材2,2の間にガス吹出口1aが形成されており、中空において、左右の閉塞部材2,2のそれぞれのガス吹出口側端部2a,2aから隔壁1dへ延設する左右の整流片1c、1cが配設され、該左右の整流片1c、1cの間でガス流路GRが形成されており、ガス吹出口1aの幅とガス流路GRの幅が同じであるガスワイピング装置10である。
(もっと読む)
亜鉛系めっき鋼材又は亜鉛系めっき鋼製成形品の製造方法
【課題】外観に優れ、耐食性に優れた亜鉛系溶融めっき鋼材及び亜鉛系めっき鋼製成形品を効率よく、経済的に製造する方法を提供する。
【解決手段】亜鉛系めっき鋼材又は亜鉛系めっき鋼製成形品の製造方法であって、めっきを施す基材をフラックス処理した後、亜鉛系めっき浴へ浸漬する際の基材温度を、300℃以上700℃未満とすることを特徴とする亜鉛系めっき鋼材又は亜鉛系めっき鋼製成形品の製造方法。
(もっと読む)
加工性と材質安定性に優れた高強度鋼板およびその製造方法
【課題】低Cの鋼組成で780MPa以上のTS、22000MPa・%以上のTS×ELを有し、穴広げ性と材質安定性にも優れた高強度鋼板およびその製造方法を提供する
【解決手段】
成分組成は、質量%でC:0.03%以上0.25%以下、Si:0.4%以上2.5%以下、Mn:3.5%以上10.0%以下、P:0.1%以下、S:0.01%以下、Al:0.01%以上2.5%以下、N:0.008%以下、Si+Al:1.0%以上を含有し、残部がFeおよび不可避的不純物からなり、鋼組織は、面積率で、30%以上80%以下のフェライトと、0%以上17%以下のマルテンサイトと、体積率で、8%以上の残留オーステナイトを有し、さらに、残留オーステナイトの平均結晶粒径が2μm以下を満たすことを特徴とする加工性と材質安定性に優れた高強度鋼板。
(もっと読む)
放電加工用電極線およびその製造方法
【課題】放電加工のとき、電極線の欠片および微塵の発生が少なく、向上された面粗度と加工速度を有する放電加工用電極線とその製造方法を提供する。
【解決手段】放電加工用電極線は、銅を含む第1金属からなる芯線と、前記芯線の外面にメッキされる第2金属が前記芯線との相互拡散によって前記芯線と第2金属の境界部に形成される第1合金層と、前記第1金属が前記第2金属の方向に拡散されて前記第1合金層の外郭に形成される第2合金層を含み、特に、前記芯線、第1合金層、第2合金層を有する放電加工用電極線の表面に第2合金層のクラックを通じて下の芯線材が溶岩湧出形状に迫り上がって多数の細片粒を形成する。
(もっと読む)
ワイピング装置およびこれを用いた溶融めっき装置
【課題】鋼板のエッジ部のワイピングガスの流れを改善することにより、エッジオーバーコートおよびスプラッシュを防止することが可能なワイピング装置およびこれを用いた溶融めっき装置の提供。
【解決手段】溶融めっき槽から引き上げる鋼板Pを挟んで両側に、鋼板Pの板面に向かってそれぞれ配置された一対のワイピングノズル2a,2bから鋼板Pにワイピングガスを吹き付けるワイピング装置1において、一対のワイピングノズル2a,2bの片側もしくは両側の鋼板Pの幅方向の両外側に位置する部分を覆うマスク3を備えることにより、一対のワイピングノズル2a,2bから吹き付けられたワイピングガスが、これらのワイピングノズル2a,2b間の鋼板Pの幅方向の両外側の部分で衝突することを防止し、乱流の発生を防止することができる。
(もっと読む)
溶融金属の移送配管と移送システム
【課題】製作効率が高く、溶融金属の浸透も抑止できる溶融金属の移送配管を提供し、長期使用した場合であっても、配管内に溶融金属が残存してこれが凝固等することなく、長期使用下での配管のメンテナンスや取替えを不要とする、もしくはメンテナンスまでの期間の長期化を図ることのできる溶融金属の移送システムを提供すること。
【解決手段】金属配管1aと、その内側に配設された環状のセラミックファイバーブランケット1bの積層体が少なくとも250kg/m3以上に圧縮成形されてなる内張り体とからなり、押さえ部材1c、1cで圧縮成形された内張り体の圧縮姿勢が保持されている溶融金属の移送配管1A,1Bである。また、溶融金属の移送システム10は、少なくとも250kg/m3以上に圧縮成形されたセラミックファイバーブロック2b、3bでライニングされためっきポット2、3と、上記する移送配管1A,1Bからなる配管系とから構成される。
(もっと読む)
スパングルを微細化した溶融アルミめっき鋼板の製造方法
【課題】
スパングルを微細化した溶融アルミめっき鋼板の製造方法
【解決手段】 アルミめっき層が未凝固状態にあるうちに、水ミストの広がり角度が40°以下、ノズル1個あたりの噴霧水量が1〜5L/hr、水ミストの平均粒子径が5〜9μmとなる二流体ミストノズルを用い、ノズル先端と鋼板との距離が100〜250mmの範囲になるようノズルを設置して水ミストを噴霧することを特徴とする。
(もっと読む)
電池外装用積層体および二次電池
【課題】溶融アルミニウムめっき鋼板に熱融着性樹脂層を積層した熱融着可能な電池外装用積層体であって、熱融着性樹脂層の密着性に優れ、かつ環境負荷が小さい電池外装用積層体を提供すること。
【解決手段】溶融アルミニウムめっき鋼板の表面にカルボキシル基含有樹脂、オキサゾリン基含有樹脂および塩基性リン酸化合物を含有する樹脂組成物の硬化物からなる有機無機複合処理層を形成し、その上に熱融着性ポリオレフィン系樹脂層を形成する。
(もっと読む)
耐熱電線用アルミめっき細鋼線
【課題】銅線の適用が困難な180℃以上の高温環境下で使用可能な、直径0.5mm程度以下の細径の耐熱電線を提供する。
【解決手段】本発明は、直径0.3mm程度の細鋼線を芯線としてこれに溶融アルミめっきを行い、加工硬化が問題にならない範囲で伸線加工を施して所定の線径に仕上げることにより、従来にない細径のアルミ被覆鋼線を得て、これを耐熱電線として用いる。鋼芯線の周囲にアルミめっき層を有することにより、導電性、耐熱性、高温強度を有する。
(もっと読む)
溶融金属めっき浴中ロール及び溶融金属めっき浴中ロールの製造方法
【課題】ロール周面の溝底の表面粗度の評価指標として適切な指標を用いることで、溝底に対する異物の付着を低減する方法を提供する。
【解決手段】ロール周面に複数の溝10が形成され、前記溝10の底部12の表面粗度の評価指標として、従来一般的なRaやRzではなく、粗さ曲線のスキューネスRskを用いる。Rskは、溝底12の粗さの評価指標として適切であり、Rskで0未満である溶融金属めっき浴中ロールとすることにより、溝底12に対する異物の付着を低減できる。
(もっと読む)
1 - 20 / 202
[ Back to top ]