
Fターム[4K027AC52]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 加圧流体の使用によるもの (260)
Fターム[4K027AC52]に分類される特許
1 - 20 / 260
溶融亜鉛めっき鋼管のめっき密着性評価方法
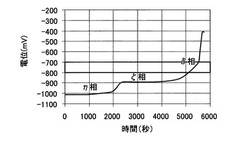
【課題】簡便で精度の良い、溶融亜鉛めっき鋼管のめっき密着性評価法を提供する。
【解決手段】溶融亜鉛めっき鋼管をアノードとして、電解質水溶液中で定電流電解を行い、得られる時間−電位曲線のうち、電位が−800〜−700mVの合金相に相当する領域の時間−電位曲線の曲線形状によって、めっき層と地鉄との密着性を評価することを特徴とする溶融亜鉛めっき鋼管のめっき密着性評価方法。
(もっと読む)
溶融金属めっき方法および溶融金属めっき装置

【課題】 ガスワイピング法を用いた溶融金属めっきラインにおいて、ワイピング後のストリップにめっき金属飛沫が付着するのを抑制するとともに、生産設備に関する煩雑なメンテナンス作業を要しない溶融金属めっき方法および溶融金属めっき装置を提供する。
【解決手段】 めっき金属浴内から連続的にストリップを引き出し、該ストリップ面に付着した余剰のめっき金属をワイピングノズルから前記ストリップ面に向けて噴射されるガスによって絞り落としてめっき金属付着量を調整することからなるガスワイピング法を用いて溶融金属めっきを施すに際し、前記ストリップを垂直に支持する浴上サポートロールを前記ワイピングノズルの上方に配設し、前記ワイピングノズルの配設位置から上方に前記ストリップ面に沿って前記浴上サポートロールの配設位置まで遮蔽ネットを設けるとともに、前記ワイピングノズルと前記めっき金属浴の浴面との間に整流板を設けることにより、溶融金属めっき時にめっき金属飛沫が前記ストリップ面に付着することを防止する。
(もっと読む)
接着強度に優れた合金化溶融亜鉛めっき鋼板とその製造方法
【課題】接着強度に優れた合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】質量%で、C:0.05〜0.50%、Mnを0.01〜3.0%含有し、さらに、Si:3.0%以下、Al:2.0%以下、Cr:2.0%以下の1種又は2種以上を含有し、Mn+Si+Al+Cr:0.4%以上で、残部Fe及び不可避的不純物からなる鋼板1の表面に、Fe:7〜15%、Al:0.01〜1%、残部Zn及び不可避的不純物からなるめっき層2を有する合金化溶融亜鉛めっき鋼板において、(x)上記めっき層の鋼板側が、(x1)Mn、Si、Al、及び、Crの酸化物の1種又は2種以上、及び/又は、(x2)Mn、Si、Al、及び、Crの2種以上からなる複合酸化物の1種又は2種以上を内包するZn−Fe合金相であり、(y)上記めっき層2の表層が、上記酸化物及び/又は複合酸化物を内包しないζ相を含むZn−Fe合金相である。
(もっと読む)
加工性に優れた高強度鋼板およびその製造方法
【課題】980MPa以上のTS、24000MPa・%以上のTS×ELを有する加工性に優れた高強度鋼板の製造方法を提供する。
【解決手段】成分組成が、質量%でC:0.03%以上0.35%以下、Si:0.5%以上3.0%以下、Mn:3.5%以上10.0%以下、P:0.1%以下、S:0.01%以下、N:0.008%以下を含有し、残部がFeおよび不可避的不純物からなる鋼スラブを、熱間圧延後、Ar1変態点〜Ar1変態点+(Ar3変態点−Ar1変態点)/2で巻き取り、200℃以下まで冷却した後、Ac1変態点−200℃〜Ac1変態点の温度域に加熱して30分以上保持し、その後、酸洗し、20%以上の圧下率で冷間圧延を施した後、Ac1変態点〜Ac1変態点+(Ac3変態点−Ac1変態点)/2の温度域に加熱して30s以上保持することを特徴とする加工性に優れた高強度鋼板の製造方法。
(もっと読む)
塗装後耐食性に優れる合金化溶融亜鉛めっき鋼板
【課題】塗装後耐食性に優れる高強度合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】質量%で、C:0.05〜0.15%、Si:0.1〜1.0%、Mn:0.5〜2.7%、Al:1.00%以下、P:0.025%以下、S:0.025%以下、Cr:0〜0.8%以下を含有し、かつ、下記式を満たし、残部がFeおよび不可避的不純物からなる。さらに、鋼板の表面に片面あたりのめっき付着量が20〜120g/m2の亜鉛めっき層を有し、該亜鉛めっき層表面の金属亜鉛露出率が20%以上80%未満であり、前記鋼板表面から5μm以内における鋼中内部酸化量が0.02g/m2以上0.1g/m2以下である。
Si≦0.68%の場合:Cr≦−1.25Si+0.85
Si>0.68%の場合:Cr=0
ただし、Si、Crは含有量(質量%)を示す。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】通常通板速度だけでなく、通板速度を高めた場合においても、スプラッシュ欠陥の発生を長期間抑制し、表面品質に優れる溶融金属めっき鋼帯を安定製造できるようにする。
【解決手段】溶融金属めっき浴8から連続的に引き上げられる鋼帯Sの表面に、鋼帯Sを挟んでその両面に対向配置したワイピングノズル1からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、ワイピングノズル1の上方あるいは背面に、複数の開口部を有し、正電荷または負電荷に帯電した第1の帯電構造体2を、鉛直方向の高さ位置がワイピングノズル上面から浴上サポートロールの高さ位置までの領域内にあるようにして、鋼帯幅方向に延在させて設置したことを特徴とする溶融金属めっき鋼帯の製造方法。
(もっと読む)
ガスワイピングノズルおよびガスワイピング方法
【課題】帯状体の表面に付着した付着物を除去するのに用いられるガスワイピングノズルと、当該ガスワイピングノズルを用いたガスワイピング方法を提供する。
【解決手段】
外周面の少なくとも一部が曲面からなる筒状あるいは柱状の胴部と、前記曲面と一定間隙にして前記曲面の接線方向にワイピングガスを噴出可能に配された噴出口とを備え、前記曲面には凹部が形成され、当該凹部の少なくとも一部は、前記噴出口から噴出された前記ワイピングガスの流れが集中するように構成されているガスワイピングノズルを用いる。
(もっと読む)
金属帯の安定装置および溶融めっき金属帯の製造方法
【課題】振動抑制用コイルと位置矯正用コイルとの間の誘導電流による振動抑制能力の低下を回避することができる金属帯の安定装置を提供する。
【解決手段】本発明に係る金属帯の安定装置は、オンライン走行中の金属帯2の変位を測定する非接触変位センサと、非接触変位センサからの信号を入力して、振動抑制信号と位置矯正信号とを出力する制御部5と、制御部5から出力される振動抑制信号に従い磁力を発生する振動抑制用コイル7aと、制御部5から出力される位置矯正信号に従い磁力を発生する、振動抑制用コイル7aよりも巻数の多い位置矯正用コイル7bと、振動抑制用コイル7aと位置矯正用コイル7bとが同心に巻かれ、振動抑制用コイル7aおよび位置矯正用コイル7bが発生する磁力を金属帯2へ導くコア6と、位置矯正用コイル7bに給電する電気回路に直列に設けられた誘導電流対策用コイル13aとを備える。
(もっと読む)
溶融金属めっき浴用軸受
【課題】溶融金属めっき浴に浸漬され使用される溶融金属めっき浴用軸受において、自動調芯機能を奏すべき面の使用中における磨耗が少なく、自動調芯機能を長期間に渡り維持できるシンプルな構成の溶融金属めっき浴用軸受を提供する。
【解決手段】溶融金属めっき浴中に浸漬される回転体の軸部27aを回転自在に支承するとともに、互いに直交する二の平面を有する支持部材2で支持される溶融金属めっき浴用軸受3であって、前記軸部の外周面が接触しつつ摺動可能な摺動面3aと、前記摺動面が延びる方向と同一方向に延設されているとともに前記支持部材の二の平面に対面する少なくとも二の面を有し、前記二の面には、各々が対面する平面と頂部が接する凸状部が形成されている溶融金属めっき浴用軸受である。
(もっと読む)
連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置
【課題】スプラッシュによる欠陥を発生させない美麗な薄めっき鋼板の製造を可能とする連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置を提供する。
【解決手段】非酸化性雰囲気において、溶融金属の浴に一部浸漬し回転するロール(A)により、該ロール(A)との接触部において該ロール(A)と同方向に回転するロール(B)へ、溶融金属を供給する。次いで、連続的に走行する鋼板との接触部において該鋼板と同方向に回転する前記ロール(B)により、溶融金属を前記鋼板表面に供給し、めっき処理する。次いで、めっき処理後、ノズルにより、前記鋼板表面に、溶融金属の融点より高い温度のガスを噴射する。
(もっと読む)
表面処理溶融めっき鋼材
【課題】加工部の耐白錆性、耐傷付き性、耐汚染性が良好で、めっき層起因の外観不良もなく、良好な外観を有する表面処理溶融めっき鋼材の提供。
【解決手段】本発明の表面処理溶融めっき鋼材は、鋼材の表面上にアルミニウム・亜鉛合金めっき層(α)がめっきされ、その上層にアルキレン基、シロキサン結合及び一般式−SiR1R2R3(式中のR1、R2及びR3は本文で説明のとおり)で表される架橋性官能基を有する有機ケイ素化合物(A)を造膜成分とする塗膜(β)が被覆されている表面処理溶融めっき鋼材であって、アルミニウム・亜鉛合金めっき層が構成元素としてAl、Zn、Si及びMgを含み、且つAl含有量が25〜75質量%、Mg含有量が0.1〜10質量%であり、アルミニウム・亜鉛合金めっき層が0.2〜15体積%のSi―Mg相を含み、Si−Mg相中のMgの、めっき層中のMg全量に対する質量比率が3%以上であることを特徴とする。
(もっと読む)
外観均一性に優れた高耐食性溶融亜鉛めっき鋼板
【課題】本発明は、めっき原板の清浄度の均一性に関わらず、外観均一性に優れた高耐食性溶融亜鉛めっき鋼板を提供することを目的としている。
【解決手段】 鋼板の表面に、Al:4〜22質量%、Mg:1〜6質量%、残部がZnおよび不可避的不純物からなる溶融亜鉛めっき層を有し、めっき原板表層の未再結晶率が30%以上であるような鋼板であって、めっき層の構成相のうち、Al/MgZn2/Znの3元共晶相の平均径が10〜100μmであることを特徴とする、外観均一性に優れた高耐食性溶融亜鉛めっき鋼板である。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】薄め付けを可能とする溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】鋼帯を、溶融金属めっき浴槽内のめっき浴に連続的に浸漬してめっきを行った後、めっき浴から引き上げ、鋼帯表面に付着した溶融金属の付着量をワイピングノズルから噴射されるガス噴流により調整する溶融金属めっき鋼帯の製造方法において、ワイピングノズル上方に補助スリットノズルを設置してワイピングガスの鋼帯に随伴して上昇する流れに対するカウンター流を供給すると共に、前記ワイピングガスのノズル噴出し口における温度を前記溶融金属の融点以上とし、かつ前記補助スリットノズルのノズル噴出し口におけるガス温度を前記溶融金属の融点より100℃以上低くする。
(もっと読む)
溶融金属めっき浴用ロール
【課題】本発明は、使用中破損しない低コストな溶融金属めっき浴用ロールを提供することを目的としている。
【解決手段】本発明の一態様は、セラミックスからなる胴部と、前記胴部の端から軸心方向に延びる外観が略円柱形状の軸部とを有する溶融金属めっき浴用ロールであって、前記胴部は、略円筒形状の薄肉部と、前記薄肉部の端に同軸に配置される略円環形状の厚肉部を有し、前記軸部は前記厚肉部に挿着されていることを特徴とする溶融金属めっき浴用ロールである。なお、前記厚肉部の内周面は、前記薄肉部の内周面より内方に配置されており、前記胴部の外周面は段差の無い平滑面であることが望ましい。
(もっと読む)
金属の対象物を安定させるためのデバイス及び方法
【課題】磁性材料の金属の細長いストリップを金属層でコーティングするとき、ストリップを安定させるためのデバイス及び方法を提供する。
【解決手段】ストリップは、浴2から、予め定められた移送経路xに沿う移送方向16へ移送される。過剰な溶融金属を、ストリップ1から除去するためのワイピング手段4は、ストリップ1を横断する1本の線の形で空気の流れを噴射する。ここで、前記ワイピング手段4は、ストリップ1の各サイドにエア・ナイフが一つずつ配置された少なくとも1対のエア・ナイフ5,6を有している。電磁的安定化手段7は、前記予め定められた移送経路xに対するストリップ1の位置を安定させる。センサー14,15は、前記予め定められた移送経路xに対するストリップ1の位置を検出する。
(もっと読む)
塗装後耐食性に優れた表面処理鋼板、その製造法、及びそれを用いて製造された自動車部品
【課題】塗装後耐食性に優れた表面処理鋼板、その製造方法、及びそれを用いて製造された自動車部品を提供する。
【解決手段】鋼成分として、質量%で、C:0.05〜0.5%、Mn:0.3〜4%、P:0.001〜0.1%、S:0.001〜0.05%、N:0.001〜0.03%、Si:0.01〜4%、Al:0.01〜4%を含有し、更にTi:0.01〜0.2%、Nb:0.01〜0.1%、B:0.0001〜0.01%、Mo:0.01〜1%、Cr:0.01〜25%から選ばれる元素の1種または2種以上を含有し、更にSi+Alが0.3〜5%以下、またはCr:2〜25%となるように含有し、残部が鉄及び不可避的不純物である鋼板の表面に質量%でFe:35〜60%を含有し、更にSi:2%以下(0を含む)、アルカリ土類金属元素:合計で0.3%〜3%を含有し、残部Al及び不可避的不純物からなるめっき層を鋼板表面に有し、めっき層厚(両面の合計)の板厚に対する比率が0.5〜3%であることを特徴とする塗装後耐食性に優れた表面処理鋼板。あるいは鋼中Siの替わりに鋼中Alを含有する鋼板。より好ましくはアルカリ土類金属はMgで、0.3〜1.9%、めっき層厚(両面の合計)の板厚に対する比率は0.5〜2.5%である。この鋼板を製造するため、連続溶融めっきラインでAlめっきした後、300℃以下まで冷却することなく、650〜780℃に再加熱して表面まで合金化させるものとする。
(もっと読む)
ガスワイピング装置
【課題】鋼帯の表面にガスを吹き付けて該表面に付着しためっき用の溶融金属の付着量を調整するガスワイピングノズルを備えたガスワイピング装置に関し、鋼帯の幅方向端部におけるオーバーコートやスプラッシュの抑止効果に優れたガスワイピング装置を提供すること。
【解決手段】ガスワイピングノズル1において鋼帯Kの幅方向に延設して中空からガスを吹出すスリット1a’と、中空にガスを導入するガス導入口1eを備え、このスリット1a’にはその左右の領域を閉塞するとともにスライド自在な左右の閉塞部材2,2が配設され、これら閉塞部材2,2の間にガス吹出口1aが形成されており、中空において、左右の閉塞部材2,2のそれぞれのガス吹出口側端部2a,2aから隔壁1dへ延設する左右の整流片1c、1cが配設され、該左右の整流片1c、1cの間でガス流路GRが形成されており、ガス吹出口1aの幅とガス流路GRの幅が同じであるガスワイピング装置10である。
(もっと読む)
材質安定性、加工性およびめっき外観に優れた高強度溶融亜鉛めっき鋼板の製造方法
【課題】540MPa以上の引張強度TSを有し、かつ、材質安定性と加工性、およびめっき外観に優れた高強度溶融亜鉛めっき鋼板の製造方法を提供すること。
【解決手段】質量%でC:0.04%以上0.13%以下、Si:0.7%以上2.3%以下、Mn:0.8%以上2.0%以下、P:0.1%以下、S:0.01%以下、Al:0.1%以下、N:0.008%以下を含有する鋼板に対し、O2:0.1〜20vol%、H2O:1〜50vol%の雰囲気中で400〜750℃に加熱し、次いでO2:0.01〜0.1vol%未満、H2O:1〜20vol%の雰囲気中で600〜850℃に加熱する第1加熱工程を施し、次いでH2:1〜50vol%で露点が0℃以下の雰囲気中で鋼板を750〜900℃で15〜600s保持し、450〜550℃の温度域に冷却した後、その温度で10〜200s保持する第2加熱工程を施した後、溶融亜鉛めっき処理を施す。
(もっと読む)
溶融金属めっき浴用ロール
【課題】リサイクル性に優れた溶融金属めっき浴用ロールおよび溶融金属めっき浴への浸漬時に軸部が離脱しがたい溶融金属めっき浴用ロールを提供する。
【解決手段】外観が略円柱形状のセラミックスからなる胴部1aと、前記胴部の端から軸方向Iに延びる外観が略円柱形状の軸部1dとを有する溶融金属めっき浴に浸漬される溶融金属めっき浴用ロール1であって、前記軸部は、前記胴部の端に接合される接続部4を介し前記胴部に接合されており、前記接続部は、前記胴部の端が嵌着される環状部を有する溶融金属めっき浴用ロールである。
(もっと読む)
成形性及び形状凍結性に優れた高強度溶融亜鉛めっき鋼板、並びにその製造方法
【課題】引張強さ(TS):1180MPa以上、全伸び(EL):14%以上、穴拡げ率(λ):30%以上かつ降伏比(YR):70%以下である成形性および形状凍結性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.10〜0.35%、Si:0.5〜3.0%、Mn:1.5〜4.0%、P:0.100%以下、S:0.02%以下、Al:0.010〜0.5%を含み、残部がFeおよび不可避的不純物からなる成分組成を有し、かつミクロ組織は、面積率で0〜5%のポリゴナルフェライト、5%以上のベイニティックフェライト、5〜20%のマルテンサイト、30〜60%の焼き戻しマルテンサイトと、5〜20%の残留オーステナイトを含み、かつ旧オーステナイトの平均粒径が15μm以下であることを特徴とする成形性及び形状凍結性に優れた高強度溶融亜鉛めっき鋼板。
(もっと読む)
1 - 20 / 260
[ Back to top ]