
Fターム[4K027AC55]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 機械的手段の使用によるもの (25)
Fターム[4K027AC55]の下位に属するFターム
ロールによるもの (6)
ブラシ、パッド類によるもの (5)
Fターム[4K027AC55]に分類される特許
1 - 14 / 14
メッキ線材の製造方法及び製造装置
【課題】製造時におけるメッキ線材への異物の付着及び不メッキを抑制する。
【解決手段】メッキ線材の製造方法は、線材を、焼鈍して軟化させた後、ガイドロールによる案内によって溶融金属中に浸漬して引き上げることにより表面を被覆するようにメッキ層を形成する。また、線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させる。
(もっと読む)
太陽電池用リード線の製造方法および太陽電池用リード線
【課題】成形精度の高い太陽電池用リード線を簡単な設備で製造する。
【解決手段】溶融はんだが貯留されたはんだ貯留槽101に導体条2を浸漬したうえで、導体条2をその長手方向に沿って順次溶融はんだの液面Suから引き出す際に、液面より上方の導体条搬送路上に、はんだ貯留槽101から導体条2を引き出す方向に沿った挿通孔51aまたは挿通溝を有するダイス51を固定配置したうえで、はんだ貯留槽101に浸漬させた導体条2を、はんだ貯留槽101から引き出して挿通孔51aまたは挿通溝に挿通させる。
(もっと読む)
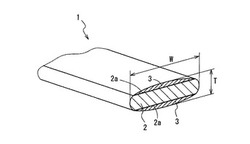
溶接性に優れたAl−Zn系合金めっき鋼材

【課題】Al−Zn系合金めっきにおいて、シャシー部に求められる耐食性を発揮できるめっき層の構造を提供し、耐食性を向上させた自動車足周り用Al−Zn系合金めっき鋼材の提供。
【解決手段】質量%で、Zn:10〜30%、Si:0.5〜5%、Fe:20〜40%、残部はAlと不可避的不純物からなるAl−Zn−Fe−Si合金めっきであって、該めっき層が、表面側にZn、Siが濃化した上層、鋼材側にFe、Alが濃化した下層を有する2層構造を有することを特徴とする合金めっき鋼材。
(もっと読む)
溶融めっき線のワイピング装置及び溶融めっき線のワイピング方法
【課題】絞りダイスよりも作業性に優れ、パッド方式のようにワイピング面の材質劣化に起因して、溶融金属めっき線材の表面性状を損なうことなく、パッド方式と同等の通線速度で溶融めっき線のワイピングが可能な装置及び方法を提供する。
【解決手段】ワイピング装置は複数のワイピング部材8を組み合わせてなるワイピング手段7と、押付力負荷手段12と、ワイピング手段7が摺動可能に当接されるストッパー6とからなる。ワイピング部材8は先端に弧状部13を形成するU字溝11を有し、各U字溝の弧状部13が組み合わされて溶融めっき線の通線部位16を形成し、ワイピング部材8は溶融めっき線の通線方向に直交する方向に延伸する凸部10を基部上に有し、凸部10にU字溝11を設け、押付力負荷手段12は、U字溝の弧状部13によって溶融めっき線に押付力を負荷する。ワイピング部材のU字溝の弧状部の底面がセラミックスであることが好ましい。
(もっと読む)
流体法によって金属でセラミック材料繊維を被覆する方法および装置
本発明は、流体法を用いて金属でセラミック材料繊維を被覆する方法であり、坩堝(12)の内側に実質的に球形になって浮揚した溶融金属の装入物(22)を維持するステップと、繊維の一部(35)が金属被覆で被覆されるために装入物に浸漬されるように、張架されたセラミック材料繊維(24)を坩堝の両側に配置されるボトムプーリ(28)とトッププーリ(26)との間を所定の速度で走行させるステップから成る方法に関する。被覆時に、装入物に浸漬される繊維の一部は、装入物に浸漬される繊維の瞬間高さ(h)が被覆作業を通じて実質的に一定のままであるように、装入物の残余体積に応じて移動させられる。本発明はまた、本方法を実施する装置を提供する。  (もっと読む)
(もっと読む)
線材の溶融めっき方法並びに溶融めっき装置
【課題】めっき厚の均一性に優れ、安定的に偏肉度を20%以下を達成することができる線材の溶融めっき方法並びに溶融めっき装置を提供する。
【解決手段】金属製の線材11を、溶融めっき液12を保持しためっき浴槽に連続的に浸して溶融めっき層を形成する溶融めっき方法において、線材11をめっき浴槽の湯面121から上方に引出す部分を緊張液面形成管17で囲むと共に、緊張液面形成管17を、その緊張液面形成管17で囲まれためっき湯面が水平面を持たない内径に形成して、線材11に溶融めっきを施すものである。
(もっと読む)
液体金属による固体基体表面の湿潤
液体金属により固体基体の表面を濡らす方法であって、高エネルギービームにより前記表面を活性化することと、活性化状態で液体金属を表面に導入することと、を含み、前記表面の温度が前記液体金属の融点よりも高いことを特徴とする液体金属により固体基体の表面を濡らす方法。  (もっと読む)
(もっと読む)
同軸ケーブル、及び同軸ケーブル用内部導体の製造方法
【課題】銅製の線材の表面に錫メッキ層を形成した内部導体を有する同軸ケーブルにおいて、表皮効果による高周波信号の減衰を抑える。
【解決手段】内部導体を絶縁体、外部導体およびシースで順に覆った同軸ケーブルであって、上記内部導体が、銅製の線材22の表面に、平均厚0.5〜0.6μmの錫メッキ層を有する。この錫メッキ層は、溶融メッキ法で形成され、溶融錫61に浸漬した後、ダイス62のダイス穴63を通過させる。そして、錫メッキ層に対して、ダイス62による目付制御と表面の平滑化を行い、表面が滑らかな錫メッキ層を形成する。
(もっと読む)
液体コーティング装置
【課題】動力源を必要とせず、溶融金属が酸化してなるトップドロスを容易に除去することができる液体コーティング装置を提供することにある。
【解決手段】溶融金属Mに浸漬された後に引き上げられた帯板Sをワイパ11により当該帯板に付着する溶融金属の膜厚を調整して、前記帯板表面を処理する液体コーティング装置10であって、引き上げられる帯板Sを溶融金属Mの液面M1近傍にて包囲し、下端13aが溶融金属M内に配置される仕切具13と、ワイパ11の下方に配置される回収器15とを有し、回収器15により、ワイパ11にて除去された酸化物19やごみなどの不純物を含む溶融金属18を溶融金属Mの液面M1より上方にて回収し、仕切具13の外側に排出するようにした。
(もっと読む)
溶融亜鉛系メッキ方法及び亜鉛系メッキ被覆物
【課題】厚みが均一で美観に優れるメッキ皮膜を形成可能なメッキ方法を提供する。
【解決手段】溶融亜鉛系メッキ方法は、メッキ前処理として、塩化第二鉄溶液で鉄系被メッキ体を処理する工程を含む。鉄系被メッキ体を、塩化第二鉄溶液で処理し、次いでフラックス処理を行った後、溶融亜鉛系メッキを行ってもよい。前記メッキ方法では、鉄系被メッキ体を、塩化第二鉄溶液で処理した後、酸洗し、フラックス処理してもよい。また、鉄系被メッキ体をショットブラスト処理した後、塩化第二鉄溶液で処理してもよい。前記方法では、転造加工、切削加工、又はショットブラスト加工により成形された鉄系被メッキ体を、塩化第二鉄溶液で処理してもよい。鉄系被メッキ体は、ネジ類又はバネ類であってもよい。溶融亜鉛系メッキは、溶融亜鉛メッキ、溶融亜鉛−アルミニウム合金メッキ、又は溶融亜鉛−スズ合金メッキであってもよい。
(もっと読む)
線材の溶融めっき装置
【課題】溶融めっき前の線材表面に付着した過剰なフラックスを確実に除去することができる線材の溶融めっき装置を提供するものである。
【解決手段】本発明に係る溶融めっき装置は、線材101をフラックス槽103内を通してその表面にフラックスを付着させた後、その線材101を前処理装置120に通して表面に付着した過剰なフラックスを除去し、さらにその線材101を溶融めっき槽105内を通して溶融めっきを行う溶融めっき装置であり、前処理装置120を、走行する線材101に所定の力で密着させて線材101の表面に付着した過剰なフラックスと共に、汚れ、異物などを絞り落とす絞り具122で構成したものである。
(もっと読む)
溶融メッキ垂れ切り装置
【課題】被溶融メッキ物品が相互に密着させることなく余分な溶融メッキ液を短時間で効率良く確実に垂れ切りでき、被溶融メッキ物品のメッキ斑を大幅に低減して品質バラツキを抑制できる溶融メッキ垂れ切り装置を提供すること。
【解決手段】多数の被溶融メッキ物品Mを加熱炉110内の回転カゴ120内に投入収集して被溶融メッキ物品Mに付着している余分な溶融メッキ液を遠心分離して除去する溶融メッキ垂れ切り装置100において、回転カゴ120内で被溶融メッキ物品Mを捕捉する物品捕捉手段131が、回転カゴ120の内周側に少なくとも内周方向に沿った凹凸状態で配置されていること。
(もっと読む)
オーバーコート防止用バッフルプレートの開閉制御方法、装置および溶融金属鍍金鋼板の製造方法、装置
【課題】 溶接部位以外の急峻な幅違い部位がバッフルプレートを通過する時に起こり得る、設備破損や鋼板亀裂破断を未然に防止することができる。
【解決手段】 溶融金属鍍金浴中から鋼板1を連続的に引き上げて、鋼板1に金属鍍金液を付着させる際に、金属鍍金液を鋼板1の幅方向に亘って均一に付着させるための、開閉可能なオーバーコート防止用バッフルプレートの開閉制御装置において、バッフルプレート3の連続鍍金ライン上流側に設けられた板幅検出装置4と、鋼板1の移動距離を検出するブライドルロール回転検出器8と、ライン運転を制御するラインコントローラと、コントロール装置とを備え、前記コントロール装置は、板幅検出装置4による板幅測定値に基づいて、鋼板1の幅違いの有無を判断し、この判断結果に基づいて、バッフルプレート3の開閉指令を発し、前記開閉指令を発するタイミングは、前記ブライドルロール回転検出器8により検出される幅違い部位の位置に基づいて決定する。
(もっと読む)
金属充填方法および金属充填装置
本発明は、ワークを溶融金属中に挿入してワークを溶融金属に浸し、その後、ワークを溶融金属から取り出すことで、ワークに形成されている微細孔に金属を充填する金属充填方法であって、ワークを溶融金属中に挿入する際に、ワーク下面を溶融金属液面に対して、0.5°以上の傾斜をつけて行い、ワークを溶融金属から取り出す際、ワーク上面を溶融金属液面に対して、0.5°以上85°未満の傾斜をつけて行うことを特徴とする金属充填方法である。ワークを溶融金属中に挿入する際、または、ワークを溶融金属から取り出す際に、ワークが割れてしまうという不具合を防止し、更に、ワークを溶融金属から取り出した後に、金属がワーク表面に残ってしまうという不具合を防止することができる。 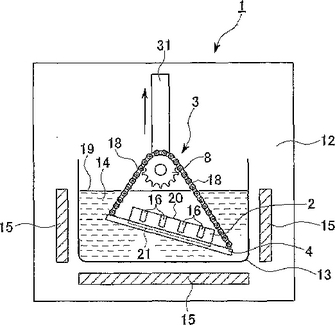 (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]