
Fターム[4K027AC57]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 機械的手段の使用によるもの (25) | ブラシ、パッド類によるもの (5)
Fターム[4K027AC57]に分類される特許
1 - 5 / 5
溶融金属めっき方法および溶融金属めっき装置
【課題】 ガスワイピング法を用いた溶融金属めっきラインにおいて、ワイピング後のストリップにめっき金属飛沫が付着するのを抑制するとともに、生産設備に関する煩雑なメンテナンス作業を要しない溶融金属めっき方法および溶融金属めっき装置を提供する。
【解決手段】 めっき金属浴内から連続的にストリップを引き出し、該ストリップ面に付着した余剰のめっき金属をワイピングノズルから前記ストリップ面に向けて噴射されるガスによって絞り落としてめっき金属付着量を調整することからなるガスワイピング法を用いて溶融金属めっきを施すに際し、前記ストリップを垂直に支持する浴上サポートロールを前記ワイピングノズルの上方に配設し、前記ワイピングノズルの配設位置から上方に前記ストリップ面に沿って前記浴上サポートロールの配設位置まで遮蔽ネットを設けるとともに、前記ワイピングノズルと前記めっき金属浴の浴面との間に整流板を設けることにより、溶融金属めっき時にめっき金属飛沫が前記ストリップ面に付着することを防止する。
(もっと読む)
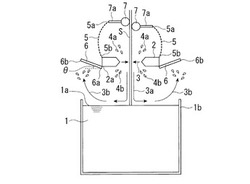
溶融めっき線のワイピング装置及び溶融めっき線のワイピング方法

【課題】めっき浴から引き上げた溶融めっき線の表面から余剰の溶融めっき金属をしごき取るに際し、しごき取りに用いるワイピング部材の劣化がなく、長時間にわたって安定してワイピングを可能にする、溶融めっき線のワイピング装置及び溶融めっき線のワイピング方法を提供する。
【解決手段】ワイピング部材7は溶融めっき線5が通過する貫通孔8を有し、貫通孔8の軸方向と垂直な断面内で貫通孔に内接する円(内接円10)の半径がめっき線半径よりも0.02mm以上大きく、貫通孔8の表面9は金属(ワイピング部材金属)であり、ワイピング部材金属は溶融めっき金属と濡れ性が良好な金属であることを特徴とする溶融めっき線のワイピング装置である。貫通孔8と溶融めっき線5との間の隙間に金属間化合物層13が形成され、この金属間化合物層13によって溶融めっき線の表面から余剰の溶融めっき金属14をしごき取る。
(もっと読む)
導電部材、端子、導電部材の製造方法、及び端子の製造方法
【課題】他の導体と接触する接触部位が狭くても、他の導体と良好な電気的な接続を確保できる導電部材、及びこの導電部材を用いた端子を提供し、さらに、この導電部材及び端子を容易に製造できる製造方法を提供する。
【解決手段】他の導体11と接触する接触部位を有し、他の導体11との接触によって、他の導体11と電気的に接続される導電部材10であって、銅系材料からなる基材12と、基材12の表面の少なくとも前記接触部位に配置される導電性皮膜13とを備え、導電性皮膜13が、ガリウムと基材12に含まれる銅との固溶により形成され、前記他の導体11の表面に形成されている絶縁性皮膜15を貫通可能な形状を有する銅ガリウム系結晶を含むことを特徴とする導電部材10を用いる。
(もっと読む)
溶融金属めっき鋼帯製造装置及び溶融金属めっき鋼帯の製造方法
【課題】鋼帯幅が変わってもめっき浴から引き上げられる鋼板に随伴する余剰な溶融金属を鋼帯全幅にわたって削減することで、ガスワイピング工程でスプラッシュが発生するのを低減する。
【解決手段】溶融金属めっき浴8から連続的に引き上げられる鋼帯Sの表面に、ガスワイピングノズル3から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯製造装置であって、溶融金属槽9の液面下の鋼帯Sの両側に、鋼帯Sと対向して配置した鋼帯巾以上の長さの溶融金属絞り部材1、1を有し、さらに鋼帯面延長上の前記鋼帯Sと対向して配置した溶融金属絞り部材1、1間に遮蔽体2を配設してなる。
(もっと読む)
溶融めっき線の表面欠陥除去方法および装置
【課題】 めっき線の表面を耐熱材でしごき取った際に発生した表面欠陥をライン上で除去するバイトを、溶融めっき線の通材中に交換することができる、表面欠陥除去装置及び方法を提供する。
【解決手段】 U字スリットを有するバイトを組み合わせて形成された穴を溶融めっき線が通過する際に、溶融めっき線の表面欠陥をバイトによって除去する方法。本体は溶融めっき線の通材方向と垂直な方向に移動可能であり、バイトのU字スリットを設けたことにより、溶融めっき線の通材中のバイトの交換が可能になる。
(もっと読む)
1 - 5 / 5
[ Back to top ]