
Fターム[4K027AD04]の内容
Fターム[4K027AD04]の下位に属するFターム
独立した複数のものからなるもの (5)
一方が他方内の浴上に浮遊したもの (5)
浴槽、釜に付属する他の装置 (107)
Fターム[4K027AD04]に分類される特許
1 - 20 / 49
金属連続体の溶融浸漬被覆装置
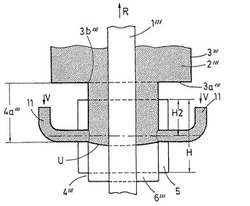
【課題】 本発明の課題は、電磁閉鎖を行う場合に浸漬浴を静止したままにし、それによって被覆の質を高める他の手段を提供することである。
【解決手段】 金属連続体1″′を溶融浸漬被覆するための装置であって、この装置が、 −溶融した被覆金属2″′を収容する容器3″′を備え、この容器を通って前記金属連続体1″′が垂直に案内され、 −金属連続体の搬送方向Rでこの容器の手前に接続配置された案内通路4″′を備え、この案内通路の領域内において、少なくとも2個のインダクタ5が、被覆金属2″′を容器3″′内に保持するために、金属連続体1″′の両側において配置され且つこの容器から間隔をあけられており、
その際、少なくとも2つの管11が、被覆金属2″′の側方からの供給のために備えられており、これら管が、インダクタ5の垂直方向の高さHの半分の高さH/2において、水平方向に前記案内通路4″′内へと開口している。
(もっと読む)
無酸素銅ロッドの製造方法

【課題】低酸素含有量でかつ銅線材が互いに接触状態が持続しても粘着しない銅ロッドを実現する無酸素銅ロッドの製造方法を提供する。
【解決手段】一本の種線を、銅の溶湯を保持する保持炉5に連通する付着室6を通過させ、溶湯を銅ロッド種線の表面に付着させて大径の銅ロッド31を形成する。銅ロッドに順に冷却、熱間圧延、再冷却、巻取り工程を施して無酸素銅ロッドが完成する。溶湯を保温する保持炉の温度は1140℃〜1180℃、溶湯を付着された銅ロッドの、冷却後に熱間圧延工程に入る前の温度は600℃〜800℃、巻取り時の温度は室温より高く且つ100℃より低い。これにより、酸素含有量が2ppm〜10ppmという高品質の銅線材を製造できる。また、特定の酸化被膜を形成することで、その後の巻き取り時の焼鈍工程において、線材が互いに粘着することを抑制する。
(もっと読む)
連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置
【課題】スプラッシュによる欠陥を発生させない美麗な薄めっき鋼板の製造を可能とする連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置を提供する。
【解決手段】非酸化性雰囲気において、溶融金属の浴に一部浸漬し回転するロール(A)により、該ロール(A)との接触部において該ロール(A)と同方向に回転するロール(B)へ、溶融金属を供給する。次いで、連続的に走行する鋼板との接触部において該鋼板と同方向に回転する前記ロール(B)により、溶融金属を前記鋼板表面に供給し、めっき処理する。次いで、めっき処理後、ノズルにより、前記鋼板表面に、溶融金属の融点より高い温度のガスを噴射する。
(もっと読む)
表面処理溶融めっき鋼材
【課題】加工部の耐白錆性、耐傷付き性、耐汚染性が良好で、めっき層起因の外観不良もなく、良好な外観を有する表面処理溶融めっき鋼材の提供。
【解決手段】本発明の表面処理溶融めっき鋼材は、鋼材の表面上にアルミニウム・亜鉛合金めっき層(α)がめっきされ、その上層にアルキレン基、シロキサン結合及び一般式−SiR1R2R3(式中のR1、R2及びR3は本文で説明のとおり)で表される架橋性官能基を有する有機ケイ素化合物(A)を造膜成分とする塗膜(β)が被覆されている表面処理溶融めっき鋼材であって、アルミニウム・亜鉛合金めっき層が構成元素としてAl、Zn、Si及びMgを含み、且つAl含有量が25〜75質量%、Mg含有量が0.1〜10質量%であり、アルミニウム・亜鉛合金めっき層が0.2〜15体積%のSi―Mg相を含み、Si−Mg相中のMgの、めっき層中のMg全量に対する質量比率が3%以上であることを特徴とする。
(もっと読む)
メッキ線材の製造方法及び製造装置
【課題】製造時におけるメッキ線材への異物の付着及び不メッキを抑制する。
【解決手段】メッキ線材の製造方法は、線材を、焼鈍して軟化させた後、ガイドロールによる案内によって溶融金属中に浸漬して引き上げることにより表面を被覆するようにメッキ層を形成する。また、線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させる。
(もっと読む)
太陽電池用インターコネクタ及びその製造方法、並びに太陽電池モジュール
【課題】平角の電気導線部とその接合対象との間隔、即ち表面層の厚みを一定に保ち、電気的に均一で良好な接合を得ると共に、電気導線部の材料と接合対象の材料との熱膨張差に起因する、半田による実装後に生じる熱応力及び熱歪みを低減して、接合対象の反り・割れの発生を抑止する。
【解決手段】銅線部1と、銅線部1の少なくとも幅広面の1面、ここでは表面全面を半田めっき2aで覆う表面層2とを備え、表面層2が、半田めっき2a内に当該半田よりも融点の高い材質の粒状のフィラー2bが分散されて、インターコネクタ等に適用される平角導線が構成される。
(もっと読む)
めっき浴内の温度分布推定装置、温度分布推定方法、及び連続溶融金属めっきプロセスの操業方法
【課題】めっき浴内の実測する温度測定点の数を抑えつつ、精度良く浴温分布推定を可能とする。
【解決手段】1又は2以上の温度センサがめっき浴内の温度をそれぞれ測定する。浴温推定器12が、熱収支算出手段12Aがめっき浴内に浸漬する鋼板3とめっき浴との熱収支を求め、ヒーター8によるめっき浴への加熱量と上記熱収支とに基づき、めっき浴内の1又は2箇所以上の温度を推定する。浴温分布推定器13は、上記1又は2以上の温度センサが測定した温度測定値と浴温推定器12が推定した温度推定値とに基づき、空間的に補間を行うことで、任意のめっき浴中の位置の温度を推定する。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】合金化不良の発生を効率良く抑制し得る合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼板を直火炉を用いて当該直火炉出側において目標板温となるように加熱する工程と、上記直火炉出側における上記鋼板の幅方向板温を測定する工程と、上記鋼板を還元雰囲気で間接加熱する工程と、上記鋼板にめっき皮膜を形成する工程と、上記鋼板を合金化炉を用いて予め設定された合金化温度で加熱して合金化する工程と、を備え、上記直火炉出側における上記鋼板の幅方向に、実測板温が上記目標板温よりも低い低板温領域が確認された場合には、上記合金化炉をフィードフォワード制御して、合金化温度をより高温に調整する。
(もっと読む)
半田メッキ線の製造方法及び製造装置
【課題】0.2%耐力値を低下させた所望の品質のメッキ線を安定して得ることができ、製品歩留まりや製造効率の向上を図ることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
【解決手段】軟化焼鈍手段51とメッキ手段61と巻取り手段71とを、銅線の走行方向上流側からこの順に一連配置し、軟化焼鈍手段51により低耐力化した銅線を巻取り手段71により巻取る構成とし、メッキ手段61では、薄メッキ設定と厚メッキ設定とのうち、いずれかの設定で銅線表面に半田メッキを施し、薄メッキ設定を銅線走行速度が低速走行速度の下で銅線に対してメッキを施す設定とし、厚メッキ設定を、銅線走行速度が高速走行速度の下で銅線に対してメッキを施す設定とするとともに、高速走行速度において半田温度とメッキ厚との所定の関係に基づいて半田温度に応じたメッキ厚で銅線にメッキを施す設定とする。
(もっと読む)
溶融Alめっき鋼線製造装置
【課題】細径の鋼線の表面に厚い溶融Alめっき層を有する溶融Alめっき鋼線を工業的に大量生産するのに適した溶融Alめっき装置を提供する。
【解決手段】鋼線3を長手方向に連続的に搬送してAlめっき浴1中に浸漬させた後、めっき浴面から気相空間に引き上げる溶融Alめっき鋼線製造装置において、気相空間側からめっき浴面の一部領域に気体を吹き付けてめっき浴面に局所的な窪みを形成させる気体吐出ノズルAを備え、前記窪み部分での浴面低下によって浴面から引き上げられる鋼線の水平方向両側における浴面高さに差が生じるようにノズルAの気体吹き出し方向が調整されている溶融Alめっき鋼線製造装置。
(もっと読む)
液体プロセスによって厚い金属シースでコーティングされたセラミック繊維を得るための装置
本発明は、液体プロセスによって、繊維、たとえばセラミック繊維を金属コーティングするための装置であって、前記金属でコーティングされるために繊維(1)が中で引かれる液体金属浴(3)を含むるつぼ(2)を備え、また、毛細管現象によって前記繊維の周りに生成された金属シースを固化するために前記金属浴の下流側に配置された冷却システム(11)も備える装置において、前記冷却システムが、コーティングされた糸(1e)に向かって圧縮ガスを噴出する少なくとも1つのノズルを備え、システムが、コーティングされた糸(1e)の周囲上で、長くても200mmである長さにわたって金属を固化するように寸法設定されることを特徴とする、装置に関する。 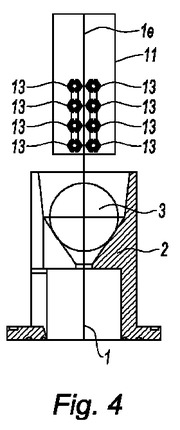 (もっと読む)
(もっと読む)
溶融めっき金属帯の製造装置
【課題】ガイドロールに転がり軸受けを使用した簡単な構成で、設備費及び保守管理費が安く、高生産性と高品質化が可能な溶融めっき金属帯の製造装置を提供する。
【解決手段】めっき槽本体19と、その上部に配置され、金属帯13が進入する底部がめっき槽本体19内のめっき浴21中に浸漬し、金属帯13が通過する天井部がめっき槽本体19内の浴面22より上位置となる部分浴槽20とを有し、めっき槽本体19から部分浴槽20に溶融金属を供給する溶融金属供給手段33が設けられ、部分浴槽20内の浴面36高さがめっき槽本体19内の浴面22の高さより高く保持され、部分浴槽20内のガイドロール15、16は、両軸部24、25を部分浴槽20の外部に貫通させ、貫通した両軸部24、25は、めっき槽本体19内の浴面22より上方位置に配置され、部分浴槽20の外部の軸受け30で支持されている。
(もっと読む)
溶融亜鉛めっき鋼管のブロー装置
【課題】 溶融亜鉛めっき処理が施された鋼管の内外面表面の余剰亜鉛を除去するブロー装置を提供する。
【解決手段】 本発明は、溶融亜鉛浴から引き出された鋼管は、溶融亜鉛浴端部に設置された外面ブロー装置を通過して、圧縮ガス等により鋼管外面の余剰亜鉛を除去されながら、同時に、マンドレル棒が、その先端部の噴射ノズルから圧縮ガス等を噴射して鋼管内面の余剰亜鉛を除去しながら、鋼管の終端部が外面ブロー装置の位置に到達する前に 噴射ノズルを外面ブロー装置の位置まで移動して停止し、内面ブローを続けることによって、鋼管の終端部の外面ブローと内面ブローが、外面ブロー装置の位置で同時に完了出来ることを特徴とする。
(もっと読む)
流体法によって金属でセラミック材料繊維を被覆する方法および装置
本発明は、流体法を用いて金属でセラミック材料繊維を被覆する方法であり、坩堝(12)の内側に実質的に球形になって浮揚した溶融金属の装入物(22)を維持するステップと、繊維の一部(35)が金属被覆で被覆されるために装入物に浸漬されるように、張架されたセラミック材料繊維(24)を坩堝の両側に配置されるボトムプーリ(28)とトッププーリ(26)との間を所定の速度で走行させるステップから成る方法に関する。被覆時に、装入物に浸漬される繊維の一部は、装入物に浸漬される繊維の瞬間高さ(h)が被覆作業を通じて実質的に一定のままであるように、装入物の残余体積に応じて移動させられる。本発明はまた、本方法を実施する装置を提供する。  (もっと読む)
(もっと読む)
溶融めっき鋼板の製造方法
【課題】溶融めっき浴より引き上げられた鋼板の表面に、ワイピングノズル及び補助ノズルからガスを吹き付けて、過剰のめっき金属を払拭して付着量の調整を行う際、厚目付けの場合でもエッジオーバーコートの発生を効果的に抑制できる方法を提供する。
【解決手段】ワイピングノズル先端と鋼板との間の距離が5〜30mmとなるようにワイ ワイピングノズルの端部上側の傾斜面に補助ノズルを設置し、ワイピングノズルから吹出すガスの流速をV1、補助ノズルから吹出すガスの流速をV2としたとき、流速V1が50〜200Nm/sになり、かつ、V2/V1が0.2〜0.85となるようにそれぞれのノズルからガスを吹出すようにする。
(もっと読む)
溶融金属浄化装置
【課題】高い浄化効率で安定した溶融金属の浄化装置を提供する。
【解決手段】磁場発生手段11と、電場発生手段12とを有し、溶融金属流路10を流れる介在物を含む溶融金属に、磁場および電場を作用させて溶融金属を浄化する。溶融金属流路10に沿って、磁場の向きが溶融金属の流れの向きに一致するように磁場発生手段11を配し、さらに電場の向きが該磁場の向きと直交する向きに一致するように電場発生手段11を配し、さらに溶融金属流路10の出側で、磁場の作用範囲内に、二股の分岐部10aを配設し、該分岐部あるいは該分岐部の下流側に、少なくとも一対の電極からなる分岐部電場発生手段13を電場の向きが磁場の向きに直交する向きに一致するように、配設する。これにより、分岐部での溶融金属流の乱れ、よどみにより、一旦分離された介在物が、再度浄化された溶融金属流に混入することによる浄化能の低下を防止することができる。
(もっと読む)
溶融金属めっき設備
【課題】下流側ガスワイピング装置との対向位置で、溶融金属がスプラッシュとなって鋼帯から飛散しても、そのスプラッシュが原因となって上流側ワイピング装置に不具合が生じることを防止する。
【解決手段】スプラッシュ付着防止板54は、ガスワイピング装置24における一対のガスワイピングノズル30からそれぞれ噴射されたガス流Gにより鋼帯20のエッジ部21E付近からスプラッシュSとして飛散した溶融亜鉛Mを堰き止め、スプラッシュSを保持する。これにより、スプラッシュSが電磁ワイピング装置22に付着すること、及びガスワイピング装置24の下方で鋼帯20に再付着することを効果的に阻止できるので、スプラッシュSが原因となって電磁ワイピング装置22に短絡等の不具合が生じることを効果的に防止できる。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】溶融金属浴における鋼帯立ち上げ部のドロスを手作業によらずに確実に除去することで、美麗な表面外観を有する溶融金属めっき鋼帯を製造する。
【解決手段】
鋼帯を溶融金属浴中に連続的に浸漬通板した後該溶融金属浴から引き上げ、ガスワイピングにより鋼帯のめっき付着量を調整する溶融金属めっき鋼帯の製造方法において、溶融金属浴面の鋼帯立ち上げ部の鋼帯面の両側に多数の粒状体を浮かべ、鋼帯立ち上げ部で発生したトップドロスを粒状体表面または粒状体同士の隙間に捕捉し、トップドロスを捕捉した粒状体を鋼帯幅方向端部側方に流動させ、鋼帯立ち上げ部で発生したトップドロスを鋼帯立ち上げ部から除去する。前記粒状体は鋼帯の一方の端部側方に供給し、供給した粒状体を鋼帯の他方の端部側方から取り出すことで、粒状体を鋼帯幅方向端部側方に流動させる。
(もっと読む)
溶融金属めっき鋼帯の製造装置
【課題】スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備を提供する。
【解決手段】溶融金属めっき槽から連続的に引き上げられる鋼帯(2)に対し、溶融金属めっき槽上方で鋼帯を挟んでその両面に対向配置したワイピングノズル(3)からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、浴内サポートロール(5)上方の浴面下の鋼帯の両側に、浴内サポートロール(5)の外周面の浴面側1/4以上を覆うように形成されたロール被覆部分と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部分とを備え、鋼帯対向部分がロール被覆部分の鋼帯側端部に接続されてなる第一整流板(1)と、鋼帯エッジより外側に、浴内サポートロール(5)外周の30%以上を囲む第二整流板(11)が設置されている。
(もっと読む)
溶融金属めっき鋼帯製造装置
【課題】ガスワイピング工程でのスプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯製造装置を提供する。
【解決手段】溶融金属めっき槽9上方でワイピングノズル3からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯製造装置において、浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材1a,1bが、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向でかつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有する。
(もっと読む)
1 - 20 / 49
[ Back to top ]