
Fターム[4K027AD16]の内容
Fターム[4K027AD16]の下位に属するFターム
浴中の又は浴に接するロールに対するもの (90)
Fターム[4K027AD16]に分類される特許
1 - 20 / 25
溶融金属めっき方法および溶融金属めっき装置
【課題】 ガスワイピング法を用いた溶融金属めっきラインにおいて、ワイピング後のストリップにめっき金属飛沫が付着するのを抑制するとともに、生産設備に関する煩雑なメンテナンス作業を要しない溶融金属めっき方法および溶融金属めっき装置を提供する。
【解決手段】 めっき金属浴内から連続的にストリップを引き出し、該ストリップ面に付着した余剰のめっき金属をワイピングノズルから前記ストリップ面に向けて噴射されるガスによって絞り落としてめっき金属付着量を調整することからなるガスワイピング法を用いて溶融金属めっきを施すに際し、前記ストリップを垂直に支持する浴上サポートロールを前記ワイピングノズルの上方に配設し、前記ワイピングノズルの配設位置から上方に前記ストリップ面に沿って前記浴上サポートロールの配設位置まで遮蔽ネットを設けるとともに、前記ワイピングノズルと前記めっき金属浴の浴面との間に整流板を設けることにより、溶融金属めっき時にめっき金属飛沫が前記ストリップ面に付着することを防止する。
(もっと読む)
太陽電池用リード線の製造方法及び設備

【課題】0.2%耐力の低減処理がメッキ処理のための予熱処理を兼ねた太陽電池用リード線の製造方法及び設備を提供する。
【解決手段】太陽電池用リード線の製造設備は、メッキ槽32中に設けたターン用搬送ロール11、メッキ槽32よりも上流に設けた送り出し用搬送ロール12及びメッキ槽32よりも下流に設けた引上げ用搬送ロール13によって搬送経路に沿って線条の基材wを搬送する搬送機構10と、搬送機構10によって搬送される線条の基材wのうち、送り出し用搬送ロール12とターン用搬送ロール11との間の部分を加熱する加熱部20と、給電部20及び搬送機構10を制御する制御部40とを備える。制御部40が搬送機構10による基材wの搬送速度と加熱部20からの通電量を制御することで、搬送機構10で搬送される線条の基材wを給電部20からの通電により0.2%耐力を低減し、予熱状態のままでメッキ液に浸漬しメッキ処理を施す。
(もっと読む)
溶融金属めっき浴用軸受装置
【課題】めっき浴に浸漬した際に軸受装置の内部に侵入しためっき浴が、当該軸装置の引上げ時に円滑に流出することが可能な軸受装置を提供する。
【解決手段】溶融金属めっき浴中に浸漬される回転体の軸部を回転自在に支承する溶融金属めっき浴用軸受装置9であって、一端から前記軸部が挿入される挿入部8aを有するセラミックス製の軸受8と、一方の開口を遮るように配置された部材を有するとともに他方の開口を通じて前記軸受が収納される中空部2aを有する金属製の収納部材2とを備え、前記収納部材は、その中空部の底面に開口する溶融金属めっき浴の排出口を有することを特徴とする溶融金属めっき浴用軸受装置1である。
(もっと読む)
メッキ線材の製造方法及び製造装置
【課題】製造時におけるメッキ線材への異物の付着及び不メッキを抑制する。
【解決手段】メッキ線材の製造方法は、線材を、焼鈍して軟化させた後、ガイドロールによる案内によって溶融金属中に浸漬して引き上げることにより表面を被覆するようにメッキ層を形成する。また、線材を焼鈍して軟化させる前に、線材を加熱することにより、その表面に付着した油脂類を燃焼させる。
(もっと読む)
太陽電池用インターコネクタ及びその製造方法、並びに太陽電池モジュール
【課題】平角の電気導線部とその接合対象との間隔、即ち表面層の厚みを一定に保ち、電気的に均一で良好な接合を得ると共に、電気導線部の材料と接合対象の材料との熱膨張差に起因する、半田による実装後に生じる熱応力及び熱歪みを低減して、接合対象の反り・割れの発生を抑止する。
【解決手段】銅線部1と、銅線部1の少なくとも幅広面の1面、ここでは表面全面を半田めっき2aで覆う表面層2とを備え、表面層2が、半田めっき2a内に当該半田よりも融点の高い材質の粒状のフィラー2bが分散されて、インターコネクタ等に適用される平角導線が構成される。
(もっと読む)
太陽電池用リード線の製造方法および太陽電池用リード線
【課題】成形精度の高い太陽電池用リード線を簡単な設備で製造する。
【解決手段】溶融はんだが貯留されたはんだ貯留槽101に導体条2を浸漬したうえで、導体条2をその長手方向に沿って順次溶融はんだの液面Suから引き出す際に、液面より上方の導体条搬送路上に、はんだ貯留槽101から導体条2を引き出す方向に沿った挿通孔51aまたは挿通溝を有するダイス51を固定配置したうえで、はんだ貯留槽101に浸漬させた導体条2を、はんだ貯留槽101から引き出して挿通孔51aまたは挿通溝に挿通させる。
(もっと読む)
半田メッキ線の製造方法及び製造装置
【課題】低耐力半田メッキ線の製造方法及び製造装置の提供をする。
【解決手段】メッキ前処理手段と、銅線1aの表面に半田メッキを施すメッキ手段61としての溶融半田メッキ槽62と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に備えた軟化焼鈍手段51により銅線1aを低耐力化し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、銅線1bの走行方向を転換する方向転換ローラを、溶融半田メッキ槽62の上方に備えられ、溶融半田メッキ槽62を通過後の銅線1bの走行方向を巻取り手段の側へ転換する槽上方向転換ローラ65で構成し、前記槽上方向転換ローラ65を、前記巻取り手段71の上流に配置された巻取り手段上流側配置ローラ73Aの配置高さよりも高い位置に配置した。
(もっと読む)
溶融Alめっき鋼線製造装置
【課題】細径の鋼線の表面に厚い溶融Alめっき層を有する溶融Alめっき鋼線を工業的に大量生産するのに適した溶融Alめっき装置を提供する。
【解決手段】鋼線3を長手方向に連続的に搬送してAlめっき浴1中に浸漬させた後、めっき浴面から気相空間に引き上げる溶融Alめっき鋼線製造装置において、気相空間側からめっき浴面の一部領域に気体を吹き付けてめっき浴面に局所的な窪みを形成させる気体吐出ノズルAを備え、前記窪み部分での浴面低下によって浴面から引き上げられる鋼線の水平方向両側における浴面高さに差が生じるようにノズルAの気体吹き出し方向が調整されている溶融Alめっき鋼線製造装置。
(もっと読む)
溶融めっき金属帯の製造装置
【課題】ガイドロールに転がり軸受けを使用した簡単な構成で、設備費及び保守管理費が安く、高生産性と高品質化が可能な溶融めっき金属帯の製造装置を提供する。
【解決手段】めっき槽本体19と、その上部に配置され、金属帯13が進入する底部がめっき槽本体19内のめっき浴21中に浸漬し、金属帯13が通過する天井部がめっき槽本体19内の浴面22より上位置となる部分浴槽20とを有し、めっき槽本体19から部分浴槽20に溶融金属を供給する溶融金属供給手段33が設けられ、部分浴槽20内の浴面36高さがめっき槽本体19内の浴面22の高さより高く保持され、部分浴槽20内のガイドロール15、16は、両軸部24、25を部分浴槽20の外部に貫通させ、貫通した両軸部24、25は、めっき槽本体19内の浴面22より上方位置に配置され、部分浴槽20の外部の軸受け30で支持されている。
(もっと読む)
流体法によって金属でセラミック材料繊維を被覆する方法および装置
本発明は、流体法を用いて金属でセラミック材料繊維を被覆する方法であり、坩堝(12)の内側に実質的に球形になって浮揚した溶融金属の装入物(22)を維持するステップと、繊維の一部(35)が金属被覆で被覆されるために装入物に浸漬されるように、張架されたセラミック材料繊維(24)を坩堝の両側に配置されるボトムプーリ(28)とトッププーリ(26)との間を所定の速度で走行させるステップから成る方法に関する。被覆時に、装入物に浸漬される繊維の一部は、装入物に浸漬される繊維の瞬間高さ(h)が被覆作業を通じて実質的に一定のままであるように、装入物の残余体積に応じて移動させられる。本発明はまた、本方法を実施する装置を提供する。  (もっと読む)
(もっと読む)
めっき表面に酸化物層を有する合金化溶融亜鉛めっき鋼板の製造装置
【課題】めっき表面に酸化物層を有する合金化溶融亜鉛めっき鋼板の製造設備を提供する。また、めっき表裏面で異なる膜厚の酸化物層を有する合金化溶融亜鉛めっき鋼板の製造装置を提供する。
【解決手段】酸性溶液接触装置(1)と、前記酸性溶液接触装置(1)と間隔を設けて配置された洗浄装置(3)と、乾燥装置(4)を備え、前記酸性溶液接触装置(1)で合金化処理後のめっき鋼板の表面に酸性溶液を接触させた後、前記酸性溶液接触装置(1)と前記洗浄装置(3)の間でめっき表面に酸化物を生成させてめっき表面に酸化物層を形成する合金化溶融亜鉛めっき鋼板の製造装置であって、前記酸性溶液接触装置(1)と前記洗浄装置(3)の間に鋼板走行路を変向させるデフレクタロール(5a、5b)が1本または2本以上配置されてなり、前記デフレクタロール(5a、5b)は、ロール表面を洗浄する水スプレー装置(7a、7b)が付設されている。
(もっと読む)
溶融金属めっき鋼帯の製造装置
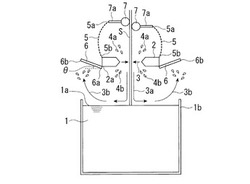
【課題】スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備を提供する。
【解決手段】溶融金属めっき槽から連続的に引き上げられる鋼帯(2)に対し、溶融金属めっき槽上方で鋼帯を挟んでその両面に対向配置したワイピングノズル(3)からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、浴内サポートロール(5)上方の浴面下の鋼帯の両側に、浴内サポートロール(5)の外周面の浴面側1/4以上を覆うように形成されたロール被覆部分と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部分とを備え、鋼帯対向部分がロール被覆部分の鋼帯側端部に接続されてなる第一整流板(1)と、鋼帯エッジより外側に、浴内サポートロール(5)外周の30%以上を囲む第二整流板(11)が設置されている。
(もっと読む)
溶融金属めっき鋼帯製造装置
【課題】熱歪による品質低下を招いたりすることなく溶融金属めっき鋼帯を製造することのできる溶融金属めっき鋼帯製造装置を提供する。
【解決手段】シンクロール及びサポートロールを支持する下部架台と、下部架台の上側に配置された上部架台18と、上部架台18により溶融金属貯溜槽の上方位置に相対向して支持された一対のガスワイピングノズル19とを備えた溶融金属めっき鋼帯製造装置において、鋼帯14の幅方向一端部に対向して開口する開口部20を上部架台18に設けるとともに、開口部20の相対向する二つの壁面部20a,20bを切離し可能に連結する連結機構21を上部架台18に設けた。
(もっと読む)
連続的に移動する鋼ストリップの亜鉛めっきのために使用される亜鉛めっきタンクにボトムローラを設置するための装置
本発明は、連続的に移動する鋼ストリップ(B)の亜鉛めっきのために使用される亜鉛めっきラインの液体亜鉛浴に少なくとも1つのローラを装着するための装置に関し、第1のアーム対(1132)が取り付けられたビーム(117)を有しており、第1のアーム対(1132)はボトムローラ(113)を支持している。前記ボトムローラは、第1のアーム対を支持する第1の円筒状支持部(1171)と協働して行われる移動によって、ボトムローラの自然浸漬位置に対して、ボトムローラの作動位置へ、液体亜鉛浴(112)において浸漬され、前記第1の円筒状支持部(1171)は、ビーム(117)の両端部に取り付けられている。本発明は、a)ビーム(117)の両端部に取り付けられ、かつ1つのビーム端部セクション(117)における第1の円筒状支持部(1171)とは別個の第2の円筒状支持部(1172)が設けられ、b)作動位置において、第1及び第2の円筒状支持部(1171,1172)が1つの所定の平面に維持されかつ第1の円筒状支持部(1171)が第2の円筒状支持部(1172)の下方に配置されるように、第1及び第2の円筒状支持部(1171,1172)の内の少なくとも1つと相互作用する押付け装置(11614)が設けられることを特徴とする。 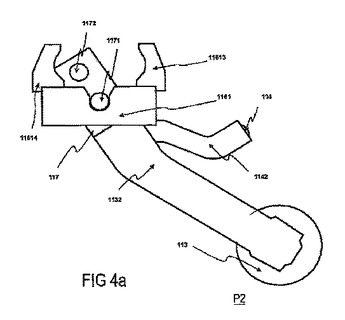 (もっと読む)
(もっと読む)
研磨装置
【課題】サポートロールをオフセット移動させても、曲げ力を開放して破壊を防ぎ、歩留まりを向上させることができる研磨装置を提供する。
【解決手段】めっき浴槽2内に導いた帯状体Sを方向転換させるシンクロール3と、方向転換された帯状体Sを挟むサポートロール4,5とがめっき浴槽2に設けられている。一方が固定されたアーム部22と、アーム部22の他方にヒンジ部24を介して回動可能に連結され、サポートロール4の周面に当接するブレード部21とを有する研磨装置20が設けられている。
(もっと読む)
鋼ストリップのための溶融めっき装置
本発明は、連続して移動する圧延された鋼ストリップのための溶融めっき装置を提供し、この溶融めっき装置において、ストリップは、ストリップ上に堆積させられるための金属、例えば亜鉛及びアルミニウムの溶融混合物を含むコーティングタンクにおいて浸漬される。溶融混合物は、前記コーティングタンクと準備装置との間を連続して循環させられ、この準備装置において、溶融混合物の温度が、鉄溶解度限界を低下させるために故意に低下させられ、準備装置の融解ゾーンにおける亜鉛−アルミニウムZn−Al合金を含む少なくとも1つのインゴットの融解を活性化させるように十分に高く、これにより、ストリップに堆積される溶融混合物を補償するように十分な量で、溶融混合物(Zn,Al)の付加的な供給を保証する。複数の実施形態によれば、装置は、熱的に最適化された溶融混合物循環回路を有する。 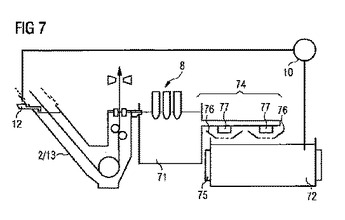 (もっと読む)
(もっと読む)
溶融金属めっきの余剰めっき液の除去装置及び溶融金属めっき板の製造方法
【課題】溶融金属めっき後の金属板に表面欠陥等の不具合を発生させることなく、接触ローラを冷却することができる溶融金属めっきの余剰めっき液の除去装置を提供する。
【解決手段】溶融金属めっきが施された金属板の幅方向端面に対向して離間設置されるエッジプレートと、前記金属板の幅方向端面と前記エッジプレートとの間隔を規制するために前記金属板の幅方向端面に接触させる接触ローラ4とを備えた溶融金属めっきの余剰めっき液の除去装置に関する。前記接触ローラ4の内部に冷媒を供給するための冷却手段を備える。冷却手段により接触ローラ4を内部から冷却することができ、接触ローラ4に外部からエアを吹き付ける場合に比べて、溶融金属めっきが施された金属板に対する接触ローラ4の冷却の影響がほとんど無くなる。
(もっと読む)
連続溶融金属めっき方法
【課題】浴中矯正ロールに起因するスリキズ等の品質欠陥の発生を抑制し、また浴機器の交換頻度を低減して生産性を向上し、設備のメンテナンスコストを低減する。
【解決手段】めっき厚を調整するガスワイピングノズルと、ガスワイピングノズル部の金属帯の形状位置を非接触で制御する非接触制御装置と、溶融金属めっき浴中でガスワイピングノズル部の金属帯の形状を矯正する浴中矯正ロールを備える連続溶融金属めっきラインで金属帯に溶融金属めっきする際に、非接触制御装置単独でガスワイピングノズル部の金属帯の形状位置を制御することが可能な金属帯は、浴中矯正ロールを金属帯と接触しないようにして非接触制御装置単独で金属帯の形状位置を制御し、非接触制御装置単独で金属帯の形状位置を制御がすることが困難な金属帯は、浴中矯正ロール単独で、または浴中矯正ロールと非接触制御装置を併用して、金属帯の形状位置を制御する。
(もっと読む)
連続溶融めっきラインにおける鋼帯の形状制御方法及び制御装置
【課題】連続溶融めっきにおける鋼帯のC反り変形を精度よく矯正することができる形状制御方法及び装置を提供する。
【解決手段】シンクロールを通過して上向きに走行する鋼帯を挟む2つのサポーティングロールのうち、シンクロールの反対側に位置するサポーティングロール(3A)を上位に、シンクロールと同じ側に位置するサポーティングロール(3B)を下位にそれぞれ配置し、 鋼帯の材種及び板厚に応じてサポーティングロール(3A)とサポーティングロール(3B)とのインターメッシュ(IM1)量及びサポーティングロール(3A)とサポーティングロール(3B)との鉛直方向のロール軸間距離(L2)を増減調節する。ロール軸間距離(L2)の調整の効果としてサポーティングロールの感度(IM1量の変化に対するC反り量の変化の大きさ)が程よく緩和され、精度よく逆曲げ応力を調整し鋼帯の良好な平坦性を確保することができる。
(もっと読む)
連続溶融金属メッキラインにおけるメッキ付着量制御装置及びその制御方法、及びコンピュータプログラム
【課題】 鋼板の表裏面のメッキ付着量を高精度に制御できるようにする。
【解決手段】 通板中の鋼板のパスライン位置を表裏目付量測定値から推定し、鋼板先端が通過時に生じるパスラインの変化量を予測することによってパスライン推定値を修正して、ガスワイピングノズル位置のメッキ付着量を高精度に推定し、この推定した付着量と目標値との偏差に基づいてノズル位置修正量を計算するようにしたので、鋼板長手方向の全長に渡って、鋼板の表裏面のメッキ付着量を高精度に制御できるようにする。
(もっと読む)
1 - 20 / 25
[ Back to top ]