
Fターム[4K027AD21]の内容
Fターム[4K027AD21]の下位に属するFターム
その支持、配置 (65)
ノズルへの流体供給系 (34)
Fターム[4K027AD21]に分類される特許
1 - 20 / 56
表面処理溶融めっき鋼材
【課題】加工部の耐白錆性、耐傷付き性、耐汚染性が良好で、めっき層起因の外観不良もなく、良好な外観を有する表面処理溶融めっき鋼材の提供。
【解決手段】本発明の表面処理溶融めっき鋼材は、鋼材の表面上にアルミニウム・亜鉛合金めっき層(α)がめっきされ、その上層にアルキレン基、シロキサン結合及び一般式−SiR1R2R3(式中のR1、R2及びR3は本文で説明のとおり)で表される架橋性官能基を有する有機ケイ素化合物(A)を造膜成分とする塗膜(β)が被覆されている表面処理溶融めっき鋼材であって、アルミニウム・亜鉛合金めっき層が構成元素としてAl、Zn、Si及びMgを含み、且つAl含有量が25〜75質量%、Mg含有量が0.1〜10質量%であり、アルミニウム・亜鉛合金めっき層が0.2〜15体積%のSi―Mg相を含み、Si−Mg相中のMgの、めっき層中のMg全量に対する質量比率が3%以上であることを特徴とする。
(もっと読む)
連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置
【課題】スプラッシュによる欠陥を発生させない美麗な薄めっき鋼板の製造を可能とする連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置を提供する。
【解決手段】非酸化性雰囲気において、溶融金属の浴に一部浸漬し回転するロール(A)により、該ロール(A)との接触部において該ロール(A)と同方向に回転するロール(B)へ、溶融金属を供給する。次いで、連続的に走行する鋼板との接触部において該鋼板と同方向に回転する前記ロール(B)により、溶融金属を前記鋼板表面に供給し、めっき処理する。次いで、めっき処理後、ノズルにより、前記鋼板表面に、溶融金属の融点より高い温度のガスを噴射する。
(もっと読む)
溶融金属めっき浴用ロール
【課題】本発明は、使用中破損しない低コストな溶融金属めっき浴用ロールを提供することを目的としている。
【解決手段】本発明の一態様は、セラミックスからなる胴部と、前記胴部の端から軸心方向に延びる外観が略円柱形状の軸部とを有する溶融金属めっき浴用ロールであって、前記胴部は、略円筒形状の薄肉部と、前記薄肉部の端に同軸に配置される略円環形状の厚肉部を有し、前記軸部は前記厚肉部に挿着されていることを特徴とする溶融金属めっき浴用ロールである。なお、前記厚肉部の内周面は、前記薄肉部の内周面より内方に配置されており、前記胴部の外周面は段差の無い平滑面であることが望ましい。
(もっと読む)
溶融金属めっき浴用ロール

【課題】リサイクル性に優れた溶融金属めっき浴用ロールおよび溶融金属めっき浴への浸漬時に軸部が離脱しがたい溶融金属めっき浴用ロールを提供する。
【解決手段】外観が略円柱形状のセラミックスからなる胴部1aと、前記胴部の端から軸方向Iに延びる外観が略円柱形状の軸部1dとを有する溶融金属めっき浴に浸漬される溶融金属めっき浴用ロール1であって、前記軸部は、前記胴部の端に接合される接続部4を介し前記胴部に接合されており、前記接続部は、前記胴部の端が嵌着される環状部を有する溶融金属めっき浴用ロールである。
(もっと読む)
スパングルを微細化した溶融アルミめっき鋼板の製造方法
【課題】
スパングルを微細化した溶融アルミめっき鋼板の製造方法
【解決手段】 アルミめっき層が未凝固状態にあるうちに、水ミストの広がり角度が40°以下、ノズル1個あたりの噴霧水量が1〜5L/hr、水ミストの平均粒子径が5〜9μmとなる二流体ミストノズルを用い、ノズル先端と鋼板との距離が100〜250mmの範囲になるようノズルを設置して水ミストを噴霧することを特徴とする。
(もっと読む)
ガスワイピングノズルおよびガスワイピング方法、溶融金属めっき装置、溶融金属のめっき方法
【課題】帯状体の表面に付着した付着物を除去するのに用いられるガスワイピングノズルと、当該ガスワイピングノズルを用いたガスワイピング方法と、溶融金属めっき槽から引き上げられる金属帯の表裏面にガスを噴き付け、金属帯に付着した過剰の溶融金属を除去する溶融金属めっき装置と、当該溶融金属めっき装置を用いた溶融金属のめっき方法を提供する。
【解決手段】外周面111の少なくとも一部が曲面である筒状または柱状の胴部11と、該胴部外周面の曲面と一定間隔を保って開口し、前記曲面の接線方向にワイピングガスGを噴出可能な噴出口12を備えるガスワイピングノズル1を用いる。
(もっと読む)
溶融金属めっき浴中ロール及び溶融金属めっき浴中ロールの製造方法
【課題】ロール周面の溝底の表面粗度の評価指標として適切な指標を用いることで、溝底に対する異物の付着を低減する方法を提供する。
【解決手段】ロール周面に複数の溝10が形成され、前記溝10の底部12の表面粗度の評価指標として、従来一般的なRaやRzではなく、粗さ曲線のスキューネスRskを用いる。Rskは、溝底12の粗さの評価指標として適切であり、Rskで0未満である溶融金属めっき浴中ロールとすることにより、溝底12に対する異物の付着を低減できる。
(もっと読む)
ガスワイピング装置用バッフルプレート及びガスワイピング方法
【課題】本発明は、バッフルプレート又はバッフルプレート本体をSi3N4で形成することにより、スプラッシュの発生量を抑え、鋼帯の両面に対するめっき付着量を均一化することを目的とする。
【解決手段】本発明によるガスワイピング装置用バッフルプレート及びガスワイピング方法は、めっき槽(4)中を経て上方へ走行するめっき鋼帯(5)の両面に付着しためっき液の付着量を調整するためのガスワイピング装置(1)で用いるバッフルプレートにおいて、前記バッフルプレートのバッフルプレート本体(20)はSi3N4で形成されている構成と方法である。
(もっと読む)
ガスワイピング装置
【課題】鋼帯およびガスワイピングノズルを包囲する箱状体を備え、鋼帯へのスプラッシュ付着を抑制可能なガスワイピング装置を得る。
【解決手段】ガスワイピング装置100は、溶融金属11が貯留されているメッキ浴槽10と、メッキ浴槽10上部に載置された箱状体20とを備える。箱状体20は内部に、管状部材25a,25bのそれぞれに帯状体30を挟むように対向して設けられたガスワイピングノズル26a,26bを備える。ガスワイピングノズル26aは、鋼帯30にガスを噴射可能な第1噴射部26a1と、ガスワイピングノズル26b方向にガスを噴射可能な第2噴射部26a2および第3噴射部26a3とを有する。ガスワイピングノズル26bは、鋼帯30にガスを噴射可能な第4噴射部26b1と、ガスワイピングノズル26aに方向にガスを噴射可能な第5噴射部26b2および第6噴射部26b3とを有する。
(もっと読む)
ガスワイピング装置
【課題】鋼帯およびガスワイピングノズルを包囲する箱状体を備えたガスワイピング装置にあって、鋼帯へのスプラッシュ付着を抑制することが可能なガスワイピング装置を提供する。
【解決手段】ガスワイピング装置100は、溶融金属11が貯留されているメッキ浴槽10と、メッキ浴槽10上部に載置された箱状体20とを備えている。箱状体20は、内部に、帯状体30の幅方向に沿って設けられた管状部材25a,25bと、管状部材25a,25bのそれぞれに帯状体30を挟むように対向して設けられたガスワイピングノズル26a,26bと、ガスワイピングノズル26aの両端においてガスワイピングノズル26b方向に向かって延設された延設部材28a,28bと、ガスワイピングノズル26bの両端においてガスワイピングノズル26a方向に向かって延設された延設部材29a、29bとを有する。
(もっと読む)
ガスワイピング装置
【課題】帯鋼に反りやねじれあるいは振動が発生しても、帯鋼の幅方向端面近傍における、エッジオーバーコートを簡易な構成にて、防止することができるガスワイピング装置を提供することにある。
【解決手段】溶融金属めっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスを吹き付けることにより、帯鋼の表面に余剰に付着した溶融金属を除去して、帯鋼を所定のめっき付着量に制御するガスワイピング装置10であって、対向するワイピングノズル間に搬送される帯鋼の幅方向端面に対向して離間配置され、帯鋼の板厚方向に移動可能なバッフルブロック14を備え、バッフルブロックを帯鋼の板厚方向に移動してバッフルブロックの先端面部14aがワイピングノズルの先端部13aに当接することにより、帯鋼の幅方向端面の外側の空間におけるワイピングノズルを閉塞するようにした。
(もっと読む)
ロール回転速度検出装置
【課題】浴中ロールの回転速度を高精度に検出することが可能なロール回転速度検出装置を提供する。
【解決手段】本発明のロール回転速度検出装置は、溶融金属内に設置されたロールに設けられ、ロールとともに回転する永久磁石と、永久磁石により形成される磁界を検出する検出部と、溶融金属に浸食されない非磁性体から形成され、検出部を包囲する保護部と、を備え、ロールの径方向における永久磁石と検出部との距離は5〜20mmに設定される。検出部は、溶融金属から遮断した状態で、永久磁石との距離が5〜20mmの位置に配置されるので、永久磁石の磁界を高レベルに検出することができ、ロールの回転速度を高精度に測定することができる。また、検出部が溶融金属から遮断されるため、検出部の寿命を長くすることができる。
(もっと読む)
溶融金属めっき鋼板の製造装置
【課題】従来よりも容易に制御パラメータを調整できる溶融金属めっき鋼板の製造装置を提供する。
【解決手段】溶融金属めっきが付着した鋼板11の表面に気体を吹き付ける表側ノズル16と、鋼板11の裏面に気体を吹き付ける裏側ノズル17と、鋼板11と表側ノズル16との間の表側ギャップ及び鋼板11と裏側ノズル17との間の裏側ギャップをそれぞれ操作量とし、制御モデルに基づいて鋼板11のめっき付着量をフィードフォワード制御又はフィードバック制御するための制御装置20とを備えた溶融金属めっき鋼板の製造装置10であって、制御モデルは、次式で表される。
CW = α×D
ここで、CWはめっき付着量、Dはノズルギャップ、αはラインスピード(LS)と表側ノズル16又は裏側ノズル17が吹き付ける気体の圧力(P)とによって決まる係数である。
(もっと読む)
溶融Alめっき鋼線製造装置
【課題】細径の鋼線の表面に厚い溶融Alめっき層を有する溶融Alめっき鋼線を工業的に大量生産するのに適した溶融Alめっき装置を提供する。
【解決手段】鋼線3を長手方向に連続的に搬送してAlめっき浴1中に浸漬させた後、めっき浴面から気相空間に引き上げる溶融Alめっき鋼線製造装置において、気相空間側からめっき浴面の一部領域に気体を吹き付けてめっき浴面に局所的な窪みを形成させる気体吐出ノズルAを備え、前記窪み部分での浴面低下によって浴面から引き上げられる鋼線の水平方向両側における浴面高さに差が生じるようにノズルAの気体吹き出し方向が調整されている溶融Alめっき鋼線製造装置。
(もっと読む)
めっき鋼帯製造装置及びめっき鋼帯製造方法
【課題】1鋼帯当たりの長さが短い鋼帯のめっき付着量を正確に制御することができるめっき鋼帯製造装置及びめっき鋼帯製造方法を提供する。
【解決手段】溶融めっき浴4より上方に設置されているX線遮蔽室20内には、第1の付着量計30及び第2の付着量計40を、それぞれ、所望の測定点に移動させる第1の移動装置32及び第2の移動装置42が配置されている。給排気装置12は、工場建屋1外から取り込まれた外気を工場建屋1内の気体から遮蔽しながら冷却してX線遮蔽室20に供給することによりX線遮蔽室20に外気の温度以下の冷却外気を供給するとともに、X線遮蔽室20内の気体を工場建屋1外に排出する。めっき鋼帯製造装置2は、冷却外気をX線遮蔽室20内に送り込みながら測定されためっき付着量に基づいてワイピングノズル9を制御することにより、鋼帯3のめっき付着量を調整する。
(もっと読む)
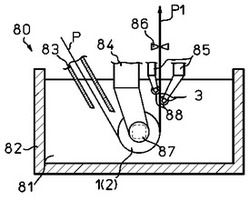
溶融亜鉛めっき用ガスワイピング装置
【課題】ガスワイピングによって発生したスプラッシュを効率的に排除して、鋼帯表面やノズルへの付着量を減少させることを可能としたガスワイピング装置を提供する。
【解決手段】ワイピングノズルと、当該ワイピングノズルを支持し、当該ワイピングノズルにワイピングガスを供給する管状体から前記鋼帯に対向して延びる上面仕切板と、当該上面仕切板の後端から下方に延び、下端に排気口を有する後方垂直板と、両側板とから構成されるシールボックスを有するとともに、前記ワイピングノズルはその断面が先端の噴出口に向けて流線型をなす形状とする。
さらに、断面が流線型をなす前記ワイピングノズルの先端の噴出口下方に一端が固着され他端が前記後方垂直板方向に伸びる板状体であって、引き上げられる鋼帯及び溶融亜鉛めっき浴に向けて凸状を呈する湾曲板状体からなるガス誘導板が取付けられている。
(もっと読む)
ガスワイピング装置
【課題】上,下リップを鋼板板幅方向に移動可能に支持することで上,下リップのみの交換を可能にしてワイピングノズルの交換時間の短縮により生産性の向上が図れるガスワイピング装置を提供する。
【解決手段】溶融めっき浴10から出て上方に向けて走行するストリップSの表,裏面にワイピングノズル12からガスを吹き付けてめっき付着量を制御するガスワイピング装置11において、ワイピングノズル12は上リップ16と下リップ17とに分割形成されると共に、それぞれ独立して鋼板板幅方向に移動可能に支持されて交換可能になっている。
(もっと読む)
溶融めっき鋼板の製造方法
【課題】溶融めっき浴より引き上げられた鋼板の表面に、ワイピングノズル及び補助ノズルからガスを吹き付けて、過剰のめっき金属を払拭して付着量の調整を行う際、厚目付けの場合でもエッジオーバーコートの発生を効果的に抑制できる方法を提供する。
【解決手段】ワイピングノズル先端と鋼板との間の距離が5〜30mmとなるようにワイ ワイピングノズルの端部上側の傾斜面に補助ノズルを設置し、ワイピングノズルから吹出すガスの流速をV1、補助ノズルから吹出すガスの流速をV2としたとき、流速V1が50〜200Nm/sになり、かつ、V2/V1が0.2〜0.85となるようにそれぞれのノズルからガスを吹出すようにする。
(もっと読む)
ガスワイピング装置
【課題】ラインの停止や鋼板の切断をすることなく、ワイピングノズルの交換を含めた保守を行えるようにして生産性の向上が図れるガスワイピング装置を提供する。
【解決手段】溶融めっき浴10から出て上方に向けて走行するストリップSの表,裏面にワイピングノズル12からガスを吹き付けてめっき付着量を調整するガスワイピング装置11において、ワイピングノズル12はストリップSの板幅方向にノズル幅以上に直線的に移動可能に支持されてなる。
(もっと読む)
改善された外観を有する被覆金属バンドを製造する方法
本発明の主題は、金属腐食防止コーティングを有する金属ストリップを製造する方法であって、
−金属ストリップを、
・0.2重量%以上4重量%未満のアルミニウム含有量に対して0.1から8重量%のマグネシウム、または、
・4重量%以上8重量%以下のアルミニウム含有量に対して5重量%より多く8重量%以下のマグネシウムの含有量、
の割合で、0.2から8重量%のアルミニウムおよびマグネシウムを含み、0.3重量%以下の添加元素を含み、残部は、亜鉛および不可避の不純物である溶融金属浴に通すステップと、
−被覆金属ストリップを、4体積%の酸素および96体積%の窒素からなる雰囲気より低い酸化力を有するガスを金属ストリップの両面に噴霧するノズルによってワイピングするステップと、
・ワイピングラインおよび前記ワイピングノズルの上側外面によって底面で、
・前記ノズルの真上で金属ストリップの両面に設置され、ワイピングラインに関して少なくとも10cmの高さを有する2つの閉じ込めボックスの上部によって上端で、
・前記閉じ込めボックスの側方部によって側面で、
−金属ストリップを上記で境界された閉じ込めゾーンに通すステップと、
を含み、
前記閉じ込めゾーン内の雰囲気は、4体積%の酸素および96体積%の窒素からなる雰囲気より低く、0.15体積%の酸素および99.85体積%の窒素からなる雰囲気より高い酸化力を有する、方法である。
本発明の他の主題は、この方法によって得られることができる金属ストリップ、およびこのストリップを変形することによって得られた金属部品である。 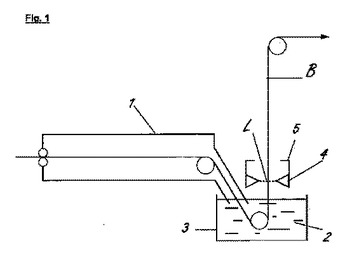 (もっと読む)
(もっと読む)
1 - 20 / 56
[ Back to top ]