
Fターム[4K027AD22]の内容
Fターム[4K027AD22]に分類される特許
1 - 20 / 65
溶融金属めっき方法および溶融金属めっき装置
【課題】 ガスワイピング法を用いた溶融金属めっきラインにおいて、ワイピング後のストリップにめっき金属飛沫が付着するのを抑制するとともに、生産設備に関する煩雑なメンテナンス作業を要しない溶融金属めっき方法および溶融金属めっき装置を提供する。
【解決手段】 めっき金属浴内から連続的にストリップを引き出し、該ストリップ面に付着した余剰のめっき金属をワイピングノズルから前記ストリップ面に向けて噴射されるガスによって絞り落としてめっき金属付着量を調整することからなるガスワイピング法を用いて溶融金属めっきを施すに際し、前記ストリップを垂直に支持する浴上サポートロールを前記ワイピングノズルの上方に配設し、前記ワイピングノズルの配設位置から上方に前記ストリップ面に沿って前記浴上サポートロールの配設位置まで遮蔽ネットを設けるとともに、前記ワイピングノズルと前記めっき金属浴の浴面との間に整流板を設けることにより、溶融金属めっき時にめっき金属飛沫が前記ストリップ面に付着することを防止する。
(もっと読む)
表面処理溶融めっき鋼材
【課題】加工部の耐白錆性、耐傷付き性、耐汚染性が良好で、めっき層起因の外観不良もなく、良好な外観を有する表面処理溶融めっき鋼材の提供。
【解決手段】本発明の表面処理溶融めっき鋼材は、鋼材の表面上にアルミニウム・亜鉛合金めっき層(α)がめっきされ、その上層にアルキレン基、シロキサン結合及び一般式−SiR1R2R3(式中のR1、R2及びR3は本文で説明のとおり)で表される架橋性官能基を有する有機ケイ素化合物(A)を造膜成分とする塗膜(β)が被覆されている表面処理溶融めっき鋼材であって、アルミニウム・亜鉛合金めっき層が構成元素としてAl、Zn、Si及びMgを含み、且つAl含有量が25〜75質量%、Mg含有量が0.1〜10質量%であり、アルミニウム・亜鉛合金めっき層が0.2〜15体積%のSi―Mg相を含み、Si−Mg相中のMgの、めっき層中のMg全量に対する質量比率が3%以上であることを特徴とする。
(もっと読む)
連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置
【課題】スプラッシュによる欠陥を発生させない美麗な薄めっき鋼板の製造を可能とする連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置を提供する。
【解決手段】非酸化性雰囲気において、溶融金属の浴に一部浸漬し回転するロール(A)により、該ロール(A)との接触部において該ロール(A)と同方向に回転するロール(B)へ、溶融金属を供給する。次いで、連続的に走行する鋼板との接触部において該鋼板と同方向に回転する前記ロール(B)により、溶融金属を前記鋼板表面に供給し、めっき処理する。次いで、めっき処理後、ノズルにより、前記鋼板表面に、溶融金属の融点より高い温度のガスを噴射する。
(もっと読む)
溶融金属めっき鋼帯の製造方法

【課題】薄め付けを可能とする溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】鋼帯を、溶融金属めっき浴槽内のめっき浴に連続的に浸漬してめっきを行った後、めっき浴から引き上げ、鋼帯表面に付着した溶融金属の付着量をワイピングノズルから噴射されるガス噴流により調整する溶融金属めっき鋼帯の製造方法において、ワイピングノズル上方に補助スリットノズルを設置してワイピングガスの鋼帯に随伴して上昇する流れに対するカウンター流を供給すると共に、前記ワイピングガスのノズル噴出し口における温度を前記溶融金属の融点以上とし、かつ前記補助スリットノズルのノズル噴出し口におけるガス温度を前記溶融金属の融点より100℃以上低くする。
(もっと読む)
金属の対象物を安定させるためのデバイス及び方法
【課題】磁性材料の金属の細長いストリップを金属層でコーティングするとき、ストリップを安定させるためのデバイス及び方法を提供する。
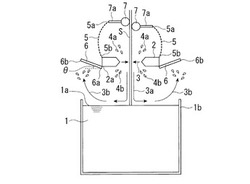
【解決手段】ストリップは、浴2から、予め定められた移送経路xに沿う移送方向16へ移送される。過剰な溶融金属を、ストリップ1から除去するためのワイピング手段4は、ストリップ1を横断する1本の線の形で空気の流れを噴射する。ここで、前記ワイピング手段4は、ストリップ1の各サイドにエア・ナイフが一つずつ配置された少なくとも1対のエア・ナイフ5,6を有している。電磁的安定化手段7は、前記予め定められた移送経路xに対するストリップ1の位置を安定させる。センサー14,15は、前記予め定められた移送経路xに対するストリップ1の位置を検出する。
(もっと読む)
ガスワイピング装置
【課題】鋼帯の表面にガスを吹き付けて該表面に付着しためっき用の溶融金属の付着量を調整するガスワイピングノズルを備えたガスワイピング装置に関し、鋼帯の幅方向端部におけるオーバーコートやスプラッシュの抑止効果に優れたガスワイピング装置を提供すること。
【解決手段】ガスワイピングノズル1において鋼帯Kの幅方向に延設して中空からガスを吹出すスリット1a’と、中空にガスを導入するガス導入口1eを備え、このスリット1a’にはその左右の領域を閉塞するとともにスライド自在な左右の閉塞部材2,2が配設され、これら閉塞部材2,2の間にガス吹出口1aが形成されており、中空において、左右の閉塞部材2,2のそれぞれのガス吹出口側端部2a,2aから隔壁1dへ延設する左右の整流片1c、1cが配設され、該左右の整流片1c、1cの間でガス流路GRが形成されており、ガス吹出口1aの幅とガス流路GRの幅が同じであるガスワイピング装置10である。
(もっと読む)
ワイピング装置およびこれを用いた溶融めっき装置
【課題】鋼板のエッジ部のワイピングガスの流れを改善することにより、エッジオーバーコートおよびスプラッシュを防止することが可能なワイピング装置およびこれを用いた溶融めっき装置の提供。
【解決手段】溶融めっき槽から引き上げる鋼板Pを挟んで両側に、鋼板Pの板面に向かってそれぞれ配置された一対のワイピングノズル2a,2bから鋼板Pにワイピングガスを吹き付けるワイピング装置1において、一対のワイピングノズル2a,2bの片側もしくは両側の鋼板Pの幅方向の両外側に位置する部分を覆うマスク3を備えることにより、一対のワイピングノズル2a,2bから吹き付けられたワイピングガスが、これらのワイピングノズル2a,2b間の鋼板Pの幅方向の両外側の部分で衝突することを防止し、乱流の発生を防止することができる。
(もっと読む)
溶融金属めっき鋼帯製造装置
【課題】通常速度通板時においても、また高速通板時においても、トップドロスの発生量を低減できる溶融金属めっき鋼帯製造装置を提供する。
【解決手段】溶融金属めっき浴(9)から連続的に引き上げられる鋼帯(5)の表面に、ワイピングノズル(1)から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯製造装置において、鋼帯(5)の両側に、少なくとも一部がめっき浴中に没している回転部材(2)を鋼帯幅方向に延在させて鋼帯と間隔をあけて設け、該回転部材(2)は浴面下の浴面近傍の鋼帯幅方向に平行な軸(3)を回転軸として回転可能で、該回転部材(2)を回転したときに該回転部材(2)の一部がめっき浴面より上に突出するようにしたことを特徴とする溶融金属めっき鋼帯製造装置。
(もっと読む)
スナウト内ドロスの除去装置及び除去方法
【課題】噴射ノズルからの噴流が金属板によって反射された後に該噴射ノズル方向に反転する液流を制御して、噴射ノズルから金属板へ向かう噴流に干渉することを抑え、浮遊ドロスが金属板方向に戻って付着することを防止すると共に、該浮遊ドロスを効率よく除去することができる手段を得る。
【解決手段】溶融金属めっき装置のスナウト2内における溶融金属中に設けられて、金属板3に溶融金属を吹付けてスナウト内の溶融金属浴面に浮遊するドロスを金属板から離す方向の液流を発生させる各噴射ノズル4,5に、その噴射目標位置11を上記スナウト2内における金属板3の溶融金属への侵入位置をとして溶融金属を噴射させる構成とする。
(もっと読む)
溶融金属めっき設備
【課題】ガスワイピング装置においてエッジアップ低減手段と静圧発生手段の両方を設置可能にしてめっき付着量の均一化が図れる溶融金属めっき設備を提供する。
【解決手段】ガスワイピング装置を備えた溶融金属メッキ設備において、ワイピングノズル11a,11bの近傍に設置されて当該ワイピングノズルから吹き付けられるワイピングガスに雰囲気ガスを随伴させてストリップSの走行方向に沿って静圧を発生させるクッションパッド12a,12bと、該クッションパッドに一体的に組み付けられてストリップにおける板端部のエッジアップを低減するバッフルプレート13a,13bと、クッションパッドをストリップの板幅方向へ移動させるLMガイド18a,18b、バッフルプレート位置調整シリンダ22a,22bからなる第1の移動機構を設けた。
(もっと読む)
溶融金属めっき鋼帯製造装置及び溶融金属めっき鋼帯の製造方法
【課題】トップドロスに起因する欠陥の発生を低減するともに、トップドロス排出によるめっき金属の持出しを減少できる溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】
めっき槽内の溶融金属めっき浴から連続的に引き上げられる鋼帯(1)の表面に、ワイピングノズル(6)から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造装置において、鋼帯引き上げ部前面のめっき槽壁側に少なくとも鋼帯引き上げ部前面のめっき浴面の30%以上を覆う遮蔽板(11)と、鋼帯引き上げ部とスナウト(2)に挟まれるめっき浴面のスナウト側に少なくとも鋼帯引き上げ部とスナウトに挟まれるめっき浴面の30%以上を覆う遮蔽板(12)を、各々めっき浴面と間隔をあけて設ける。
(もっと読む)
ガスワイピング装置
【課題】帯鋼に反りやねじれあるいは振動が発生しても、帯鋼の幅方向端面近傍における、エッジオーバーコートを簡易な構成にて、防止することができるガスワイピング装置を提供することにある。
【解決手段】溶融金属めっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスを吹き付けることにより、帯鋼の表面に余剰に付着した溶融金属を除去して、帯鋼を所定のめっき付着量に制御するガスワイピング装置10であって、対向するワイピングノズル間に搬送される帯鋼の幅方向端面に対向して離間配置され、帯鋼の板厚方向に移動可能なバッフルブロック14を備え、バッフルブロックを帯鋼の板厚方向に移動してバッフルブロックの先端面部14aがワイピングノズルの先端部13aに当接することにより、帯鋼の幅方向端面の外側の空間におけるワイピングノズルを閉塞するようにした。
(もっと読む)
バッフルプレートユニットおよびそれを用いたガスワイピング装置
【課題】溶融金属からのフュームや熱等の影響を受けずに金属帯の位置を検出してバッフルプレートの位置調整を行うことができるバッフルプレートユニットを提供すること。
【解決手段】バッフルプレートユニット24は、一対のバッフルプレート22と、一対のバッフルプレートの金属帯の幅方向端部に対する位置を調整する位置調整機構23とを有する。位置調整機構23は、金属帯1の一対の幅方向端部の位置をそれぞれ検出する一対の電磁波センサーユニット32を有し、その検出値に基づいて制御部33によりバッフルプレート22の位置を制御する。各電磁波センサーユニット32は、電磁波を放射し、前記金属帯の幅方向端部で反射した電磁波を受信するアンテナを有する検出部38と、本体部37とを有し、検出部38は、金属帯1の幅方向端部から所定長離隔した位置に固定的に設けられている。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】鋼帯端部外側から鋼帯端部に向けてカーテンガスを噴射するノズル部材を設けることで、スプラッシュの発生を低減し、エッジオーバーコートを防止し、さらに該ガスを噴射するノズル部材へのめっき金属の付着を防止して、表面品質に優れる溶融金属めっき鋼帯を安定製造できる方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズル1からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、ワイピングガス噴射高さ位置で、各鋼帯端部外側から鋼帯端部に向けてカーテンガスを噴射することを特徴とする溶融金属めっき鋼帯の製造方法。
(もっと読む)
電子部品の製造方法
【課題】端子電極の表面に均一な形状のハンダ層を形成することができる電子部品の製造方法を提供する。
【解決手段】この電子部品の製造方法では、電子部品の端子電極に付着させた溶融ハンダに酸化防止流体を吹き付けることで、溶融ハンダの表面張力に打ち勝つ運動量がハンダに与えられ、端子電極に付着した溶融ハンダの余剰部分が除去される。また、この電子部品の製造方法では、電子部品を上層26の液面26aから引き上げる際に、上層26の液面26a付近で溶融ハンダの融点以上の温度の酸化防止流体を電子部品に吹き付けている。これにより、端子電極に付着した溶融ハンダの温度が保たれると共に酸化が防止されるので、溶融ハンダの部分的な組成変化が生じることが抑制され、端子電極の表面に均一な形状のハンダ層を形成できる。
(もっと読む)
溶融金属めっき浴用ロール
【課題】特に外径300mm以上の大径のセラミック製溶融金属めっき浴用ロールにおいて、軸部に発生する成形時、焼成時の割れの不具合を解消して、セラミック製の溶融金属めっき浴用ロールを提供することにある。
【解決手段】鋼板と接触する中空状胴部と、軸受けに接触する軸部と、前記胴部内面に接合されるとともに軸部の外周に接合される中間部とからなるとともに、前記胴部、軸部及び中間部のそれぞれをセラミックスで形成した後、接合してなることを特徴とする溶融金属めっき浴用ロール。
(もっと読む)
溶融金属めっき鋼帯のガスワイピング装置
【課題】スプラッシュの発生を安定して低減できる溶融金属めっき鋼帯のガスワイピング装置を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯(11)の表面に、ガスワイピングノズル(12)から気体を吹き付け、鋼帯表面のめっき付着量制御を行う溶融金属めっき鋼帯のガスワイピング装置において、鋼帯(11)の両側に配置されたガスワイピングノズル(12)から噴射されたガス噴流の衝突位置またはその近傍に、鋼帯端部に近接して整流体(14)を設置する。
(もっと読む)
溶融金属めっき鋼板の製造装置
【課題】従来よりも容易に制御パラメータを調整できる溶融金属めっき鋼板の製造装置を提供する。
【解決手段】溶融金属めっきが付着した鋼板11の表面に気体を吹き付ける表側ノズル16と、鋼板11の裏面に気体を吹き付ける裏側ノズル17と、鋼板11と表側ノズル16との間の表側ギャップ及び鋼板11と裏側ノズル17との間の裏側ギャップをそれぞれ操作量とし、制御モデルに基づいて鋼板11のめっき付着量をフィードフォワード制御又はフィードバック制御するための制御装置20とを備えた溶融金属めっき鋼板の製造装置10であって、制御モデルは、次式で表される。
CW = α×D
ここで、CWはめっき付着量、Dはノズルギャップ、αはラインスピード(LS)と表側ノズル16又は裏側ノズル17が吹き付ける気体の圧力(P)とによって決まる係数である。
(もっと読む)
溶融Alめっき鋼線製造装置
【課題】細径の鋼線の表面に厚い溶融Alめっき層を有する溶融Alめっき鋼線を工業的に大量生産するのに適した溶融Alめっき装置を提供する。
【解決手段】鋼線3を長手方向に連続的に搬送してAlめっき浴1中に浸漬させた後、めっき浴面から気相空間に引き上げる溶融Alめっき鋼線製造装置において、気相空間側からめっき浴面の一部領域に気体を吹き付けてめっき浴面に局所的な窪みを形成させる気体吐出ノズルAを備え、前記窪み部分での浴面低下によって浴面から引き上げられる鋼線の水平方向両側における浴面高さに差が生じるようにノズルAの気体吹き出し方向が調整されている溶融Alめっき鋼線製造装置。
(もっと読む)
液体プロセスによって厚い金属シースでコーティングされたセラミック繊維を得るための装置
本発明は、液体プロセスによって、繊維、たとえばセラミック繊維を金属コーティングするための装置であって、前記金属でコーティングされるために繊維(1)が中で引かれる液体金属浴(3)を含むるつぼ(2)を備え、また、毛細管現象によって前記繊維の周りに生成された金属シースを固化するために前記金属浴の下流側に配置された冷却システム(11)も備える装置において、前記冷却システムが、コーティングされた糸(1e)に向かって圧縮ガスを噴出する少なくとも1つのノズルを備え、システムが、コーティングされた糸(1e)の周囲上で、長くても200mmである長さにわたって金属を固化するように寸法設定されることを特徴とする、装置に関する。 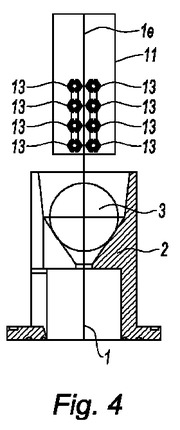 (もっと読む)
(もっと読む)
1 - 20 / 65
[ Back to top ]