
Fターム[4K027AD23]の内容
Fターム[4K027AD23]に分類される特許
1 - 20 / 34
連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置
【課題】スプラッシュによる欠陥を発生させない美麗な薄めっき鋼板の製造を可能とする連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置を提供する。
【解決手段】非酸化性雰囲気において、溶融金属の浴に一部浸漬し回転するロール(A)により、該ロール(A)との接触部において該ロール(A)と同方向に回転するロール(B)へ、溶融金属を供給する。次いで、連続的に走行する鋼板との接触部において該鋼板と同方向に回転する前記ロール(B)により、溶融金属を前記鋼板表面に供給し、めっき処理する。次いで、めっき処理後、ノズルにより、前記鋼板表面に、溶融金属の融点より高い温度のガスを噴射する。
(もっと読む)
金属の対象物を安定させるためのデバイス及び方法
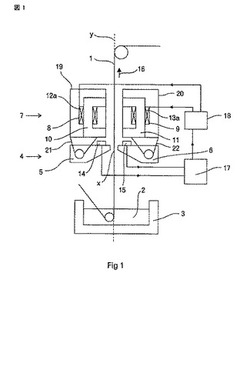
【課題】磁性材料の金属の細長いストリップを金属層でコーティングするとき、ストリップを安定させるためのデバイス及び方法を提供する。
【解決手段】ストリップは、浴2から、予め定められた移送経路xに沿う移送方向16へ移送される。過剰な溶融金属を、ストリップ1から除去するためのワイピング手段4は、ストリップ1を横断する1本の線の形で空気の流れを噴射する。ここで、前記ワイピング手段4は、ストリップ1の各サイドにエア・ナイフが一つずつ配置された少なくとも1対のエア・ナイフ5,6を有している。電磁的安定化手段7は、前記予め定められた移送経路xに対するストリップ1の位置を安定させる。センサー14,15は、前記予め定められた移送経路xに対するストリップ1の位置を検出する。
(もっと読む)
ガスワイピング装置

【課題】鋼帯の表面にガスを吹き付けて該表面に付着しためっき用の溶融金属の付着量を調整するガスワイピングノズルを備えたガスワイピング装置に関し、鋼帯の幅方向端部におけるオーバーコートやスプラッシュの抑止効果に優れたガスワイピング装置を提供すること。
【解決手段】ガスワイピングノズル1において鋼帯Kの幅方向に延設して中空からガスを吹出すスリット1a’と、中空にガスを導入するガス導入口1eを備え、このスリット1a’にはその左右の領域を閉塞するとともにスライド自在な左右の閉塞部材2,2が配設され、これら閉塞部材2,2の間にガス吹出口1aが形成されており、中空において、左右の閉塞部材2,2のそれぞれのガス吹出口側端部2a,2aから隔壁1dへ延設する左右の整流片1c、1cが配設され、該左右の整流片1c、1cの間でガス流路GRが形成されており、ガス吹出口1aの幅とガス流路GRの幅が同じであるガスワイピング装置10である。
(もっと読む)
ガスワイピングノズルおよびガスワイピング方法、溶融金属めっき装置、溶融金属のめっき方法
【課題】帯状体の表面に付着した付着物を除去するのに用いられるガスワイピングノズルと、当該ガスワイピングノズルを用いたガスワイピング方法と、溶融金属めっき槽から引き上げられる金属帯の表裏面にガスを噴き付け、金属帯に付着した過剰の溶融金属を除去する溶融金属めっき装置と、当該溶融金属めっき装置を用いた溶融金属のめっき方法を提供する。
【解決手段】外周面111の少なくとも一部が曲面である筒状または柱状の胴部11と、該胴部外周面の曲面と一定間隔を保って開口し、前記曲面の接線方向にワイピングガスGを噴出可能な噴出口12を備えるガスワイピングノズル1を用いる。
(もっと読む)
ガスワイピング装置
【課題】鋼帯およびガスワイピングノズルを包囲する箱状体を備え、鋼帯へのスプラッシュ付着を抑制可能なガスワイピング装置を得る。
【解決手段】ガスワイピング装置100は、溶融金属11が貯留されているメッキ浴槽10と、メッキ浴槽10上部に載置された箱状体20とを備える。箱状体20は内部に、管状部材25a,25bのそれぞれに帯状体30を挟むように対向して設けられたガスワイピングノズル26a,26bを備える。ガスワイピングノズル26aは、鋼帯30にガスを噴射可能な第1噴射部26a1と、ガスワイピングノズル26b方向にガスを噴射可能な第2噴射部26a2および第3噴射部26a3とを有する。ガスワイピングノズル26bは、鋼帯30にガスを噴射可能な第4噴射部26b1と、ガスワイピングノズル26aに方向にガスを噴射可能な第5噴射部26b2および第6噴射部26b3とを有する。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】鋼帯端部外側から鋼帯端部に向けてカーテンガスを噴射するノズル部材を設けることで、スプラッシュの発生を低減し、エッジオーバーコートを防止し、さらに該ガスを噴射するノズル部材へのめっき金属の付着を防止して、表面品質に優れる溶融金属めっき鋼帯を安定製造できる方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズル1からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、ワイピングガス噴射高さ位置で、各鋼帯端部外側から鋼帯端部に向けてカーテンガスを噴射することを特徴とする溶融金属めっき鋼帯の製造方法。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】エッジオーバーコートを防止し、幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設け、該バッフルプレートは、板厚がめっき浴方向に向かって薄くなるように形成し、先端角度を88.8°以下かつ先端厚みを3mm以下とする。
(もっと読む)
溶融Alめっき鋼線製造装置
【課題】細径の鋼線の表面に厚い溶融Alめっき層を有する溶融Alめっき鋼線を工業的に大量生産するのに適した溶融Alめっき装置を提供する。
【解決手段】鋼線3を長手方向に連続的に搬送してAlめっき浴1中に浸漬させた後、めっき浴面から気相空間に引き上げる溶融Alめっき鋼線製造装置において、気相空間側からめっき浴面の一部領域に気体を吹き付けてめっき浴面に局所的な窪みを形成させる気体吐出ノズルAを備え、前記窪み部分での浴面低下によって浴面から引き上げられる鋼線の水平方向両側における浴面高さに差が生じるようにノズルAの気体吹き出し方向が調整されている溶融Alめっき鋼線製造装置。
(もっと読む)
液体プロセスによって厚い金属シースでコーティングされたセラミック繊維を得るための装置
本発明は、液体プロセスによって、繊維、たとえばセラミック繊維を金属コーティングするための装置であって、前記金属でコーティングされるために繊維(1)が中で引かれる液体金属浴(3)を含むるつぼ(2)を備え、また、毛細管現象によって前記繊維の周りに生成された金属シースを固化するために前記金属浴の下流側に配置された冷却システム(11)も備える装置において、前記冷却システムが、コーティングされた糸(1e)に向かって圧縮ガスを噴出する少なくとも1つのノズルを備え、システムが、コーティングされた糸(1e)の周囲上で、長くても200mmである長さにわたって金属を固化するように寸法設定されることを特徴とする、装置に関する。 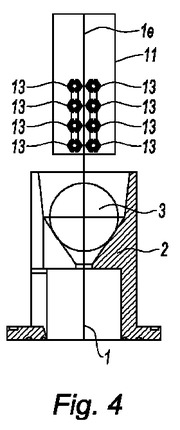 (もっと読む)
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングノズルを用いてめっき付着量の制御を行う際に、鋼帯の通板速度に関わりなくスプラッシュによるめっき表面欠陥の発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、ガスワイピング部で発生する音波を測定し、所定のバンドパスフィルタでフィルタリングした後の音波データの標準偏差が基準値以下になるように、ガスワイピングノズルの設定条件を調整する。スプラッシュ発生源となるガスワイピング振動を抑制できるので、鋼帯通板速度に関わりなくスプラッシュの発生量を安定的に低減できる。
(もっと読む)
溶融亜鉛めっき鋼管のブロー装置
【課題】 溶融亜鉛めっき処理が施された鋼管の内外面表面の余剰亜鉛を除去するブロー装置を提供する。
【解決手段】 本発明は、溶融亜鉛浴から引き出された鋼管は、溶融亜鉛浴端部に設置された外面ブロー装置を通過して、圧縮ガス等により鋼管外面の余剰亜鉛を除去されながら、同時に、マンドレル棒が、その先端部の噴射ノズルから圧縮ガス等を噴射して鋼管内面の余剰亜鉛を除去しながら、鋼管の終端部が外面ブロー装置の位置に到達する前に 噴射ノズルを外面ブロー装置の位置まで移動して停止し、内面ブローを続けることによって、鋼管の終端部の外面ブローと内面ブローが、外面ブロー装置の位置で同時に完了出来ることを特徴とする。
(もっと読む)
ガスワイピングノズル及びガスワイピング装置
【課題】ガスワイピングノズルのスリット隙間gを液圧により調整する。
【解決手段】ガスワイピングノズル100は、上ノズルリップ金物102と下ノズルリップ金物103とが接合されて構成されており、静圧チャンバ104内に供給されたワイピングガスが、スリット101を介して帯鋼に向けて噴射される。下ノズルリップ金物103には、鋼板の幅方向に沿い伸びる液圧孔105が穿設されている。液圧孔105の、下ノズルリップ金物103の厚さ方向の位置は中心からずれており、厚さAが厚さBよりも薄くなっている。液圧孔105に圧油を供給すると、液圧孔105の径が膨張し、A,Bでの膨張差により下ノズルリップ金物103が弾性変形し、スリット101のスリット隙間gが大きくなる。
(もっと読む)
溶融めっき鋼板の製造方法
【課題】溶融めっき浴より引き上げられた鋼板の表面に、ワイピングノズル及び補助ノズルからガスを吹き付けて、過剰のめっき金属を払拭して付着量の調整を行う際、厚目付けの場合でもエッジオーバーコートの発生を効果的に抑制できる方法を提供する。
【解決手段】ワイピングノズル先端と鋼板との間の距離が5〜30mmとなるようにワイ ワイピングノズルの端部上側の傾斜面に補助ノズルを設置し、ワイピングノズルから吹出すガスの流速をV1、補助ノズルから吹出すガスの流速をV2としたとき、流速V1が50〜200Nm/sになり、かつ、V2/V1が0.2〜0.85となるようにそれぞれのノズルからガスを吹出すようにする。
(もっと読む)
ガスワイピング装置
【課題】ラインの停止や鋼板の切断をすることなく、ワイピングノズルの交換を含めた保守を行えるようにして生産性の向上が図れるガスワイピング装置を提供する。
【解決手段】溶融めっき浴10から出て上方に向けて走行するストリップSの表,裏面にワイピングノズル12からガスを吹き付けてめっき付着量を調整するガスワイピング装置11において、ワイピングノズル12はストリップSの板幅方向にノズル幅以上に直線的に移動可能に支持されてなる。
(もっと読む)
溶融金属めっき設備
【課題】下流側ガスワイピング装置との対向位置で、溶融金属がスプラッシュとなって鋼帯から飛散しても、そのスプラッシュが原因となって上流側ワイピング装置に不具合が生じることを防止する。
【解決手段】スプラッシュ付着防止板54は、ガスワイピング装置24における一対のガスワイピングノズル30からそれぞれ噴射されたガス流Gにより鋼帯20のエッジ部21E付近からスプラッシュSとして飛散した溶融亜鉛Mを堰き止め、スプラッシュSを保持する。これにより、スプラッシュSが電磁ワイピング装置22に付着すること、及びガスワイピング装置24の下方で鋼帯20に再付着することを効果的に阻止できるので、スプラッシュSが原因となって電磁ワイピング装置22に短絡等の不具合が生じることを効果的に防止できる。
(もっと読む)
溶融金属めっき鋼線の製造方法およびその装置
【課題】溶融金属の表面の清浄化を、人手による清掃作業ではなく、長時間安定して行うことができる、溶融金属めっき鋼線の製造方法および装置を提供する。
【解決手段】めっき浴の溶融金属の表面を非酸化性ガスでシールするガスシール部と、該ガスシール部内に設置されためっき付着量を調整するワイピング手段と、更に、該ガスシール部内のめっき浴表層の溶融金属を前記非酸化性ガスとともに吸引する吸引口及び吸引した溶融金属を前記ガスシール部外に放出する排出口を有する溶融金属循環手段とからなることを特徴とする溶融金属めっき浴表面清浄化装置。非酸化性ガスを加熱し、ガスシール部に導入するガス加熱導入手段を設けることが好ましい。溶融金属循環手段の吸引口全断面積の50〜80%を溶融金属浸漬し、溶融金属と非酸化性ガスとを同時に吸引する溶融金属めっき鋼線の製造方法。
(もっと読む)
溶融金属めっき設備
【課題】制振装置とガスワイピング装置及びバッフルプレートとの距離を可及的に短縮して制振装置の性能向上とバッフルプレートの位置決め精度の向上が図れる溶融金属めっき設備を提供する。
【解決手段】溶融金属ポット10から出て上方に向けて走行するストリップSの表,裏面にガスを吹き付けてめっき付着量を制御するワイピングノズル11a,11bと、ストリップSの両端部側方のガス吹付け位置にそれぞれ配設されたバッフルプレート12a,12bと、ワイピングノズルよりストリップ走行方向下流側に配設されてストリップSの表,裏面に電磁力を作用させてストリップSの位置制御を行う制振装置13a,13bと、を備えた溶融金属メッキ設備において、前記制振装置13a,13bに前記バッフルプレート12a,12bを一体的に組み付けた。
(もっと読む)
めっき付着量制御方法およびその装置
【課題】パスライン変動によるノズル間隔の変動があっても、パスライン変動に伴い発生する付着量変動を抑制することができる、めっき付着量制御方法およびその装置を提供することを課題とする。
【解決手段】溶融めっき金属浴中から引き上げた鋼板の両面に付着した溶融めっき金属に、鋼板に対向させて配した一対の噴射ノズルからガスを噴射させ、噴射させるガスの圧力と、前記鋼板および噴射ノズルの間隔であるノズル間隔とを操作してめっき付着量を制御する、めっき付着量制御方法であって、鋼板の一方の面側に配した噴射ノズルからのガス圧力の実測値から抽出した圧力変動成分に基づいて当該一方の面側に配した噴射ノズルのノズル間隔を補正すると共に、前記一対の噴射ノズル同士の間隔が変化しないように、鋼板の他方の面側に配した噴射ノズルのノズル間隔を補正する。
(もっと読む)
溶融めっきラインの制御装置、方法及びプログラム
【課題】噴射ガスの圧力及びストリップとのギャップを制御する際に、両操作量を適切な組み合わせで決定できるようにする。
【解決手段】溶融めっき金属に浸漬させたストリップ1の表面にガスを噴射する表側ノズル4f及び裏面にガスを噴射する裏側ノズル4bを備えた溶融めっきラインにおいて、表側ノズル4f及び裏側ノズル4bの噴射ガスの圧力及びストリップ1とのギャップを制御する制御装置100は、溶融めっき金属の付着量が少ないときはギャップ制御の分担の割合を大きくし、溶融めっき金属の付着量が多いときは圧力制御の分担の割合を大きくするように圧力制御及びギャップ制御の分担の割合を決定し、その決定した圧力制御及びギャップ制御の分担の割合に基づいて、圧力設定値及びギャップ設定値を設定する。
(もっと読む)
ガスワイピング装置
【課題】搬送される帯板の振動を広範囲に抑制させることにより、ワイピング効果を向上させることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスGwを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、噴射されたワイピングガスGwに随伴する雰囲気ガスGfを、ワイピングノズル13のスリット13c近傍に案内し、このスリット13cから噴射されるワイピングガスGwと共に帯鋼Sの表面に衝突させる。
(もっと読む)
1 - 20 / 34
[ Back to top ]