
Fターム[4K027AE11]の内容
溶融金属による被覆 (10,875) | 制御・管理・検出・計測類の内容 (1,613) | メッキ基材、メッキ済み材に対するもの (317)
Fターム[4K027AE11]の下位に属するFターム
温度 (158)
張力 (3)
長尺材の走行路位置 (55)
走行帯材の幅方向の平担、湾曲度 (27)
走行速度、被処理時間 (52)
メッキ基材、メッキ済み材への振動付与 (9)
Fターム[4K027AE11]に分類される特許
1 - 13 / 13
めっき性に優れる溶融亜鉛めっき鋼板の製造方法および連続溶融亜鉛めっき設備

【課題】Siを0.2質量%以上含有する鋼板に溶融亜鉛めっきしたときに不めっき、めっきムラなどの外観不良やめっき密着性不良の発生を防止する。
【解決手段】鋼中にSiを0.2質量%以上含有する鋼板を還元炉で加熱・焼鈍した後溶融亜鉛めっきする際に、還元炉の高さ方向鋼板通板領域の下部1/3の領域内での炉内ガスの露点を−30℃超0℃以下の範囲内になるように制御する。露点が−30℃以下になったときは、還元炉への炉内ガスの供給を還元炉の高さ方向鋼板通板領域の1/2より低位置から、かつ還元炉の炉内ガスの排出を還元炉の高さ方向鋼板通板領域の1/2より低位置から行う。(2)露点が0℃超になったときは、(イ)還元炉の炉内ガスの排気を、還元炉の高さ方向鋼板通板領域の1/2より高位置から、還元炉に供給する炉内ガスの供給量の1/3以上の量を排出する。
(もっと読む)
鋼ストリップの浸漬亜鉛めっき方法
本発明は連続的に走行する圧延鋼ストリップの浸漬亜鉛めっき方法であって、該ストリップを、該ストリップ上に堆積される金属、例えば亜鉛とアルミニウムとの液体混合物浴を含有するコーティング槽に浸漬して、前記のコーティング槽と調製装置との間を永続的に循環させ、該液体混合物の温度は、鉄の溶解閾値を下げるために自発的に低下し、且つ、前記の調製装置内で少なくとも1つのZn−Alインゴットの溶融を、ストリップ上への堆積によって消費された液体混合物を補償するために必要な量で行うために充分に高められている、浸漬亜鉛めっき方法について記載する。前記の方法は該液体混合物の循環路が熱的に最適化されるように実施される。 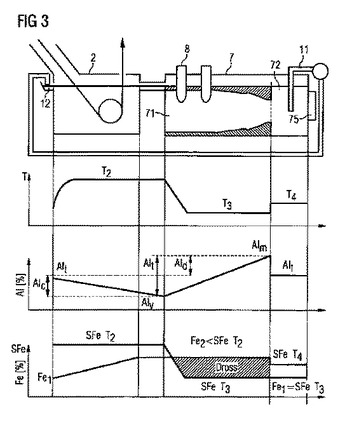 (もっと読む)
(もっと読む)
めっき性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法

【課題】良好な加工性と高強度を同時に達成でき、めっき性、密着性が良好で耐食性が優れた溶融亜鉛めっき鋼板並びにその製造方法を提供すること。
【解決手段】質量%で、C:0.05〜0.25%、Si:0.3〜2.5%、Mn:1.5〜2.8%、P:0.03%以下、S:0.02%以下、Al:0.005〜0.5%、N:0.0060%以下を含有し、残部がFe及び不可避的不純物からなる高強度鋼板の上に、Al:35〜85質量%、Si:Alの含有量の0.5〜10質量%、必要に応じてMg:0.5〜10質量%を含有し、残部がZnおよび不可避的不純物からなる亜鉛めっき層を有する溶融亜鉛めっき鋼板において、高強度鋼板とめっき層との界面から5μm以下の鋼板側の結晶粒界と結晶粒内にSiを含む酸化物が平均含有率0.6〜10質量%で存在することを特徴とする高強度溶融亜鉛めっき鋼板。
(もっと読む)
耐チッピング性に優れた高強度合金化溶融めっき鋼板
【課題】 不めっきが発生せず、耐チッピング性が良好な高強度合金化溶融亜鉛めっき鋼板を提案すること。
【解決手段】 質量%で、C:0.05〜0.25%、Si:0.3〜2.5%、Mn:1.5〜2.8%、P:0.03%以下、S:0.02%以下、Al:0.005〜0.5%、N:0.0060%以下を含有し、残部Feおよび不可避的不純物からなる高強度鋼板の上に、合金化溶融亜鉛めっき層を有する高強度合金化溶融亜鉛めっき鋼板において、高強度鋼板とめっき層との界面から5μm以下の鋼板側の結晶粒界と結晶粒内にSiを含む酸化物が平均含有率0.6〜10質量%で存在し、鋼板とめっき層の界面からめっき側にGDSで読み取れるFe濃度15〜90%の領域が1.8〜3.5μmの厚さで存在し、めっき層中にSiを含む酸化物が平均含有率0.05〜1.5質量%で存在する、耐チッピング性に優れた高強度合金化溶融亜鉛めっき鋼板。
(もっと読む)
合金化溶融亜鉛めっき鋼板及びその製造方法
【課題】成形性を備えながら界面密着強度を向上させることが可能な合金化溶融亜鉛めっき鋼板及び生産性を向上させることが可能な合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼板母材の表面に合金化溶融亜鉛めっき層を備え、鋼板母材が、質量%で、C:0.25%以下、Si:0.030%以上0.15%以下、Mn:0.030%以上3.0%以下、P:0.050%以下、S:0.010%以下、N:0.0060%以下、及び、sol.Al:0.10%以上0.80%以下、残部がFe及び不可避的不純物からなる化学組成を有し、合金化溶融亜鉛めっき層に、質量%で、Fe:8.0%以上15%以下、及び、Al:0.080%以上0.50%以下、が含有されるとともに、η相が存在せず、合金化溶融亜鉛めっき層と鋼板母材との界面剥離部における、鋼板母材側の粒径剥離面積率が5.0%以上である、合金化溶融亜鉛めっき鋼板とする。
(もっと読む)
溶融亜鉛めっき鋼板およびその製造方法
【課題】許容できる製造コストの範囲内で、溶融亜鉛めっき鋼板のめっきやけを効果的に抑制する溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】2枚の鋼板を合わせて接合圧延を行う合わせ板繰り返し圧延により、相当ひずみが4.8まで加工することで結晶組織を微細化し、圧延方向に垂直な面において測定される平均結晶粒厚さが、0.6μm以下にされた被めっき鋼板を、450℃から500℃の亜鉛溶湯に所定時間浸漬して引き上げる。
(もっと読む)
表面性状に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】 表面性状に優れた、筋状欠陥の発生を抑制した軟鋼の合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】 合金化溶融めっき鋼板を製造するにあたり、質量%で、C含有量が0.004%以下の極低炭素鋼板を原板としてS含有量を0.002%以上かつ0.010%以下となるように含有量を調整し、かつ加熱炉装入温度をMn含有量により規制し熱延加熱温度、仕上げ圧延入側温度および仕上げ圧延機列内最高温度を規制することにより、筋状欠陥の表面欠陥の発生を抑制することができる鋼板を製造する方法。
(もっと読む)
金属帯の製造方法
【課題】特定用途向けに製造が計画されたものの、品質面で不十分であるため、グレードを落として転用する場合に、転用が容易となるようなアクションを取る自由度を増し、より一般的な転用先とすることを可能にすることで、転用を現実的なものとする、金属帯の製造方法を提供することを目的とする。
【解決手段】冷延鋼板製造前の酸洗ラインにて鋼帯の品質を評価する。品質評価結果に基づき、このまま冷延した場合に、表面欠陥が発生するかどうかなどの品質がどうなるかを、過去の実績(センサ測定結果、製造実績パラメータと他の手段で測定した品質との相関データ)から予測する。品質を予測した後、それが当初製造予定の特定用途向け鋼帯を製造できるという予測結果となった場合は、そのまま当初計画通りの製造条件にて冷延し、そうではなく、そのまま製造しても不十分な品質になると予想される場合は、冷間圧延のパラメータ(板厚)を、標準的に一般的に多量に販売されている仕様のものに変更し製造する。
(もっと読む)
合金化誘導加熱装置の投入電力制御方法及び装置
【課題】前段高負荷モードにおいて、前段高負荷のためのデータ取りや再調整の必要がなく、前段のインダクションヒータの能力を最大限に活用することができる合金化誘導加熱装置の投入電力制御方法及び装置を提供すること。
【解決手段】熱処理炉12から排出された鋼板11の表面に形成した亜鉛めっき層に対して合金化誘導加熱装置14を用いて合金化を行う際の、多段構成インダクションヒータへ投入する総電力を負荷配分する合金化誘導加熱装置の投入電力制御方法において、前段高負荷モードの選択時には、前段のインダクションヒータ22への投入電力負荷配分を前段のインダクションヒータ22の能力と関係なく配分し、前段のインダクションヒータ22からの出力電力量実績を基に不足電力量を後段のインダクションヒータ23にて補正出力する。
(もっと読む)
溶融亜鉛めっき方法および溶融亜鉛めっき設備
【課題】 Feよりも酸化し易い元素を含有する鋼板を酸化還元法により酸化還元した後、溶融亜鉛めっきするに際し、ラインスピードを低下させることなく、酸化炉の炉長を長くすることなく、前記酸化還元法での酸化により形成する酸化膜の膜厚を厚くすることができる溶融亜鉛めっき方法および溶融亜鉛めっき設備を提供する。
【解決手段】 (1) Feよりも酸化し易い元素を含有する鋼板を酸化還元法により酸化還元した後、溶融亜鉛めっきするに際し、前記酸化還元法での酸化を火炎照射により行い、この際に火炎の酸化領域に鋼板を通過させ、鋼板表面に酸化膜を200 〜2000Å/sの酸化膜成長速度で成長させることを特徴とする溶融亜鉛めっき方法、(2) 前記方法において、火炎照射の前に鋼板の温度を600 ℃超の温度にした後、火炎照射をするもの、(3) 前記方法を実施するための溶融亜鉛めっき設備等。
(もっと読む)
亜鉛めっき鋼板とその製造方法
【課題】 塗装後の鮮映性に優れた溶融亜鉛めっき鋼板を提供する。
【解決手段】 溶融亜鉛めっきを行い、調質圧延後のめっき面が、下記の条件を満足するようにする。
Wca≦0.6μm
M≦60%
ppi≧200
d≧1μm
ここで、
Wca:表面ろ波うねり曲線のカットオフ値を0.8mmとした場合におけるろ波中心線うねり高さ(μm)
M:調質圧延加工を受けていない部分の面積率(%)
ここで、Mは、S0を観察視野の面積、S1をそのうちの調質圧延加工を受けた部分の面積とすると、下記式により求められる値である。
M={(S0−S1)/S0}×100
ppi:粗さ曲線のカットオフ値を0.8mmとした場合における粗さ曲線の平均線方向の長さ25.4mmあたりの、粗さ曲線の中心線からの高さが0.5μm以上の凸部のピーク数
d:ダル目の平均深さ(μm)
(もっと読む)
溶融亜鉛めっき鋼板とその製造方法
【課題】塗装後の鮮映性に優れた溶融亜鉛めっき鋼板を提供する。
【解決手段】調質圧延を施すことで、その表面ろ波うねり曲線のカットオフ値を0.8mm とした場合におけるろ波中心線うねり高さ(Wca) およびろ波中心線うねり間隔(Wc −sm) 、調質圧延加工を受けていない部分の面積率 (M) 、粗さ曲線のカットオフ値を0.8mm とした場合における粗さ曲線の平均線方向の長さ25.4mmあたりの凸部ピーク数(ppi)および中心線粗さ平均間隔(Rsm) がそれぞれ下記の条件を満足している。
Wca ≦ 0.5μm ppi≧200
Wc−sm≦1000μm Rsm≦80μm
M≦60%
ここで、Mは、S0を観察視野の面積、S1をそのうちの調質圧延加工を受けた部分の面積とすると、下記式により求められる値であり、またppi は粗さ曲線の中心線からの高さが0.5 μm 以上のピークの数とする。
M={(S0 −S1) /S0}×100
(もっと読む)
溶融亜鉛めっき高張力鋼板の製造装置
【課題】 TRIP鋼板とDP鋼板のいずれについても、同一設備により安定した品質の溶融亜鉛めっき高張力鋼板を製造することができる装置を提供する。
【解決手段】 加熱帯1及び均熱帯2からなる加熱・均熱手段と、徐冷帯3と冷却帯4とからなり冷却速度を選択可能な冷却手段と、短時間保持手段5と、めっきに適切な温度への板温調整手段6と、溶融亜鉛めっき手段7とを備えた溶融亜鉛めっき高張力鋼板の製造装置である。冷却手段は350〜450℃まで10℃/秒以上100℃/秒以下の冷却速度で冷却する中速冷却手段と、450℃を下回らない温度まで10℃/秒以下の冷却速度で冷却する緩速冷却手段とを選択可能な冷却帯4であり、TRIP鋼の場合には中速冷却手段を、DP鋼の場合には緩速冷却手段を選択する。
(もっと読む)
1 - 13 / 13
[ Back to top ]