
Fターム[4K027AE14]の内容
溶融金属による被覆 (10,875) | 制御・管理・検出・計測類の内容 (1,613) | メッキ基材、メッキ済み材に対するもの (317) | 長尺材の走行路位置 (55)
Fターム[4K027AE14]の下位に属するFターム
走行帯材の厚さ方向の変位 (23)
走行帯材の幅方向の変位 (18)
Fターム[4K027AE14]に分類される特許
1 - 14 / 14
半田メッキ線の製造方法及び製造装置
【課題】低耐力半田メッキ線の製造方法及び製造装置の提供をする。
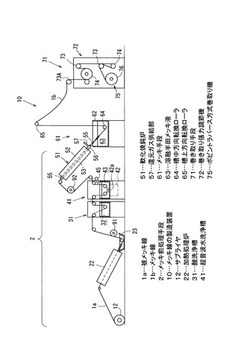
【解決手段】メッキ前処理手段と、銅線1aの表面に半田メッキを施すメッキ手段61としての溶融半田メッキ槽62と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に備えた軟化焼鈍手段51により銅線1aを低耐力化し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、銅線1bの走行方向を転換する方向転換ローラを、溶融半田メッキ槽62の上方に備えられ、溶融半田メッキ槽62を通過後の銅線1bの走行方向を巻取り手段の側へ転換する槽上方向転換ローラ65で構成し、前記槽上方向転換ローラ65を、前記巻取り手段71の上流に配置された巻取り手段上流側配置ローラ73Aの配置高さよりも高い位置に配置した。
(もっと読む)
溶融金属めっき設備の電磁石制振装置

【課題】空冷方式などのガス冷却方式を採用して、電磁石に対して十分な冷却性能を発揮することができる溶融金属めっき設備の電磁石制振装置を提供する。
【解決手段】電磁石22の表面の一部を利用して構成した冷却ガスノズル23と、冷却ガスノズル23から噴出された冷却ガスを、電磁石22の周囲に沿って流れるように案内する第1〜第3のガイド板21a,24,21bと、これらのガイド板21a,24,21bによって案内されてきた冷却ガスを排出する冷却ガス排出口25とを有する構成とする。更には、排気温度センサや表面温度センサの温度検出情報に基づいて、冷却ガスノズルへ流す冷却ガスの流量調整や電磁石に流す電流の調整を行なう構成とする。
(もっと読む)
溶融めっき設備
【課題】ステアリングロールで蛇行制御を行う場合において、ステアリングロール下流の搬送路の据え付け誤差等によって、調質圧延機を通過する金属帯にずれが生じ、その結果、金属帯に形状不良が発生する問題を解決できる溶融めっき設備を提供する。
【解決手段】溶融めっき設備は、第1センサ21がステアリングロール20の直後における金属帯2の第1偏差量21aを検出し、第2センサ22が調質圧延機10前における金属帯2の第2偏差量22aを検出し、蛇行制御手段23が、第1及び第2センサ21,22からの第1及び第2偏差量21a,22aに基づいてステアリングロール20を傾動させることで、冷却搬送路4及び調質圧延機10前での金属帯2の蛇行を制御する構成である。
(もっと読む)
溶融Alめっき鋼線製造装置
【課題】細径の鋼線の表面に厚い溶融Alめっき層を有する溶融Alめっき鋼線を工業的に大量生産するのに適した溶融Alめっき装置を提供する。
【解決手段】鋼線3を長手方向に連続的に搬送してAlめっき浴1中に浸漬させた後、めっき浴面から気相空間に引き上げる溶融Alめっき鋼線製造装置において、気相空間側からめっき浴面の一部領域に気体を吹き付けてめっき浴面に局所的な窪みを形成させる気体吐出ノズルAを備え、前記窪み部分での浴面低下によって浴面から引き上げられる鋼線の水平方向両側における浴面高さに差が生じるようにノズルAの気体吹き出し方向が調整されている溶融Alめっき鋼線製造装置。
(もっと読む)
ガスワイピング装置
【課題】電磁力により非接触で鋼板の反りを矯正中においても、鋼板の反り量を計測することのできるガスワイピング装置を提供する。
【解決手段】溶融めっき1浴中に連続した鋼板2を侵入させつつ、溶融めっき浴1中に配置したシンクロール3で鋼板2を上向きに方向転換させ、鋼板2に対して浴中ロール4a,4bを両側から接触させた後、溶融めっき1浴中から引き上げた鋼板2に対してワイピングノズル5からガスを吹きつけて余分な溶融金属を払拭するガスワイピング装置において、ワイピングノズル5の上部に、鋼板2に対して電磁力により非接触で反りを矯正させる制振装置8を設置し、制振装置8による鋼板2の弾性変形が減衰する位置に、鋼板2の位置を少なくとも3箇所以上計測可能な1つ以上の距離センサ9を設けた。
(もっと読む)
流体法によって金属でセラミック材料繊維を被覆する方法および装置
本発明は、流体法を用いて金属でセラミック材料繊維を被覆する方法であり、坩堝(12)の内側に実質的に球形になって浮揚した溶融金属の装入物(22)を維持するステップと、繊維の一部(35)が金属被覆で被覆されるために装入物に浸漬されるように、張架されたセラミック材料繊維(24)を坩堝の両側に配置されるボトムプーリ(28)とトッププーリ(26)との間を所定の速度で走行させるステップから成る方法に関する。被覆時に、装入物に浸漬される繊維の一部は、装入物に浸漬される繊維の瞬間高さ(h)が被覆作業を通じて実質的に一定のままであるように、装入物の残余体積に応じて移動させられる。本発明はまた、本方法を実施する装置を提供する。  (もっと読む)
(もっと読む)
溶融金属めっき設備及び溶融めっき鋼帯の製造方法
【課題】鋼帯の走行速度が速くなっても、ガスワイピング装置により鋼帯に吹き付けられるガスの圧力又は流量の増加の影響によりめっき鋼板に表面欠陥が生じることを防止し、かつ設備コストの増加を効果的に抑制する。
【解決手段】溶融亜鉛めっき設備10では、電磁ワイピング装置22がめっき浴14中から引き上げられる鋼帯20に電磁力を作用させ、この電磁力により鋼帯20から余剰な溶融亜鉛Mを払拭する。これにより、ガスワイピング装置24により溶融亜鉛Mを払拭する前に、鋼帯20における溶融亜鉛Mを目標量に近づけておくことができるので、ガスワイピングノズル30から吹き付けられるワイピングガスGにより鋼帯20から払拭すべき溶融亜鉛Mの量を減少できる。この結果、鋼帯20を高速で走行させる際に、ガスワイピング装置24のガスワイピングノズル30が鋼帯20に吹き付けるワイピングガスの圧力又は流量を十分に小さいものにできる。
(もっと読む)
ガスワイピング装置
【課題】搬送される帯板の振動を広範囲に抑制させることにより、ワイピング効果を向上させることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスGwを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、噴射されたワイピングガスGwに随伴する雰囲気ガスGfを、ワイピングノズル13のスリット13c近傍に案内し、このスリット13cから噴射されるワイピングガスGwと共に帯鋼Sの表面に衝突させる。
(もっと読む)
ガスワイピング装置
【課題】蛇行やねじれが発生しても、帯板における幅方向のめっき付着量を均一にすることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル51からワイピングガスを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、ワイピングノズル51を帯鋼Sに対して、このワイピングノズル51における幅方向の中心位置Opが帯鋼Sにおける幅方向の中心位置Osに追随するように、帯鋼Sの幅方向に移動させる。
(もっと読む)
スナウトの支持装置
【課題】スナウトの熱膨張による取付け時の傾斜角度の変化を防止しスナウト先端部の位置の把握が可能なスナウトの支持装置を提供する。
【解決手段】上端部が連続焼鈍炉11の出側に連結したスナウト12をスナウト12の下部側が溶融金属めっき浴13に所定の傾斜角度θで浸漬するようにスナウト12の上部側を保持するスナウトの支持装置10において、上部がスナウト12の上部にピン支持され、水平面となす角度が傾斜角度θとなるように支持されたガイドフレーム14と、ガイドフレーム14にスナウト12をスナウト12の温度変動に応じてその長手方向に自由に伸縮させながら取付けるスナウト取付け手段15とを有する。
(もっと読む)
金属帯の振動防止方法
【課題】空冷帯内を金属帯が通過するに際し、金属帯が振動するのを防止する。
【解決手段】空冷帯内には、金属帯1を挟んで対向する複数対の吹き出しノズルを金属帯1の進行方向に配列して設けてある。そして、各々の対向する吹き出しノズル間において、金属帯1に吹き付ける空気の吹き付け速度に差を設け、対の吹き出しノズル毎に、前記吹き付け速度の差を調整することで、金属帯1のパスラインが金属帯1の表裏面交互に偏りを持つようにし、空冷帯内の板振動スパンを短くする。例えば、空冷帯が3ゾーンからなる場合、空冷帯4aでは、金属帯1表面では吹き付け速度を弱く、裏面では強くし、空冷帯4bでは、金属帯1表面では吹き付け速度を強く、裏面では弱くし、空冷帯4cでは、金属帯1表面では吹き付け速度を強く、裏面では弱くする。
(もっと読む)
合金化溶融亜鉛めっき装置および合金化溶融亜鉛めっき鋼板の製造方法
【課題】ボトムドロスがある程度堆積しても、操業条件に拘わらずボトムドロスの鋼板への付着を回避することのできる、合金化溶融亜鉛めっき装置およびそれを用いた合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】合金化溶融亜鉛めっき装置として、所望の最大板幅の鋼板をめっき処理可能であり、かつ、所望の最大めっき速度V(m/min)でめっき処理可能な溶融亜鉛めっき装置であって、ポットロール下端からめっきポット底部までの距離L1(m)、前記最大板幅の鋼板の片側端部から近接のめっきポット横側壁までの距離L2(m)、浴立ち上がりパスラインからめっきポットの鋼板入側側壁までの距離L3(m)を、
(V−70)0.67/(13×(L1−0.5)×(L2−0.5)×L3)<1.5
を満足するように設定する。
(もっと読む)
溶融メッキ鋼板の反応型後処理装置
【課題】 外観を損わずにスプレーリンガー方式で溶融メッキ鋼板に反応型後処理を施す。
【解決手段】 溶融メッキ帯鋼板を囲んだ処理室の上流区画内の帯鋼板の上側および下側に処理液スプレー装置が設けられ、前記区画に隣接した下流区画内に帯鋼板を上下から挟むリンガーロールが設けられている。上流区画内の入側と出側に液飛散防止板が設置され、液飛散防止板と鋼板との隙間は、30〜150mmに定められる。液飛散防止板は、Dをスプレーノズルから液飛散防止板までの距離、Vを鋼板の送り速度、tを処理ムラが発生する反応時間差としたとき、「Dmm≦Vm/min×tsec×1000mm/m÷60sec/min」の計算式を満足する位置に定められる。また、リンガーロールのエッジ部を覆うカバーが設置される。
(もっと読む)
鋼板を安定させるためのデバイス及び方法
長く引き延ばされた鋼板(1)を、予め定められた移送経路(X)に沿う移送方向(2)に連続的に移送するときに、鋼板を安定させるためのデバイス。前記デバイスは、鋼板(1)のそれぞれの側に少なくとも一つの電磁石を備えた電磁石(3a,3b,4a,4b,5a,5b)の、少なくとも第一のペア、第二のペア及び第三のペアを有し、それらは、鋼板(1)を予め定められた移送経路(X)に対して安定化させるように構成されている。第一及び第二の電磁石(3a,3b,4a,4b)は、移送方向(2)に対して実質的に垂直な方向に長く伸ばされ、第一及び第二の電磁石(3a,3b,4a,4b)は、鋼板(1)の長手方向の中心線(y)のそれぞれの側に実質的に配置され、ここにおいて、前記中心線(y)は、移送方向(2)に対して実質的に平行であり、第三の電磁石(5a,5b)は、中心線(y)に隣接して配置されている。 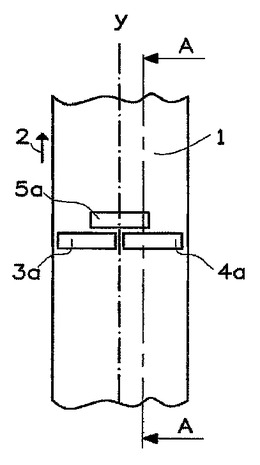 (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]