
Fターム[4K029BD05]の内容
Fターム[4K029BD05]に分類される特許
961 - 979 / 979
高反応性被削材の高速切削で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z) AlX SiZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,Si)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するWBN(硼窒化タングステン)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するWB(硼化タングステン)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1-(X+Z) AlX BZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足するTiとAlとB(ボロン)の複合窒化物層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Al1−X TiX )N(ただし、原子比で、Xは0.25〜0.60を示す)を満足する(Al,Ti)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高反応性被削材の高速切削で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z) AlX BZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,B)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するWBN(硼窒化タングステン)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するWB(硼化タングステン)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
窒化アルミニウムベースの硬い耐摩耗性コーティング
組成AlxSiyMezNの窒化アルミニウムベースの硬い耐摩耗性コーティングが提案される。x、yおよびzは原子分率を表し、その和は0.95から1.05であり、Meは、IIIからVIII族およびIb族の遷移金属の金属ドーパントまたはこれらの組合せである。この金属は、コーティングプロセス中に、金属ドーピングのないコーティングよりも高い固有導電率(intrinsic electrical conductivity)を提供する。ケイ素含量は0.01≦y≦0.4であり、1つまたは複数の金属ドーパントMeの含量は、0.001≦z≦0.08、好ましくは0.01≦z≦0.05、最も好ましくは0.015≦z≦0.045である。 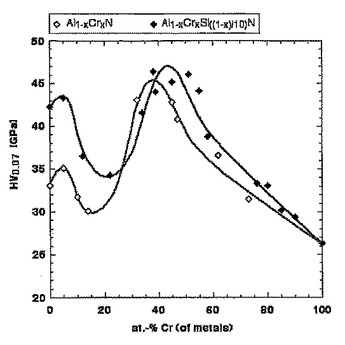 (もっと読む)
(もっと読む)
アルミニウム合金製の部品をイオン注入によって窒化処理する装置および、そのような装置を利用する方法
本発明は、アルミニウム合金製の部品(5)へのイオン注入装置に関するものであって、該装置は、抽出圧力によって加速されたイオンを放出するイオン源(6)と、前記源(6)によって発信された初期イオンビーム(f1’)の、注入ビーム(f1)への第一の調整手段(7−11)とを有する。前記源(6)は、部品(5)内に120℃を下回る温度で注入されるマルチエネルギーイオンの初期ビーム(f1’)を生産する、電子サイクロトロン共鳴源である。前記調整手段(7−11)を介して調整された注入ビーム(f1)の、これらのマルチエネルギーイオンの注入は、源の抽出圧力によってコントロールされた深さに同時に実施される。  (もっと読む)
(もっと読む)
切削工具のためのコーティングとその製造方法
単純な方法で二色の接触工具を作ることを許容する単一のPVDコーティングプロセスで製造されるコーティング、特に切削工具のためのコーティングが、提供される。違う色の二つの金属硬質材料の間に、他の層と同様に同一のPVDコーティングプロセスで設けられる分離層11が設けられる。分離層(11)は、非常に短い剥離期間において、サンドブラスト、ブラッシング等によって上層の剥離を可能にする。 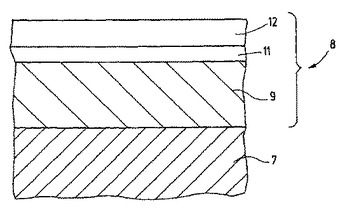 (もっと読む)
(もっと読む)
長方形フィルター真空プラズマ源及び真空プラズマ流の制御方法
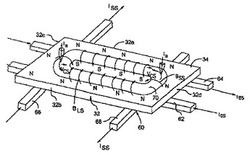
本発明は、ターゲットの背後の長方形ターゲット(32)の短側面(32c,32d)に沿って配置される操縦導体(62,64,66,68)を含む操縦磁場源と、ターゲット(32)の対向する長側面(32a,32b)に生成された磁場間のプラズマ流を閉じ込めるターゲット(32)の長側面(32a,32b)に沿って配置された磁気焦点合わせシステムとを提供する。プラズマ焦点合わせシステムは、カソードの作用軸からプラズマ流を偏向させるのに用いられ得る。各操縦導体(62,64,66,68)は、独立して制御され得る。さらなる実施形態において、電気的に独立している操縦導体(62,64,66,68)は、カソード板(32)の対向する長側面(32a,32b)に沿って配置され、一つの導体を流れる電流を変化させることにより、アークスポットの経路を浸食溝を広げるようにシフトする。本発明は、複数の内部アノードも提供し、プラズマ流を偏向するための取り囲みアノードを任意的に提供する。 (もっと読む)
耐摩耗層
本発明の実施態様は工具用の硬質な耐摩耗層に関する。具体的には、金属を切削するための例えばドリル、皿穴ドリル、穴ぐり刃、ねじタップ、リーマーなどの回転シャンク工具を含む切削用工具に関する。耐摩耗層は約1〜10μmの厚さを有し、物理気相成長法(PVD)により蒸着することが好ましい。耐摩耗層はCr、Ti、およびAlの金属窒化物からほぼなり、さらに粒状を微細にするため、低含量の元素(κ)を含む。全層の金属元素中において、Crは65%を超え、好ましくは66〜70%、Alは15〜23%、Tiは10〜15%である。 (もっと読む)
新規な金属ストリップ
本発明は、片面または両面に緻密で硬質の耐摩耗性被膜を備えた被膜付き鋼ストリップ製品に関する。被膜の厚さは全厚で25μm以下、被膜の硬さは600HV以上、下地の鋼ストリップの引張強さは1200MPa以上である。被膜は電子ビーム蒸着法で形成することが望ましく、被膜は例えばAl2O3であってよい。この被膜付き金属ストリップは、ひげ剃り道具、医療用具、一般用および工業用のナイフ、および鋸に適している。 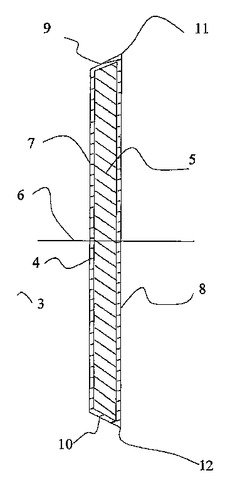 (もっと読む)
(もっと読む)
多元系被膜の製造装置と方法および多元系被膜の被覆工具
製造装置および方法は、TiAlN等の融点の大きく異なる金属成分を持つ多元系被膜を、原料利用効率が高く、膜質の良い、溶融蒸発型イオンプレーティング法により作製する。この時、原料(4)を蒸発させるに必要な電力を最初に供給し、その後、最初の電力より順次増大した電力を、必要な最大電力に至るまで繰り返して供給する。同時に、原料を蒸発させるに必要な最初の領域にプラズマ(7)を収束させるためのプラズマ制御を行い、続いて、最初のプラズマ領域より最大のプラズマ領域に至るまでプラズマを連続的に順次移動・拡大せしめるプラズマ制御を行い、原料の未溶融部位を順次溶解させる。 (もっと読む)
硬質皮膜被覆工具

【目的】(TiAl)N皮膜等耐酸化性の優れる硬質皮膜の耐摩耗性並びに密着性を犠牲にすること無く、更に高温状態での耐溶着性並びに硬質皮膜中への被加工物元素の拡散を改善し、切削加工の乾式化、高速化、高送り化に対応する硬質皮膜被覆工具を提供することが目的である。
【構成】金属成分がTiとBで構成される窒化物、炭窒化物、酸窒化物、酸炭窒化物のいずれかであるa層と、金属成分がAlとTiで構成される窒化物、炭窒化物、酸窒化物、酸炭窒化物のいずれかであるb層とが、それぞれ一層以上交互に被覆され、該a層のX線回折における(200)面の格子定数Aが、0.4200≦A≦0.4270nmの範囲にあり、かつ該a層のラマン分光分析においてc−BN並びにh−BNのピークが検出され、該c−BNのピーク強度をQ1、h−BNのピーク強度をQ2としたとき、ピーク強度比Q1/Q2<1.0であることを特徴とする硬質皮膜被覆工具。
(もっと読む)
切削工具とその製造方法および製造装置
【課題】 ドリル、エンドミル等に好適で、耐摩耗性、高滑り性、高焼き付き性、被削材の加工精度などを向上できる表面被覆切削工具を提供する。
【解決手段】 基材と、その基材上に形成された4a、5a、6a族元素およびAlからなる群の中から選択される1種以上の元素の窒化物または炭窒化物を主成分とする耐摩耗性被膜とを具える。耐摩耗性被膜中には、B4C、BN、TiB2、TiB、TiC、WC、SiC、SiNX(X=0.5〜1.33)およびAl203をよりなる群から選択される少なくとも1種の超微粒化合物を含む。この超微粒化合物の粒径は0.5〜50nmが好ましい。基材としては、WC基超硬合金、サーメットなどが利用できる。
(もっと読む)
ジルコニウム化合物膜被覆工具およびその製造方法
【課題】 従来に比べて切削時の耐摩耗性、耐衝撃性などの耐久特性を顕著に改善したジルコニクム化合物膜被覆工具およびその製造方法を提供する。
【解決手段】 基体表面にジルコニウムを必ず含む周期律表のIVa、Va、VIa族金属の一種または二種以上からなる炭化物、窒化物、炭窒化物、炭酸化物、窒酸化物、炭窒酸化物のいずれか一種の単層皮膜または二種以上の多層皮膜からなるジルコニウム化合物膜、並びに少なくとも一層の酸化アルミニウム膜を被覆してなるジルコニウム化合物膜被覆工具であって、刃先部の最外層が酸化アルミニウム膜で構成され、刃先部以外の最外層がジルコニウム化合物膜で構成されていることを特徴とするジルコニウム化合物膜被覆工具。
(もっと読む)
硬質皮膜被覆工具
【目的】 本発明は、従来のTiAlN皮膜に対し、更に耐酸化性、耐摩耗性を改善し、切削加工の乾式化、高速化に対応する硬質皮膜被覆工具を提供することが目的とする。
【構成】 硬質皮膜をa層(TiSi系窒化物等)、b層(TiAl系窒化物等)の皮膜を、それぞれ一層以上交互に被覆し、b層の皮膜を母材表面直上にし、かつa層の微細組織構造がTiを主成分とする窒化物、炭窒化物、酸窒化物もしくは酸炭窒化物中にSi3N4およびSiが独立した相として存在するように成膜することにより構成する。
(もっと読む)
AlTi系合金スパッタリングターゲット及び耐摩耗性AlTi系合金硬質皮膜並びに同皮膜の形成方法
【課題】 切削工具、摺動部材、金属加工工具等に形成する皮膜の硬さ(耐摩耗性)、耐酸化性、母材との密着性等を向上させるとともに、バランスの取れた特性を備え、安定した皮膜の形成と該皮膜を形成した工具等の寿命を向上させる。
【解決手段】 AlxTi1−x−ySiy(x及びyがそれぞれ0.05≦x≦0.7、0.1<y≦0.25)であるスパッタリングターゲットを窒素雰囲気中でスパッタリングし、(AlxTi1−x−ySiy)N、(x及びyがそれぞれ0.05≦x≦0.7、0.1<y≦0.25)の組成を有する耐摩耗性AlTi系合金硬質皮膜を形成する。
(もっと読む)
硬質被覆層がすぐれた初期なじみ性を発揮する表面被覆超硬合金製スローアウエイ切削チップ
【課題】 硬質被覆層がすぐれた初期なじみ性を発揮する表面被覆超硬合金製切削チップを提供する。
【解決手段】 表面被覆超硬合金製切削チップが、WC基超硬合金基体の表面に、(a)1.5〜20μmの平均層厚を有し、かつTiC層、TiN層、TiCN層、Ti2 O3 層、TiCO層、TiNO層、およびTiCNO層のうちの1種または2種以上からなるTi化合物層の内層と、(b)1〜20μmの平均層を有し、かつ表面側に、表面から前記1〜20μmの平均層厚の10〜40%に相当する深さに亘って、Al2 O3 の素地に、Al2 O3 との合量に占める割合で、1〜15重量%のZrO2 と同じく1〜15重量%の遊離炭素(ただし、ZrO2 と遊離炭素の合量で20重量%以下)が分散分布した組織を有する靭性化潤滑化帯域が存在し、残りの基体側が実質的にAl2 O3 からなる外層と、(c)必要に応じて0.1〜5μmの平均層厚を有するTiN層の最外層と、で構成された硬質被覆層を3〜35μmの全体平均層厚で化学蒸着および/または物理蒸着してなる。
(もっと読む)
硬質皮膜被覆工具
【目的】 TiAlN皮膜の耐摩耗性ならびに密着性を犠牲にすること無く更に耐酸化性を改善し、切削加工の乾式化、高速化に対応する硬質皮膜被覆工具を提供することが目的である。
【構成】 高速度鋼、超硬合金、サーメット、セラミックスの何れかを母材とし、金属成分のみの原子%で、Si、Cr、Nbの1種もしくは2種以上が10%以上60%以下、残Tiで構成される窒化物、炭窒化物、酸窒化物、酸炭窒化物のいずれかで、層厚が0.1μm〜3μmであるa層と、金属成分のみの原子%が、Al:40%越え75%以下、残Tiで構成される窒化物、炭窒化物、酸窒化物、酸炭窒化物のいずれかであるb層とが、それぞれ一層以上交互に被覆され、かつb層が母材表面直上にあることを特徴とする硬質皮膜被覆工具。
(もっと読む)
ハンドピース用コーティング
所定の粗さを有する硬質材料層(11)及び湿潤性を低減させ、硬質材料層(11)上に配置されたプラスチック層(12)からなる歯科医療又は外科手術用ハンドピース(1)用コーティング。これにより、汚れを寄付けない表面が得られる。同時に、ハンドピースの滑りを避けるため操作性が向上する。 (もっと読む)
961 - 979 / 979
[ Back to top ]