
Fターム[4K029BD05]の内容
Fターム[4K029BD05]に分類される特許
101 - 120 / 979
表面被覆切削工具
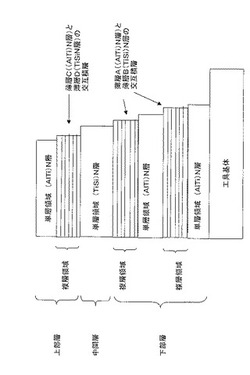
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Al1−xTix]N(xは原子比で0.30〜0.80)層、薄層Bは、[Ti1−ySiy]N(yは原子比で0.01〜0.30)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
被覆部材

【課題】被削材の高硬度化などの厳しい切削加工条件において長寿命を実現できる被覆部材の提供を目的とする。
【解決手段】基材と基材の表面に被覆された被膜とからなり、被膜の少なくとも1層はPVD法により被覆された(MALD)XR(但し、MはCr,Al,Ti,Hf,V,Zr,Ta,Mo,W,Y,Nbの中から選ばれた2種以上の金属元素を表し、LはMn,Cu,Ni,Co,B,Si,Sの中から選ばれた少なくとも1種の添加元素を表し、XはC,N,Oの中から選ばれた少なくとも1種の非金属元素を表し、AはMとLの合計に対するMの原子比を表し、DはMとLの合計に対するLの原子比を表し、RはMとLの合計に対するXの原子比を表し、0.90≦A≦0.99、0.01≦D≦0.10、A+D=1、0.95≦R≦1.10を満足する。)で表される硬質膜であり、硬質膜はX線回折における最高ピーク強度を(220)面に示す被覆部材。
(もっと読む)
耐摩耗性および耐酸化性に優れた硬質皮膜、並びに該硬質皮膜形成用ターゲット
【課題】従来の皮膜よりも耐酸化性および耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】(Ala,Mb,Sic,Bd,Ti1−a−b−c−d)(C1−eNe)からなる硬質皮膜(但し、MはW及び/又はMo)であって、
0.25≦a≦0.6、
0.05≦b≦0.3、
0.01≦c+d≦0.15、
0.5≦e≦1
(a,b,c,d,eはそれぞれAl,M,Si,B,Nの原子比を示す。)
であることを特徴とする硬質皮膜。
(もっと読む)
耐摩耗性と切屑排出性に優れた表面被覆ドリル
【課題】高送り・乾式の深穴用ドリル加工条件においても硬質被覆層がすぐれた耐摩耗性と切屑排出性を発揮する表面被覆ドリルを提供する。
【解決手段】ドリル基体の上に直接または中間層を介して、最表面に、(Ti1−xAlx)N(x=0〜0.6)の成分系からなる粒径制御層が存在する表面被覆ドリルであって、前記ドリルの切屑排出溝のうち、先端からドリル基体の長さに沿って直径の5倍の長さまでの領域において、被膜断面の結晶粒形状を観察した際、粒径制御層を構成する結晶粒の平均アスペクト比が、ドリル先端から後方に向けて、1〜100の範囲で漸次減少している。
(もっと読む)
表面被覆切削工具
【課題】低炭素鋼、軟鋼等の軟質被削材の高速重切削加工条件下において、硬質被覆層がすぐれた密着性と潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、下部層に(Al,Cr)N層または(Al,Cr,M)N層を形成し、上部層に立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.1≦Ih/Ic≦0.7を満足する回折ピーク強度比を有する層を形成した表面被覆切削工具。
(もっと読む)
成膜速度が速いアーク式蒸発源、このアーク式蒸発源を用いた皮膜の製造方法及び成膜装置
【課題】アーク式蒸発源において、磁力線を基材方向に誘導して成膜速度を速くする。
【解決手段】本発明に係るアーク式蒸発源1は、ターゲット2の外周を取り囲んでいて磁化方向がターゲット2表面と直交する方向に沿うように配置された1又は複数の外周磁石3と、ターゲット2の背面側に配置された背面磁石4とを備え、背面磁石4は、極性が外周磁石3と同方向で且つ磁化方向がターゲット2表面と直交する方向に沿うように配置されている非リング状の第1の永久磁石4Aを有し、第1の永久磁石4Aとターゲット2との間、又は、第1の永久磁石4Aの背面側に、第1の永久磁石4Aと間隔をあけて配置された非リング状の第2の永久磁石4Bを有し、第2の永久磁石4Bは、極性が外周磁石3と同方向で且つ磁化方向がターゲット2表面と直交する方向に沿うように配置されており、第1の永久磁石4Aと第2の永久磁石4Bとの間に磁性体5が配置されている。
(もっと読む)
表面被覆切削工具
【課題】低炭素鋼、軟鋼等の軟質被削材の高速重切削加工条件下において、硬質被覆層がすぐれた密着性と潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、薄層A:(AlTi)N層または(AlTiM)N層と薄層B:立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.1≦Ih/Ic≦0.7を満足する回折ピーク強度比を有する層との交互積層構造からなる層を形成した表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】低炭素鋼、軟鋼等の軟質被削材の高速重切削加工条件下において、硬質被覆層がすぐれた密着性と潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、下部層に(AlTi)N層または(AlTiM)N層を形成し、上部層に立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.1≦Ih/Ic≦0.7を満足する回折ピーク強度比を有する層を形成した表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】低炭素鋼、軟鋼等の軟質被削材の高速重切削加工条件下において、硬質被覆層がすぐれた密着性と潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、薄層A:(AlCr)N層または(AlCrM)N層と薄層B:立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.1≦Ih/Ic≦0.7を満足する回折ピーク強度比を有する層との交互積層構造からなる層を形成した表面被覆切削工具。
(もっと読む)
硬質被覆層の耐欠損性、耐剥離性に優れる表面被覆切削工具
【課題】小径低速切削あるいは高速重切削等で、硬質被覆層の耐欠損性、耐剥離性、付着強度に優れるヘテロエピタキシャル界面を有する表面被覆切削工具を提供する。
【解決手段】WC超硬基体表面に、柱状晶組織のTiAlN層を物理蒸着で被覆形成した表面被覆切削工具であって、WC超硬基体表面とTiAlN層との界面において、[0001]WC と [110]TiAlNが平行、かつ、 [10−10] WC と [001] TiAlN が平行である結晶粒の界面長さをXA、また、[0001]WC と[111]TiAlNが平行、かつ、[11−20] WCと[110] TiAlNが平行である結晶粒の界面長さをXCとした場合に、1>(XA+XC)/X≧0.3、(但し、Xは界面の全長)を満足するヘテロエピタキシャル界面を有する表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】基材と被膜との密着性を良好に保ち、過酷な切削条件に耐え得る表面被覆切削工具を提供する。
【解決手段】本発明の表面被覆切削工具は、基材と、該基材上に形成された被膜とを備えるものであって、基材は、硬質粒子と該硬質粒子を結合する結合相とを含み、被膜に接する硬質粒子は、被膜に接する側の表面に凹凸が形成されており、表面被覆切削工具の表面に対する法線を含む平面で切断したときの断面において、基材は、被膜に接する側の表面に位置する長さ50μmの基準線における面粗度Rmaxが1μm以上10μm以下であり、基準線における硬質粒子の凹凸を構成する凹部を挟む両端の凸部の先端を結ぶ線分Aの長さLは、10nm以上100nm以下であり、線分Aに平行でかつ凹部の最深部に接する線分Bと、線分Aとの距離Dは、10nm以上100nm以下であることを特徴とする。
(もっと読む)
硬質皮膜及びその製造方法
【課題】硬度が高く、かつ摩擦係数が低い硬質皮膜及びその簡便な製造方法を提供すること。
【解決手段】下記式(1)
(W1−xAlx)(NyO1−y)z (1)
[ただし、0.18≦x≦0.7であり、0.85≦y≦1であり、かつ、0.5≦z≦1.2である。]
で示される窒化物からなり、かつその結晶構造が立方晶のみからなる硬質皮膜とする。当該硬質皮膜は、スパッタリング法又はイオンプレーティング法により成膜することにより製造することができる。
(もっと読む)
せん断用金型及びその製造方法
【課題】長寿命化させたせん断用金型及びその製造方法を提供することにある。
【解決手段】本発明に係るせん断用金型1は、一対の基材の間に配置される板材2を当該基材によりせん断するせん断用金型1であって、前記基材の表面のうち、少なくとも、曲面の領域と、前記板材2の表面に対向するとともに前記曲面から前記基材の面に沿って300μmまでの領域とに、アークイオンプレーティング法により形成された硬質皮膜を備え、前記硬質皮膜は、Alと、TiおよびCrのうちの1種以上と、を含有するとともに、膜厚が1μm以上、5μm以下であり、さらに、前記曲面の領域と、前記曲面から前記基材の面に沿って300μmまでの領域と、に形成された前記硬質皮膜の表面において、長さ10mmの線分上に存在する直径20μm以上の金属粒子の個数が2個以下であることを特徴とする。
(もっと読む)
成形用工具、成膜装置および成膜方法
【課題】成形用部材の圧造の繰り返しに対する耐久性を有する成形用工具、この成形用工具を製造する成膜装置および成膜方法を提供すること。
【解決手段】成形対象部材を圧造し、成形対象部材を所定形状に成形する成形用工具1であって、所定形状に対応する凸形状をなして表面が硬質膜で覆われ、基端面からの突出角度が異なる複数の斜面からなる側面部(第1斜面11bおよび第2斜面11c)と、側面部の先端に位置する頭頂部11aとを有する成形部11と、成形部11の土台をなす基部12と、を備え、側面部における硬質膜の最小膜厚の最大膜厚に対する膜厚比を0.7以上とすることによって、圧造の繰り返しに対する耐久性を向上する。
(もっと読む)
TiAlN膜およびTiAlN膜形成体
【課題】安定して高い耐摩耗性を有するTiAlN膜、および、それを表面に設けたTiAlN膜形成体を提供する。
【解決手段】TiAlN膜形成体1は、表面粗さが0.005〜0.010μmRaである金属製基材2の表面にTiAlN膜3を形成してなり、上記TiAlN膜3は、(1)少なくとも、押し込み硬さが30GPa以上または押し込み弾性率が500GPa以上であり、かつ、(2)該TiAlN膜3の表面粗さが0.050μmRa以下である。また、必要に応じて、金属製基材2とTiAlN膜3との間に、TiAl合金を含む所定の中間層を設けてなる。
(もっと読む)
セラミックス焼結体および切削インサート
【課題】高い耐摩耗性と靭性とを備えたセラミックス焼結体を実現する。
【解決手段】セラミックス焼結体を、β型窒化ケイ素および/またはβ型サイアロンを主体とし、α型窒化ケイ素および/またはα型サイアロンを被膜配向成分として含む基材と、物理蒸着法により、前記基材の少なくとも一部を被覆する硬質セラミックス皮膜とから形成する。基材に、α型窒化ケイ素および/またはα型サイアロンを被膜配向成分として含むため、この基材上に形成される硬質セラミックス皮膜の結晶構造が適切なものとなる。
(もっと読む)
硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】高硬度で溶着を起こしやすい被削材の高速切削加工で、硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、1〜5μmの平均層厚を有し、かつ、組成式:(NbaCrbY1−a−b)N(但し、aはNbの含有割合を示し、原子比で、0.5≦a≦0.7であり、bはCrの含有割合を示し、原子比で、0.2≦b≦0.4であり、1−a−bはYの含有割合を示し、原子比で、0.05≦1−a−b≦0.1である)を満足するNbとCrとYの複合窒化物層からなる硬質被覆層を形成した表面被覆切削工具。
(もっと読む)
耐熱性および耐溶着性にすぐれた表面被覆切削工具
【課題】Ti合金、ステンレス鋼等の難削材の高速高送り切削加工で硬質被覆層がすぐれた耐熱性および耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、前記硬質被覆層が、(a)組成式:(Ti1−αAlα)Nあるいは組成式:(Ti1−α−βAlαMβ)N(但し、Mは、Tiを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)を満足するTiとAl(とM)の複合窒化物層からなるTiAl(M)N薄層、(b)組成式:(Nb1−γYγ)N(但し、原子比で、0.01≦γ≦0.15)を満足するNbとYの複合窒化物層からなるNbYN薄層、前記(a)、(b)の交互積層からなることを特徴とする表面被覆切削工具。
(もっと読む)
耐熱性および耐溶着性に優れた表面被覆切削工具
【課題】Ti合金、ステンレス鋼等の難削材の高速切削加工で硬質被覆層がすぐれた耐熱性及び耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、該硬質被覆層は、組成式:(Nb1−γYγ)N(但し、原子比で、0.01≦γ≦0.15)を満足するNbとYの複合窒化物層の単層から構成するか、または、組成式:(Ti1−αAlα)Nで表されるTiとAlの複合窒化物層からなる下部層、あるいは、組成式:(Ti1−α−βAlαMβ)Nで表されるTiとAlとMの複合窒化物層からなる下部層(但し、Mは、Tiを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)と前記(Nb1−γYγ)N層からなる上部層との2層構造として構成する。
(もっと読む)
耐熱性および耐溶着性にすぐれた表面被覆切削工具
【課題】Ti合金、高硬度ステンレス鋼、Ni基耐熱合金などの高硬度難削材の高速高送り切削加工で硬質被覆層がすぐれた耐熱性および耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、(a)組成式:(Al1−αCrα)Nあるいは組成式:(Al1−α−βCrαMβ)N(但し、Mは、Al、Crを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)を満足するAlとCr(とM)の複合窒化物層からなるAlCr(M)N薄層、(b)組成式:(Nb1−γYγ)N(但し、原子比で、0.01≦γ≦0.15)を満足するNbとYの複合窒化物層からなるNbYN薄層、前記(a)、(b)の交互積層からなる硬質被覆層を形成した表面被覆切削工具。
(もっと読む)
101 - 120 / 979
[ Back to top ]