
Fターム[4K029CA04]の内容
物理蒸着 (93,067) | 被覆処理方法 (12,489) | イオンプレーティング、イオンビーム蒸着 (1,603) | 反応性 (914)
Fターム[4K029CA04]に分類される特許
901 - 914 / 914
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1-(X+Z) AlX BZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足するTiとAlとB(ボロン)の複合窒化物層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Al1−X TiX )N(ただし、原子比で、Xは0.25〜0.60を示す)を満足する(Al,Ti)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高反応性被削材の高速切削で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z) AlX BZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,B)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するWBN(硼窒化タングステン)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するWB(硼化タングステン)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
硬質皮膜の製造方法
【課題】基体表面にプラズマ密度の異なる少なくとも2種以上の物理蒸着源を併用することより、硬質皮膜の耐酸化性及び耐摩耗性を向上させることである。
【解決手段】基体表面にプラズマ密度の異なる少なくとも2種以上の物理蒸着源を併用することよって被覆した硬質皮膜の製造方法において、該硬質皮膜を電子顕微鏡により観察した際に、複数の層が存在し、第1の層は、該プラズマ密度の高い蒸発源により形成され、且つ、連続的に結晶成長し、第2の層は、該プラズマ密度の低い蒸発源により形成され、更に、第1の層と第2の層とは、界面を形成することなく成膜されていることを特徴とする硬質皮膜の製造方法である。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z) AlX SiZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,Si)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高反応性被削材の高速切削で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z) AlX SiZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,Si)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するWBN(硼窒化タングステン)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するWB(硼化タングステン)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高融点の金属の炭化物層を析出するための方法
本発明は、少なくとも一種類の高融点の金属(3)の炭化物から成る層を少なくとも1つの対象物(8)に高率電子ビーム蒸着によって真空チャンバ(1)内で析出するための方法に関する。本発明によれば、真空チャンバ(1)内に反応性ガスの流入によって炭素含有の雰囲気を発生させ;高融点の金属(3)を電子ビーム(5)によって蒸発させ;析出をプラズマによって助成し、この場合、該プラズマを拡散アーク放電によって、蒸発させたい高融点の金属(3)の表面に発生させ;被覆率が、少なくとも20nm/sであり、析出の間の対象物温度を50℃〜500℃の間に保持することが提案される。 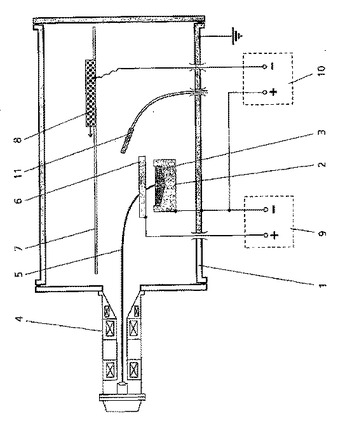 (もっと読む)
(もっと読む)
表面コーティングされたシール材
本発明は、表面コーティングされたシール材に関し、ゴム基材の持つ強度、硬度、シール性を保ちつつ、耐薬品性、耐プラズマ性、非粘着性を高めたシール材を提供する。ショアD硬度が75以下かつショアA硬度が40〜100である軟質材料からなる基材の表面全体または一部に、金属、金属酸化物、金属チッ化物、金属炭化物およびその複合物からなる群より選ばれる1種以上の金属または金属化合物からなるコーティング膜を有するシール材である。 (もっと読む)
耐摩耗層
本発明の実施態様は工具用の硬質な耐摩耗層に関する。具体的には、金属を切削するための例えばドリル、皿穴ドリル、穴ぐり刃、ねじタップ、リーマーなどの回転シャンク工具を含む切削用工具に関する。耐摩耗層は約1〜10μmの厚さを有し、物理気相成長法(PVD)により蒸着することが好ましい。耐摩耗層はCr、Ti、およびAlの金属窒化物からほぼなり、さらに粒状を微細にするため、低含量の元素(κ)を含む。全層の金属元素中において、Crは65%を超え、好ましくは66〜70%、Alは15〜23%、Tiは10〜15%である。 (もっと読む)
多元系被膜の製造装置と方法および多元系被膜の被覆工具
製造装置および方法は、TiAlN等の融点の大きく異なる金属成分を持つ多元系被膜を、原料利用効率が高く、膜質の良い、溶融蒸発型イオンプレーティング法により作製する。この時、原料(4)を蒸発させるに必要な電力を最初に供給し、その後、最初の電力より順次増大した電力を、必要な最大電力に至るまで繰り返して供給する。同時に、原料を蒸発させるに必要な最初の領域にプラズマ(7)を収束させるためのプラズマ制御を行い、続いて、最初のプラズマ領域より最大のプラズマ領域に至るまでプラズマを連続的に順次移動・拡大せしめるプラズマ制御を行い、原料の未溶融部位を順次溶解させる。 (もっと読む)
Ti−Si合金系ターゲット材およびその製造方法ならびに皮膜コーティング方法

【課題】 ドロップレット量、局部溶融の発生が少なく、安定した放電特性が得られ、かつ長寿命であるTi−Si合金系ターゲット材を提供する。また、その製造方法と、これら技術の利用による皮膜コーティング方法を提供する。
【解決手段】 ターゲット材組織中に面積率で純Si相が5%以下、ターゲット材構成元素による金属間化合物相が30〜80%であるTi−Si合金系ターゲット材、具体例として、ターゲット材組織中に面積率で純Si相が5%以下、ターゲット材構成元素による金属間化合物相が30〜80%、残部実質的にターゲット材構成元素による固溶相のTi−Si合金系ターゲット材である。Si:10〜40原子%含み、残部実質的にTiでなることが好ましい。本発明のターゲット材は、アークイオンプレーティング用に好ましく、例えば切削工具、金型ならびに摺動部品の表面コーティング用に使用できる。
(もっと読む)
切削工具とその製造方法および製造装置
【課題】 ドリル、エンドミル等に好適で、耐摩耗性、高滑り性、高焼き付き性、被削材の加工精度などを向上できる表面被覆切削工具を提供する。
【解決手段】 基材と、その基材上に形成された4a、5a、6a族元素およびAlからなる群の中から選択される1種以上の元素の窒化物または炭窒化物を主成分とする耐摩耗性被膜とを具える。耐摩耗性被膜中には、B4C、BN、TiB2、TiB、TiC、WC、SiC、SiNX(X=0.5〜1.33)およびAl203をよりなる群から選択される少なくとも1種の超微粒化合物を含む。この超微粒化合物の粒径は0.5〜50nmが好ましい。基材としては、WC基超硬合金、サーメットなどが利用できる。
(もっと読む)
硬質皮膜被覆工具
【目的】 本発明は、従来のTiAlN皮膜に対し、更に耐酸化性、耐摩耗性を改善し、切削加工の乾式化、高速化に対応する硬質皮膜被覆工具を提供することが目的とする。
【構成】 硬質皮膜をa層(TiSi系窒化物等)、b層(TiAl系窒化物等)の皮膜を、それぞれ一層以上交互に被覆し、b層の皮膜を母材表面直上にし、かつa層の微細組織構造がTiを主成分とする窒化物、炭窒化物、酸窒化物もしくは酸炭窒化物中にSi3N4およびSiが独立した相として存在するように成膜することにより構成する。
(もっと読む)
ハンドピース用コーティング
所定の粗さを有する硬質材料層(11)及び湿潤性を低減させ、硬質材料層(11)上に配置されたプラスチック層(12)からなる歯科医療又は外科手術用ハンドピース(1)用コーティング。これにより、汚れを寄付けない表面が得られる。同時に、ハンドピースの滑りを避けるため操作性が向上する。 (もっと読む)
901 - 914 / 914
[ Back to top ]