
Fターム[4K029CA04]の内容
物理蒸着 (93,067) | 被覆処理方法 (12,489) | イオンプレーティング、イオンビーム蒸着 (1,603) | 反応性 (914)
Fターム[4K029CA04]に分類される特許
81 - 100 / 914
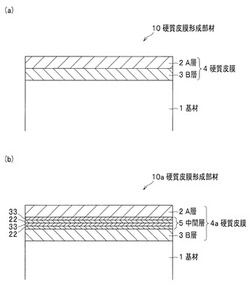
硬質皮膜形成部材および硬質皮膜の形成方法
【課題】本発明はかかる事情に鑑みてなされたものであり、耐摩耗性に優れた硬質皮膜形成部材および硬質皮膜の形成方法を提供する。
【解決手段】基材1上に硬質皮膜4を備えた硬質皮膜形成部材10(10a)であって、硬質皮膜4は、組成がTiaCrbAlcSidYe(BuCvNw)(ただし、a、b、c、d、e、u、v、wは所定量の原子比)を満足するA層2と、組成がTifCrgAlh(BxCyNz)(ただし、f、g、h、x、y、zは所定量の原子比)を満足するB層3とを備え、厚さが0.5μm以下の中間層5を介してまたは中間層5を介さずにB層3の上にA層2が積層され、A層2の厚さが0.5〜5.0μmであり、B層3の厚さが0.05〜3.0μmであることを特徴とする。
(もっと読む)
耐剥離性に優れる表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度鋼の高速切削加工で優れた耐剥離性を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】立方晶窒化ほう素の含有量が50〜85容量%のcBN基超高圧焼結体の表面に硬質被覆層を形成してなる切削工具において、(a)硬質被覆層は、1.5〜3μmの平均層厚を有する下部層と上部層とからなり、(b)下部層は、組成式:[Ti1−XAlX]N(Xは原子比で0.30〜0.60)を満足するTiとAlの複合窒化物層からなり、(c)上部層は、一層平均層厚がそれぞれ0.03〜0.3μmの薄層Aと薄層Bの交互積層構造を有し、薄層Aは、組成式:[Ti1−XAlX]Nを満足するTiとAlの複合窒化物層、薄層Bは、Ti窒化物(TiN)層からなり、(d)皮膜表面の表面粗さ、残留応力、ナノインデンテーション硬さを所定の値とする。
(もっと読む)
耐摩耗性に優れた硬質皮膜
【課題】高速・高能率切削が可能な、TiAlSiNよりも耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】本発明の硬質皮膜は、(Ti1−a−b−c−d,Ala,Crb,Sic,Bd)(C1−eNe)からなる硬質皮膜であって、Al,Cr,Si,Bのそれぞれの原子比a,b,c,dが、0.5≦a≦0.8、0.06≦b≦0.3、0<c≦0.1、0≦d≦0.1、0.01≦c+d≦0.1およびa+b+c+d<1を満たすようにし、かつNの原子比eが0.5≦e≦1を満たすようにする。
(もっと読む)
薄膜形成用の蒸着材及び該薄膜を備える薄膜シート並びに積層シート

【課題】透明性及びガスバリア性に優れた薄膜の形成に好適な蒸着材及び該薄膜を備える薄膜シート並びに積層シートを提供する。
【解決手段】第1酸化物粉末と第2酸化物粉末とを混合して作られた蒸着材において、第1酸化物粉末がMgO粉末であって、第1酸化物粉末の第1酸化物純度が98%以上であり、第2酸化物粉末がCaO粉末であって、第2酸化物粉末の第2酸化物純度が98%以上であり、蒸着材が第1酸化物粒子と第2酸化物粒子を含有するペレットからなり、蒸着材中の第1酸化物と第2酸化物とのモル比が5〜99:95〜1であり、かつ、ペレットの塩基度が0.1以上であることを特徴とする。
(もっと読む)
表面被覆材料及びこれを利用する切削工具並びに工作機械
【課題】高温領域での酸化劣化を抑えながらも高耐衝撃性を発現できる表面被覆材料及びこれを利用する切削工具並びに工作機械を提供する。
【解決手段】高速度工具鋼や超硬合金からなる基材11と、基材11の表面に設けられてアルミニウム(Al),ジルコニウム(Zr),クロム(Cr),珪素(Si),チタン(Ti)のうちの少なくとも一種の窒化物(N)からなる金属窒化物層12と、金属窒化物層12の表面に設けられてスズ(Sn)及びジルコニウム(Zr)の少なくとも一方とリチウム(Li),マグネシウム(Mg),珪素(Si)のうちの少なくとも一種とアルミニウム(Al)との酸化物(O)からなる金属酸化物層13とを備えてなる表面被覆材料10とした。
(もっと読む)
表面被覆部材およびその製造方法
【課題】耐久性に優れた表面被覆部材及びその製造方法を提供する。
【解決手段】表面被覆部材は、鋼系部材もしくは超硬合金部材からなる基部にPVD法によりTi、Zr、Hf、V、Nb、Ta、AlおよびCrの少なくとも1種以上の窒化物、炭化物または炭窒化物からなる第1層と、第1層上に被覆されたAl−Cr系窒化物の第2層と、または第1層上に被覆された傾斜層であるAl−Cr系窒化物の第2層を有する。表面被覆部材の製造方法は、鋼系部材もしくは超硬合金部材からなる基部にPVD法によりTi、Zr、Hf、V、Nb、Ta、AlおよびCrの少なくとも1種以上の窒化物、炭化物または炭窒化物からなる第1層を被覆し、第1層上にAl−Cr系窒化物の第2層を被覆し、または第1層上に傾斜層であるAl−Cr系窒化物の第2層を被覆することを特徴とする。
(もっと読む)
高速加工で優れた耐摩耗性を発揮する表面被覆歯切工具
【課題】高速加工ですぐれた耐摩耗性を発揮する表面被覆歯切工具を提供する。
【解決手段】 高速度鋼からなる歯切工具基体の表面に、すくい面摩耗性に優れた第一の被覆層と、逃げ面摩耗性に優れた第二の被覆層とを被覆形成した表面被覆歯切工具において、切れ刃エッジから1mmの位置における上記第一の被覆層のすくい面側の膜厚をT1、逃げ面側の膜厚をt1、また、上記第二の被覆層の逃げ面側の膜厚をT2、すくい面側の膜厚をt2とした場合に、逃げ面側の膜厚が、T2/t1>1、かつ、すくい面側の膜厚が、t2/T1<1を満足し、さらに、切れ刃エッジ部において、第一の被覆層と第二の被覆層の界面が連続して繋がっている層構造を有する。
(もっと読む)
表面被覆切削工具
【課題】軟鋼や低硬度鋼などを切削する場合において、硬質被覆層がすぐれた潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、立方晶構造のNbNと六方晶構造のNbNの交互積層構造からなり、かつ、該交互積層構造について電子線回折分析により、各層を判別したとき、全膜中の六方晶構造のNbNの割合が15%以上60%未満であることを特徴とする表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼などを切削する場合において、硬質被覆層がすぐれた潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、立方晶構造のNbNと六方晶構造のNbNの交互積層構造からなり、かつ、該交互積層構造について電子線回折分析により、各層を判別したとき、全膜中の六方晶構造のNbNの割合が60〜85%であることを特徴とする表面被覆切削工具。
(もっと読む)
硬質皮膜および硬質皮膜被覆工具
【課題】硬度、耐酸化性、また、靭性を向上させることで、耐摩耗性に優れる硬質皮膜およびこの硬質皮膜を用いて形成された硬質皮膜被覆工具を提供する。
【解決手段】工具の表面に被覆される硬質皮膜であって、硬質皮膜の組成がAl1−a−b−cSiaMgbMc(BxCyNz)からなり、Mは、Nb、Zr、Cr、CuおよびYから選ばれる少なくとも1種以上の元素であり、a、b、c、x、y、zが原子比であるときに、0≦a≦0.35、0≦b≦0.2、0.03≦a+b≦0.5、0≦c≦0.1、かつ、原子比で、0.9≦Al+Si+Mg、0≦x≦0.2、0≦y≦0.4、0.5≦z≦1、x+y+z=1を満足することを特徴とする。
また、硬質皮膜を用いて形成される硬質皮膜工具であって、この硬質皮膜が、前記記載の硬質皮膜であることを特徴とする。
(もっと読む)
加圧加熱殺菌用包装材料
【課題】材料の蒸発速度とプラズマ密度を自由に設定し、成膜速度に対するガスバリア性を自由に設定出来、酸素バリア性および水蒸気バリア性に優れた、透明、もしくは半透明なガスバリア性フィルムを作成し、それを用いた加熱殺菌用包装材料を提供する。
【解決手段】ガスバリアフィルム(10,11)、接着層(13)、ナイロンフィルム(14)、接着層(15)およびヒートシール性樹脂(16)がこの順で積層された加圧加熱殺菌用包装材料であって、前記ガスバリアフィルムが、プラスチックフィルム(10)上に蒸着手段を用いた蒸着法によりセラミック層(11)を形成させてなり、その際、前記蒸着手段とは別に高密度プラズマを発生させる手段を併せて用いることを特徴とする加圧加熱殺菌用包装材料。
(もっと読む)
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】フェライト相が多く析出した被削材の高速連続切削加工及び断続切削加工で、すぐれた耐摩耗性、耐欠損性、耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】cBN基超高圧焼結材料からなる工具基体の表面に、下部層、中間層および上部層からなる硬質被覆層を蒸着形成し、下部層はTiB2層、中間層は、組成式:Ti1−X−YBXNYで表した場合、0.15≦X≦0.60、0.05≦Y≦0.35、0.50≦X+Y≦0.65(X、Yは原子比)を満足する平均組成を有し、さらに、下部層側から上部層側へ向うにしたがって、Xの値は次第に減少、Yの値は次第に増加する傾斜組織を有するTiB2−TiN混合層、上部層は、組成式:(Ti1−ZAlZ)N層で表した場合、Zは0.3〜0.65(原子比)であるTiとAlの複合窒化物層で構成し、すくい面とホーニング面の上部層を除去する。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Ti1−XVX]N(Xは原子比で0.25〜0.75)層、薄層Bは、[Al1−Y−ZTiYSiZ]N(Yは原子比で0.15〜0.94、Zは原子比で0.01〜0.15)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Ti1−xVx]N(xは原子比で0.25〜0.75)層、薄層Bは、[Ti1−ySiy]N(yは原子比で0.01〜0.30)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
透明導電性フィルムおよびその製造方法並びに透明導電性フィルムを用いた太陽電池及びエレクトロルミネッセンス素子
【課題】汎用性の高いフレキシブル基材上にシート抵抗値が十分に小さく、湿熱条件後及び屈曲後においてもシート抵抗値の上昇が抑制できる透明導電層を具備する透明導電性フィルム及びその製造方法並びに透明導電性フィルムを用いた太陽電池及びエレクトロルミネッセンス素子を提供する。
【解決手段】フレキシブル基材11の少なくとも片面に、(A)ポリオルガノシロキサン系化合物を含有するコート材料からなるアンダーコート層12と、(B)透明導電層13とが順次形成された透明導電性フィルム10とする。
(もっと読む)
硬質皮膜被覆切削工具
【課題】4μm以上に厚膜化した2層以上の硬質皮膜における圧縮応力を低減し、密着強度を確保し耐摩耗性に優れた硬質皮膜被覆切削工具を提供する。
【解決手段】超硬合金基材側の硬質皮膜層1および表面側の硬質皮膜層2を有し、硬質皮膜層1の組成は(AlaCr1−a)1−xNx(元素の含有量は原子比であり、0.5≦a<0.7、および0.48≦x≦0.52である。)で表され、X線回折における(111)面のピーク強度Ir、(200)面のピーク強度Isとしたとき、0.3≦Is/Ir<1であり、硬質皮膜層2の組成は、(Ti1−bSib)1−yNy(元素の含有量は原子比であり、0.01≦b≦0.15、および0.48≦y≦0.52である。)で表され、X線回折における(111)面のピーク強度Iu、(200)面のピーク強度Ivとしたとき、0.3≦Iv/Iu<1であることを特徴とする硬質皮膜被覆切削工具。
(もっと読む)
切削工具
【課題】 連続加工におけるクレータ摩耗の抑制と断続加工における耐チッピング性の向上を両立する切削工具を提供する。
【解決手段】 立方晶窒化硼素質焼結体の基体6からなり、切刃4にはすくい面2側からチャンファホーニング9およびRホーニング10が順に形成されており、すくい面2およびチャンファホーニング9の表面には被覆層7が形成されており、Rホーニング10の表面では基体6が露出している切削工具1である。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、Tiの窒化物層、薄層Bは、[Ti1−XSiX]N(Xは原子比で0.01〜0.30)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された100〜500nmの層厚の複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Al1−XCrX]N(Xは原子比で0.30〜0.80)層、薄層Bは、[Al1−Y−ZTiYSiZ]N(Yは原子比で0.15〜0.94、Zは原子比で0.01〜0.15)層であって、単一層は、前記薄層Aと同一種の層で構成するとともに、硬質被覆層の表面近傍に前記薄層Bと同一組成・成分で0.3〜1μmの層厚の単一層からなる中間層を設けたことを特徴とする。
(もっと読む)
被覆部材
【課題】被削材の高硬度化などの厳しい切削加工条件において長寿命を実現できる被覆部材の提供を目的とする。
【解決手段】基材と基材の表面に被覆された被膜とからなり、被膜の少なくとも1層はPVD法により被覆された(MALD)XR(但し、MはCr,Al,Ti,Hf,V,Zr,Ta,Mo,W,Y,Nbの中から選ばれた2種以上の金属元素を表し、LはMn,Cu,Ni,Co,B,Si,Sの中から選ばれた少なくとも1種の添加元素を表し、XはC,N,Oの中から選ばれた少なくとも1種の非金属元素を表し、AはMとLの合計に対するMの原子比を表し、DはMとLの合計に対するLの原子比を表し、RはMとLの合計に対するXの原子比を表し、0.90≦A≦0.99、0.01≦D≦0.10、A+D=1、0.95≦R≦1.10を満足する。)で表される硬質膜であり、硬質膜はX線回折における最高ピーク強度を(220)面に示す被覆部材。
(もっと読む)
81 - 100 / 914
[ Back to top ]