
Fターム[4K031AB03]の内容
溶射又は鋳込みによる被覆 (8,522) | 溶射被膜 (1,526) | 層の数 (730) | 二層 (206)
Fターム[4K031AB03]に分類される特許
1 - 20 / 206
タービン翼及びタービン
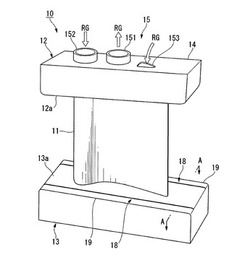
【課題】タービン翼について、ロータやケーシングから取り外すことなく、目視にて補修の要否を容易に判断することを可能にする手段を提供する。
【解決手段】本発明に係るタービン静翼10は、回転駆動されるロータの径方向に延びる翼本体11と、該翼本体11の基端部に設けられた基端側シュラウド13とを備え、基端側シュラウド13における翼本体側面13aに、その外縁19に沿って該外縁19から所定間隔をあけて延びる補修基準線18が形成されていることを特徴とする。
(もっと読む)
粉末及び溶液前駆体原料を用いてプラズマ溶射によって複合多層及び傾斜被膜を生成する、改善されたハイブリッド方法論

【課題】多様な用途に対応するために、層状被膜を形成するために逐次的に又は複合被膜若しくは連続傾斜被膜を形成するために同時にナノ構造層及びミクロ構造層を堆積させる被膜組成及びミクロ構造の制御を可能にする方法を提供する。
【解決手段】a)ミクロサイズ粒子を含む粉末原料をプラズマ溶射プルーム中に噴射する工程;及びb)液体前駆体溶液を含む液体原料を該プラズマ溶射プルーム中に噴射する工程を含み、該粉末原料の噴射及び該液体原料の噴射は独立に制御可能である、プラズマ溶射銃における粉末原料及び溶液前駆体原料の同時供給を用いて複合プラズマ溶射被膜を生成する方法が開示される。この新規方法を使用して生成される熱遮蔽被膜は、従来の空気プラズマ溶射被膜と比較して2倍の寿命を実証した。
(もっと読む)
金属異形管への防食被膜の形成装置
【課題】金属異形管の外面への亜鉛等からなる防食被膜の形成および封孔処理を、優れた作業環境のもとで容易に自動的かつ高能率で、しかも、連続して行うことが可能な、金属異形管への防食被膜の形成装置を提供する。
【解決手段】 金属異形管6の外面に防食被膜を溶射により形成する装置であって、ターンテーブル1と、ターンテーブル1上に、ターンテーブル1の回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の金属異形管把持手段と、溶射ガンが取り付けられた溶射ロボット9と、溶射ロボット9とターンテーブル1の一部を、少なくとも1つの前記金属異形管把持手段とともに遮蔽する、搬入用開閉扉12を有する集塵ブース11と、塗装ガンが取り付けられた塗装ロボット13と、塗装ロボット13とターンテーブル1の一部を、少なくとも1つの前記金属異形管把持手段とともに遮蔽する、搬出用開閉扉15を有する塗装ブース14とからなり、集塵ブース11と塗装ブース15とは、移動用開閉扉16を介して連通している。
(もっと読む)
金属異形管への防食被膜の形成装置
【課題】金属異形管の外面に亜鉛等からなる防食被膜を、優れた作業環境の下で容易に自動的かつ高能率で形成することが可能な、金属異形管への防食被膜の形成装置を提供する。
【解決手段】金属異形管6の外面に防食被膜を溶射により形成する装置であって、ターンテーブル1と、ターンテーブル1上に、ターンテーブル1の回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の金属異形管把持手段と、溶射ガン10が取り付けられたロボット9と、開閉扉12を有し、ロボット9とターンテーブル1の一部を、少なくとも1つの前記金属異形管把持手段とともに遮蔽する集塵ブース11とからなり、ロボット9は、集塵ブース11内の金属異形管の外面に向けて、溶射ガン10から溶射材を溶射する。
(もっと読む)
耐熱部材の補修方法、補修耐熱部材
【課題】部分的な補修を行なった場合でも、健全部と同等の耐久性を有する補修部を得ることのできる補修方法を提供する。
【解決手段】基材3上に金属からなるアンダーコート層7と、PSZからなるトップコート層9と、が順に形成されたタービン部材1において、トップコート層9の表面に生じた凹状の剥離部9cをPSZからなる補修部9bで埋める、タービン部材1の補修方法に関する。補修部9bの周囲に配置される健全部9aを形成するのに用いられた健全部形成用PSZ粉末よりも粒度が大きく、かつ中実な粒子から構成される補修部形成用PSZ粉末を、凹部に向けて溶射することで補修部9bを形成する。
(もっと読む)
溶融金属めっき浴中ロール及び溶融金属めっき浴中ロールの製造方法
【課題】ロール周面の溝底の表面粗度の評価指標として適切な指標を用いることで、溝底に対する異物の付着を低減する方法を提供する。
【解決手段】ロール周面に複数の溝10が形成され、前記溝10の底部12の表面粗度の評価指標として、従来一般的なRaやRzではなく、粗さ曲線のスキューネスRskを用いる。Rskは、溝底12の粗さの評価指標として適切であり、Rskで0未満である溶融金属めっき浴中ロールとすることにより、溝底12に対する異物の付着を低減できる。
(もっと読む)
溶接めっき鋼管
【課題】耐候性、耐水性、耐変色性および皮膜密着性のすべてに優れる化成処理皮膜を有する溶接めっき鋼管を提供すること。
【解決手段】Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板を原板として溶接めっき鋼管を作製した後に、溶接めっき鋼管の外側の表面に膜厚0.5〜10μmの化成処理皮膜を形成する。この化成処理皮膜は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有するフッ素含有樹脂と、前記フッ素含有樹脂に対して金属換算で0.1〜5質量%の4A族金属化合物とを含有する。
(もっと読む)
遮熱コーティングの製造方法、該遮熱コーティングを備えるタービン部材及びガスタービン
【課題】優れた遮熱性を確保しつつ、耐エロージョン性が高く、かつ、滑らかな表面を形成することのできるセラミックス層備えた遮熱コーティングの製造方法を提供することを目的とする。
【解決手段】遮熱コーティングの製造方法は、耐熱基材11上に金属結合層12を形成する工程と、金属結合層12上にセラミックス層13を形成する工程と、を備え、セラミックス層13を形成する工程が、金属結合層12上に、溶射により気孔を含む高気孔層14を形成する段階と、高気孔層14上に、高気孔層14よりも緻密な組織を有する緻密層15を形成する段階と、緻密層15が所定厚さとなるよう緻密層15の上面を研磨する段階と、を含む。
(もっと読む)
熱遮蔽コーティング構造の形成方法
【課題】熱遮蔽コーティング構造を形成するための時間及び費用を低減することを可能にし、それによって全体的熱遮蔽コーティングシステムの熱サイクル耐性を損なうことなしに基材表面上に熱遮蔽コーティング構造を形成する方法を利用可能にする。
【解決手段】該熱遮蔽コーティング構造は、異なる方法で作り出される少なくとも2つの熱遮蔽コーティング2.1、2.2を含む。一方の熱遮蔽コーティング2.1を形成するには、コーティング材料を、大気圧でのプラズマ溶射(大気プラズマ溶射又は略してAPS)によって粉末ジェットの形態で基材表面上に溶射し、もう一方の熱遮蔽コーティング2.2を形成するには、コーティング材料を、異方性ミクロ構造を形成し且つ基材表面に対して本質的に垂直に整列される長く伸びた微粒子を有する層が基材表面上に発現するようにプラズマ溶射−物理蒸着又は略してPS−PVDによって基材表面に塗布する。
(もっと読む)
フィルム冷却製品を提供する方法
【課題】フィルム冷却製品を提供する方法を開示する。
【解決手段】第1の壁面104及び第2の壁面102、及び冷却孔120を有する金属部品を準備する。冷却孔120は、第2の壁面102の入口から第1の壁面104の出口まで延びる調量孔122を含む。本方法は更に、金属物品の第1の壁面102を露出させる段階と、第1の壁面102に被さり出口の少なくとも一部を覆う遮熱コーティング200を施工する段階と、施工された遮熱コーティング200の外面を穿孔して調量孔122を露出させる段階と、金属物品に形成された出口のトラフ部126から遮熱コーティング200を取り除く段階と、遮熱コーティング200に、金属物品に形成される出口のトラフ部126から延び、遮熱コーティング200の外面と同一平面となるトラフ領域126を形成する段階とを含む。
(もっと読む)
白色酸化イットリウム溶射皮膜表面の改質方法および酸化イットリウム溶射皮膜被覆部材
【課題】酸化イットリウム溶射皮膜の表面に、外観色が白色で、緻密かつ平滑で耐プラズマ・エロージョン性にも優れた白色二次再結晶層を生成させる技術を提案する。
【解決手段】大気プラズマ溶射法によって形成された白色の酸化イットリウム溶射皮膜の表面を、活性酸素、オゾン、亜酸化窒素のうちから選ばれるいずれか1種以上の強酸化性ガス雰囲気中でレーザビーム処理することによって、外観色が白色の二次再結晶層を形成する方法、およびその白色二次再結晶層を表面にもつY2O3溶射皮膜被覆部材。
(もっと読む)
溶融ガラス塊成形用金型およびその製造方法
【課題】耐熱性、耐高温摩耗性、潤滑性、離型性等に優れた皮膜を被覆形成した溶融ガラス塊を成形するための成形用金型。
【解決手段】溶融ガラス塊と接触する成形用金型内表面に、直接またはアンダーコートを介して、粒径5〜60μmの、金属硼化物と残部がNiおよびWを必須成分とするNi基耐熱合金とからなる金属硼化物サーメット溶射材料を、大気プラズマ溶射法、減圧プラズマ溶射法、高速フレーム溶射法、爆発溶射法のうちから選ばれるいずれかの溶射法によって溶射し、膜厚50〜1000μmの金属硼化物サーメット溶射皮膜を被覆形成する溶融ガラス塊成形用金型の製造方法。
(もっと読む)
真空装置用部品および、それを備えた成膜装置
【課題】基材に溶射皮膜を設けた真空装置用部品において、膜剥がれ、微小パーティクルの発生を低減した真空装置用部品を溶射皮膜溶射皮膜提供する。
【解決手段】基材1と前記基材の上に設けられた溶射皮膜3とを有する真空装置用部品において、前記溶射皮膜は、高融点金属粒子またはセラミック粒子の少なくとも一種と、アルミニウム粒子を用いて形成し、前記溶射皮膜が、金属溶融膜膜片5と、粒子6と、空隙7とを有し、空隙率が12%以上40%以下である。
(もっと読む)
溶融ガラス塊成形用金型およびその製造方法
【課題】耐熱性、耐高温摩耗性、潤滑性、離型性等に優れた皮膜を被覆形成した溶融ガラス塊を成形するための成形用金型。
【解決手段】金属硼化物(20〜90mass%)と残部がNiもしくはNi―Cr基合金とからなる金属硼化物サーメット溶射皮膜を、各種溶射法によって、金型基材の表面に直接またはアンダーコートを介して、膜厚50〜1000μmに被覆形成してなり、表面がRaで2μm以下、Rzで4μm以下の平滑面となるように表面仕上げされている成形用金型とその製法。
(もっと読む)
溶融亜鉛−アルミニウム系合金めっき鋼材の溶接部補修方法および溶接構造体
【課題】補修材料の密着性に優れ、接合部およびその周辺部の耐食性にも優れる溶接部の補修方法を提案するとともに、その補修が施された溶接構造体を提供する。
【解決手段】溶融亜鉛−アルミニウム系合金めっき鋼材の溶接部の上層にAl−Si系合金を溶射して1層目の溶射層を形成し、その1層目の溶射層の上にZn−Al系合金を溶射して2層目の溶射層を形成し、好ましくは、さらに上記溶射層とその周辺部分の上に無機系および/または有機系の防錆処理層を被覆することを特徴とする溶融亜鉛−アルミニウム系合金めっき鋼材の溶接部補修方法。
(もっと読む)
一時的被覆を使用して構成部品を作製する方法
【課題】基材基部の金属にさらなる処理をすることなく、縁部が鋭い直角に形成されたチャネルを、構成部品内に形成するための方法を提供する。
【解決手段】構成部品100を作製する方法は、基材110の表面112上に一時的被覆を堆積するステップを含み、基材は中空の内部空間114を有する。方法は、基材の表面に溝132を形成するように、一時的被覆を通って基材を機械加工するステップを含む。溝は基部を有し基材の表面に沿って延びる。方法は、各溝を各中空の内部空間とそれぞれ流体連通して連結するように、溝のそれぞれの基部を通って、のアクセス孔を形成するステップを含む。方法は、溝を充填剤で充填するステップ、一時的被覆を除去するステップ、基材の表面の上に被覆150を配設するステップ、および溝および被覆がともに構成部品を冷却するための多数のチャネル130を画成するように、充填剤を溝から除去するステップを含む。
(もっと読む)
熱遮蔽被覆構造体を製造する方法
【課題】基板表面に熱遮蔽被覆構造体10を製造する。
【解決手段】プラズマ・トーチ4を有する作業室2を準備し、プラズマ・ガスをプラズマ・トーチ4を介して導入し加熱によりプラズマ・ジェット5を形成し、プラズマ・ジェット5を作業室内に導入された基板3の表面に方向付ける。熱遮蔽被覆を製造するために、プラズマ・トーチ4と基板3との間に電圧を印加してアークを発生させ、基板表面をアークによって清浄化し、アークによる清浄化の後で基板3を作業室内に留め、0.02μm〜2μmの厚さを有する酸化物層11を清浄化された基板表面上に形成し、熱遮蔽被覆12をプラズマ溶射プロセスによって付着させる。
(もっと読む)
真空成膜装置用部品の製造方法
【課題】真空成膜装置で内部応力が大きい薄膜を成膜する際に、成膜工程中に付着する成膜材料の剥離を安定かつ有効に防止し、装置クリーニングや部品の交換などに伴う生産性の低下や成膜コストの増加を抑える。
【解決手段】Ti、Zr、Hf、Nb、Ta、W、Ru、Pd、Ir、Pt、Ag、AuおよびInから選ばれる金属元素の単体、もしくは前記金属元素を含む合金または化合物の薄膜を成膜する真空成膜装置の構成部品の製造方法であって、部品本体の表面にCuの含有比率が65〜95質量%の範囲のCu−Al合金からなるCu−Al合金膜を形成する工程と、前記Cu−Al合金膜に1.33×10−3Pa以下の真空雰囲気中で300〜800℃の温度でアニール処理を行う工程とを有する。
(もっと読む)
耐プラズマエロージョン性に優れる溶射皮膜被覆部材およびその製造方法
【課題】半導体加工装置用部材として好適なエロージョン性に優れるサーメット溶射皮膜被覆部材とその製法を提供する。
【解決手段】Ni及びNi−Cr系Ni基合金を主成分とする金属10〜90mass%とAl2O3、Y2O3、YAG等からなる酸化物90〜10mass%のサーメット溶射材料を用いて、各種プラズマ溶射法によって気孔率0.4〜10%、膜厚50〜500μmの皮膜を被覆形成する。
(もっと読む)
耐高温部材及びガスタービン
【課題】CMAS耐性を長期間に亘って安定して維持する。
【解決手段】耐熱合金製の母材21と、多数の気孔23aが形成され、母材21を被覆する多孔質セラミックス層23と、を備える耐高温部材10であって、多孔質セラミックス層23のうち少なくとも表面側には、複合酸化物26が含浸した複合酸化物含浸部25を具備していることを特徴とする。
(もっと読む)
1 - 20 / 206
[ Back to top ]