
Fターム[4K031DA02]の内容
溶射又は鋳込みによる被覆 (8,522) | 溶射法 (1,211) | 電気式ガス溶射法 (813)
Fターム[4K031DA02]の下位に属するFターム
Fターム[4K031DA02]に分類される特許
1 - 20 / 37
連続焼鈍炉用ハースロール及び連続焼鈍炉用ハースロールの製造方法
【課題】連続焼鈍炉用ハースロール周面の表面粗度の評価指標として適切な指標を用いることで、ロール周面に対する異物の付着を抑制する。
【解決手段】本発明の連続焼鈍炉用ハースロール10は、ロール周面の周方向の表面粗度が、Rskで0未満であることを特徴とする。これにより、ハースロール10のロール周面の表面粗度の評価指標としてRskを用い、ロール周面の表面粗度をRskで0未満として、適切な粗度に調整できるので、ロール周面に対する異物の付着を抑制できる。
(もっと読む)
鉛フリーはんだ用部材およびその製造方法

【課題】 下地層なしに容易にかつ安価に基材表面を改質できる鉛フリーはんだ用部材の新たな製造方法と、その方法により製造した、基材と表面層の密着力が大きく、耐鉛フリーはんだ性の高い、表面改質をした鉛フリーはんだ用部材を提供する。
【解決手段】 本発明は、表面にWC-Co系サーメット溶射皮膜を形成した鉛フリーはんだ用部材に関するものであり、前記鉛フリーはんだ用部材としては、はんだ溶解槽または、はんだ撹拌羽が挙げられる。また、本発明は、鉛フリーはんだ用部材の金属基材の表面をブラスト処理により粗面化し、該表面にWC-Co系サーメット材料を溶射し、前記金属基材の表面に溶射皮膜を形成することを特徴とする前記鉛フリーはんだ用部材の製造方法に関するものである。
(もっと読む)
耐食性アルミニウム合金部材、および、オープンラック式気化器の伝熱管またはヘッダー管
【課題】オープンラック式気化器(ORV)等に用いられた際に、耐食性、特に腐食環境下で長期にわたって使用可能な耐食性に優れる耐食性アルミニウム合金部材およびORVの伝熱管またはヘッダー管を提供する。
【解決手段】耐食性アルミニウム合金部材20は、アルミニウム合金からなる基材21と、基材の表面の少なくとも一部に被覆されたアルミニウム合金からなる厚さ250μm以上の犠牲陽極皮膜22とを備え、犠牲陽極皮膜22は、その最表面から深さ150μmまでの領域(表面側領域22B)において、その厚さ方向の断面における気孔23の面積率が5%以上15%以下、かつ、孔径5μm以上の粗大気孔23aの割合が70%以上であり、さらに、最表面から深さ150μmを超えて基材21との界面24までの領域(界面側領域22A)において、その厚さ方向の断面における気孔23の面積率が5%未満、かつ、粗大気孔23aの割合が60%以下である。
(もっと読む)
硼化物サーメット系溶射用粉末
【課題】 高硬度で耐摩耗性、耐食性、耐熱性に優れ、耐熱衝撃性および靭性よりも、メッキ浴として使用される亜鉛やアルミニウム等の溶融金属に対する耐食性をさらに向上させたサーメット溶射被膜を形成しうる溶射用粉末を提供する。
【解決手段】 重量比にて、B:8.0〜10.0%、Co:8.0〜12.0%、Cr:2.0〜10.0%、W:0.5〜7.0%を含み、残部Moと不可避的不純物から構成され、かつ、MoとBとの合計量が重量比にて75.0〜85.0%、CoとCrとWとの合計量が重量比にて10.5〜25.0%である複合粉末組成物からなることを特徴とする硼化物系サーメット溶射用粉末。
(もっと読む)
一時的被覆を使用して構成部品を作製する方法
【課題】基材基部の金属にさらなる処理をすることなく、縁部が鋭い直角に形成されたチャネルを、構成部品内に形成するための方法を提供する。
【解決手段】構成部品100を作製する方法は、基材110の表面112上に一時的被覆を堆積するステップを含み、基材は中空の内部空間114を有する。方法は、基材の表面に溝132を形成するように、一時的被覆を通って基材を機械加工するステップを含む。溝は基部を有し基材の表面に沿って延びる。方法は、各溝を各中空の内部空間とそれぞれ流体連通して連結するように、溝のそれぞれの基部を通って、のアクセス孔を形成するステップを含む。方法は、溝を充填剤で充填するステップ、一時的被覆を除去するステップ、基材の表面の上に被覆150を配設するステップ、および溝および被覆がともに構成部品を冷却するための多数のチャネル130を画成するように、充填剤を溝から除去するステップを含む。
(もっと読む)
真空成膜装置用部品の製造方法
【課題】真空成膜装置で内部応力が大きい薄膜を成膜する際に、成膜工程中に付着する成膜材料の剥離を安定かつ有効に防止し、装置クリーニングや部品の交換などに伴う生産性の低下や成膜コストの増加を抑える。
【解決手段】Ti、Zr、Hf、Nb、Ta、W、Ru、Pd、Ir、Pt、Ag、AuおよびInから選ばれる金属元素の単体、もしくは前記金属元素を含む合金または化合物の薄膜を成膜する真空成膜装置の構成部品の製造方法であって、部品本体の表面にCuの含有比率が65〜95質量%の範囲のCu−Al合金からなるCu−Al合金膜を形成する工程と、前記Cu−Al合金膜に1.33×10−3Pa以下の真空雰囲気中で300〜800℃の温度でアニール処理を行う工程とを有する。
(もっと読む)
溶射皮膜の後処理方法および後処理剤
【課題】皮膜厚さや封孔処理までの時間管理を強化したり、また過剰な封孔処理および塗装処理を行ったりすることなく、アルミニウム系溶射皮膜の点錆および早期消耗を防止することが可能な溶射皮膜の後処理方法および後処理剤の提供。
【解決手段】アルミニウム系溶射皮膜を形成した後、溶射皮膜に電解質水溶液、または電解質水溶液を含む水性塗料を塗布し、含浸させる。塗布された電解質水溶液、または水性塗料に含まれる電解質水溶液は、溶射皮膜2の空隙部4を通じて含浸し、鉄鋼基材1と溶射皮膜2の界面に到達し、電池を形成し、電解質水溶液がマグネシウム化合物水溶液の場合には、鉄鋼基材1表面に水酸化マグネシウムを主成分とする皮膜3が形成されるので、鉄鋼基材1と溶射皮膜2との間で流れる電流値が小さくなり、酸素が鉄鋼基材1に到達しにくくなるため、点錆の発生が防止され、早期消耗が防止される。
(もっと読む)
緻密表面層をもつサーメット皮膜の形成方法とサーメット皮膜被覆部材
【課題】基材表面に、耐食性と耐摩耗性に優れた緻密表面層をもつサーメット皮膜を形成する方法と、この方法によって得られるサーメット皮膜被覆部材とを提案すること。
【解決手段】導電性基材の表面に形成した非導電性セラミック溶射皮膜を電気亜鉛めっき液中に浸漬して、電気亜鉛めっき処理を行うことによって、前記セラミック溶射皮膜の気孔中にめっき析出亜鉛を充填することにより、めっき析出亜鉛を充填したサーメット皮膜を形成し、次いで、高エネルギー照射処理を施して、皮膜表面を再溶融して緻密表面層を生成させる方法と、このようにして得られる皮膜被覆部材。
(もっと読む)
耐プラズマエロージョン性に優れるサーメット皮膜の形成方法とサーメット皮膜被覆部材
【課題】基材表面に、耐プラズマエロージョン性に優れたサーメット皮膜を形成する方法と、この方法によって得られるサーメット皮膜被覆部材とを提案すること。
【解決手段】導電性基材の表面に形成した非導電性セラミック溶射皮膜を、電気ニッケルめっき液中に浸漬して、電気ニッケルめっき処理を行うことによって、前記セラミック溶射皮膜の気孔中にめっき析出ニッケルを充填することにより、めっき析出ニッケルを充填したサーメット皮膜を形成し、次いで、高エネルギー照射処理を施して、皮膜表面を再溶融して緻密表面層を生成させる方法と、このようにして得られる皮膜被覆部材。
(もっと読む)
サーメット皮膜の形成方法とサーメット皮膜被覆部材
【課題】基材表面に、密着性と各種の特性に優れたサーメット皮膜を形成する方法、なかでも非導電性セラミック溶射皮膜を電気めっきすることによって、めっき金属充填形サーメット皮膜に変化させる方法と、この方法の実施によって得られるサーメット皮膜被覆部材とを提案すること。
【解決手段】導電性基材の表面に、非導電性セラミック溶射皮膜を形成すると共に、該皮膜の気孔中に、電気めっきによって析出しためっき金属を充填させることにより、サーメット皮膜と同じ構成の皮膜を形成し、同時に多孔質サーメット皮膜の封孔を実現して、基材の耐食性を改善する方法と、この処理によって得られるサーメット皮膜被覆部材。
(もっと読む)
耐食性部材
【課題】イットリア系の皮膜で被覆された部材であって、主に、半導体や液晶製造用等のプラズマ処理装置部材として用いることができ、表面が緻密で滑らかであり、プラズマ処理時にパーティクルや金属不純物の発生によって被処理品を汚染することがなく、かつ、耐久性に優れた耐食性部材を提供する。
【解決手段】セラミックス又は金属からなる基材の少なくともプラズマ又は腐食性ガスに曝される部位の表面に、イットリア系耐食膜が形成された耐食性部材において、前記耐食膜の少なくとも表面層を、イットリアを主成分とし、他は五酸化タンタル又は五酸化ニオブのいずれか1種以上を前記イットリア100mol%に対して0.02mol%以上10mol%以下含有している組成とする。
(もっと読む)
金属基材の絶縁被膜方法、絶縁被膜金属基材、および、これを用いた半導体製造装置
【課題】耐熱性に優れ、かつ、表面の気孔数が少ない絶縁被膜を得る。
【解決手段】金属基材の絶縁被膜方法は、溶射工程(S1)、含浸工程(S2)およびビーム照射工程(S3)を有する。溶射工程(S1)では、金属基材の表面に第1の金属酸化物を溶射して第1の絶縁被膜を形成する。含浸工程(S2)では、金属酸化物、金属酸化物の水和物または金属水酸化物を分散質としたゾルを第1の絶縁被膜の表面に形成された気孔に含浸させる。ビーム照射工程(S3)では、含浸工程(S2)後に、第1の絶縁被膜およびゾルに高エネルギービームを照射して第2の金属酸化物からなる第2の絶縁被膜を形成する。
(もっと読む)
溶射粉末の製造方法、タービン部材及びガスタービン
【課題】比較的簡易な作業にて、所望の粒径の粉末を効率良く製造することができる溶射粉末の製造方法を提供することにある。
【解決手段】溶射粉末の原料及び水並びに分散剤を混合してなるスラリー13の固形分濃度を60重量%以上86重量%以下に調整し、スラリー13を噴霧乾燥装置10の円盤状のアトマイザ12に供給し、アトマイザ12の回転速度を調整して、アトマイザ12からスラリー13が突出する突出速度を30m/秒以上110m/秒以下にし、スラリー13が噴霧乾燥器10内で乾燥して溶射粉末本体22を形成し、これを熱処理し所望の粒径分布の溶射粉末を得ようにする。
(もっと読む)
真空成膜装置用部品の製造方法
【課題】真空成膜装置で内部応力が大きい薄膜を成膜する際に、成膜工程中に付着する成膜材料の剥離を安定かつ有効に防止し、装置クリーニングや部品の交換などに伴う生産性の低下や成膜コストの増加を抑える。
【解決手段】Ti、Zr、Hf、Nb、Ta、W、Ru、Pd、Ir、Pt、Ag、AuおよびInから選ばれる金属元素の単体、もしくは前記金属元素を含む合金または化合物の薄膜を成膜する真空成膜装置の構成部品1を製造する方法であって、部品本体2の表面に膜厚が300μm以上のCu溶射膜3を形成する工程と、表面に前記Cu溶射膜3が形成された部品を、真空雰囲気中で加熱するアニーリング工程と、前記アニーリング工程後、水素雰囲気中にて前記加熱温度より低い温度で前記部品を還元する還元処理工程とを具備する。
(もっと読む)
セラミックアブレーダブルコーテイングを有するガスタービン用シュラウド
【課題】隙間から漏出する流体を低減し、タービン効率を向上できる間隙調整部品に用いるセラミックアブレーダブルコーテイングを有するガスタービン用シュラウドを提供する。
【解決手段】ガスタービン用セラミックアブレーダブルコーテイングは、ボンド層,遮熱セラミック層,多孔質セラミックアブレーダブル層(硬さRC15Y:80±3)で構成され、多孔質セラミックアブレーダブル層に機械加工にてスリット溝を設け、スリット溝で分割したセラミックアブレーダブル層の矩形断面の幅が2〜7mmの範囲に設定する。
(もっと読む)
溶融金属めっき浴用ロール
【課題】長時間の使用によってもドロス等の異物の付着がなく、安定して高品質のめっき製品を製造することができる溶融金属めっき浴用ロールを提供する。
【解決手段】溶融金属メッキ浴に浸漬して用いる溶射皮膜が被覆されたドロス排出溝を有するめっき浴用ロールにおいて、上記溶射皮膜被覆後のドロス排出溝の断面形状は、基材頂部が上に凸の曲線からなり、溝部断面積Sと基材部断面積Bとの比(S/B)が1.0以上である、好ましくは、溝部断面積S(mm2)と溝ピッチP(mm)との比(S/P)が0.1以上であることを特徴とする溶融金属めっき浴用ロール。
(もっと読む)
真空成膜装置用部品の製造方法
【課題】成膜工程中に付着する成膜材料の剥離を安定かつ有効に防止することを可能にした真空成膜装置用部品の製造方法を提供する。
【解決手段】真空成膜装置用部品1の製造方法は、部品本体2の表面にWおよびMoから選ばれる高融点金属からなる溶射膜3を形成する工程と、溶射膜3を還元雰囲気中にて1073〜1373Kの温度で加熱し、溶射膜3の表面に存在する酸化被膜を除去しつつ脱ガス処理する工程とを具備する。脱ガス処理後の溶射膜は、ガス残存量が10Torr・cc/g以下とされている。
(もっと読む)
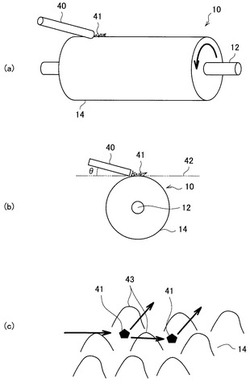
ろう付け用アルミニウム材の製造方法及び熱交換器用部材
【課題】優れたろう付け性能を実現し得るフラックスからなる溶射皮膜を、良好なる密着性及び溶射効率をもって形成することが可能な、ろう付け用アルミニウム材の有利な製造方法を提供すること。
【解決手段】アルミニウム材10として、表面粗さ(Ra)が2μm以下とされたものを用い、このアルミニウム材10を100〜600℃の温度に保持した状態下において、フレーム溶射法にて、その表面12に、フッ化物系フラックス粉末40を溶射して、かかるフラックスからなる溶射皮膜16を形成せしめた。
(もっと読む)
燃焼溶射ガンのための改良された本質的に安全なバルブおよび動作方法
【課題】燃焼溶射ガンのためのバルブを提供すること。
【解決手段】装置は、燃焼溶射ガンのハウジング15に対してチャージ位置に回転可能なトーション要素30を含む。装置はまた、トーション要素30に力を加える付勢要素も含み、その力がバルブコアをオフ位置に移動するようにトーション要素30を押し付ける。装置はさらに、トーション要素30に選択的に係合し、チャージ位置に保持するように構成された係合機構も含む。
(もっと読む)
溶射材料とその製造方法、及び溶射施工体
【課題】窯炉を補修する際に、溶射補修に適用される溶射材料とその製造方法、及び溶射施工体において、溶射材料の化学組成を従来にはない構成とすることにより、溶射材料及び溶射施工体の耐用性を従来よりもさらに向上させ、窯炉の寿命延長を図る。
【解決手段】25質量%以上40質量%以下の黒鉛原料と、60質量%以上75質量%以下の酸化物原料とを、外掛けで1質量%以上3質量%以下のフェノール樹脂を結合材として用いて混合後、当該混合物を非酸化性雰囲気において900℃以上の温度で3時間以上熱処理して得られた熱処理体を粉砕することにより得られ、10μm以上140μm以下の粒度を有する溶射材料を用いる。
(もっと読む)
1 - 20 / 37
[ Back to top ]