
Fターム[4K033FA12]の内容
Fターム[4K033FA12]の下位に属するFターム
Fターム[4K033FA12]に分類される特許
1 - 20 / 45
無方向性電磁鋼板の製造方法
【課題】リサイクル性に優れるとともに、鋼板表面に欠陥のない高磁束密度かつ低鉄損の無方向性電磁鋼板を提供する。
【解決手段】質量%で、C:0.005%以下、Si:1.5%以上4.5%以下、Al:0.005%以下、Mn:0.01%以上0.10%以下、Ca:0.0010%以上0.0050%以下、S:0.0030%以下およびN:0.0030%以下を、Ca/S≧0.80の下に含有し、残部Feおよび不可避的不純物の成分組成からなるスラブを、加熱後に熱間圧延を施して巻取り、ついで熱延板焼鈍を経て、冷間または温間にて圧延を施したのち、仕上焼鈍を施す一連の工程からなる無方向性電磁鋼板の製造方法において、前記スラブ加熱温度を1050℃以上1150℃以下、前記熱間圧延の仕上げ圧延終了後の温度を800℃以上900℃以下、前記巻取り温度を500℃以上650℃以下、前記熱延板焼鈍温度を950℃以上前記スラブ加熱温度以下とし、更に仕上焼鈍を、水素を10vol%以上含有し、かつ露点が−20℃以下の雰囲気下にて950℃以上の温度で行う。
(もっと読む)
鉄損特性に優れる方向性電磁鋼板の製造方法
【課題】製品コイルの全長にわたって低鉄損の方向性電磁鋼板を製造する。
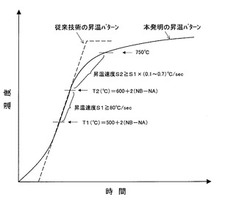
【解決手段】mass%で、C:0.001〜0.10%、Si:1.0〜5.0%、Mn:0.01〜0.5%、sol.Al:0.003〜0.050%、N:0.0010〜0.020%、SおよびSeのうちから選ばれる1種または2種:合計0.005〜0.040%を含有する鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、上記一次再結晶焼鈍の昇温過程におけるT1(℃):500+2×(NB−NA)とT2(℃):600+2×(NB−NA)との間の昇温速度S1を80℃/sec以上とし、かつ、温度T2〜750℃の間の平均昇温速度S2を、上記S1の0.1〜0.7倍とする。ここで、上記式中の、NAは冷延後の析出N量、NBは一次再結晶焼鈍後の析出N量。
(もっと読む)
無方向性電磁鋼板の製造方法

【課題】冷間圧延における脆性を懸念する必要がなくかつ磁気特性にも優れる無方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】C:0.01mass%以下、Si:7mass%以下、Mn:0.03〜3mass%、S:0.0050mass%以下、Al:3mass%以下、N:0.0050mass%以下、残部がFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、熱延板焼鈍し、冷間圧延し、仕上焼鈍する一連の工程からなる無方向性電磁鋼板の製造方法において、上記熱延板焼鈍後の結晶粒径dが下記式;50≦d≦135−(0.7×ρ)(ここで、d:平均結晶粒径(μm)、ρ:鋼の固有抵抗ρ(μΩ・cm))を満たすよう制御し、冷間圧延後の再結晶焼鈍における740℃までの平均昇温速度を100℃/sec以上とする無方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】積み変圧器を作製した場合にあって、特に、磁束密度B8が1.93T以上の方向性電磁鋼板を用いて変圧器を作製したときに、そのコーナー部分など、磁束が圧延方向からずれて曲がる部位があっても、より効果的に鉄損劣化を抑えることができる方向性電磁鋼板を得る。
【解決手段】一次再結晶焼鈍に先立ち、鋼板の表面に電子線を照射することにより、鋼板の表面を算術平均粗さRaで0.15μm以下の平滑面とする。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】鋼板に大きな外部応力がかかる条件下、もしくは正弦波に加えて3次以上の高調波成分を3%以上含む交流磁束密度波形による励磁された条件下で使用するのに好適な、線状溝が付与された変圧器鉄心用の方向性電磁鋼板を提供する。
【解決手段】線状溝の幅を50〜300μm、深さを10μm以上、圧延方向の間隔を2mm以上10mm以下とし、かつ該線状溝の溝側壁が溝底面と交わる部分の曲率半径を1.0μm以上とする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】 レーザ光を照射することにより方向性電磁鋼板の表面に溝を形成して当該方向性電磁鋼板における磁区を制御するに際し、当該溝の縁の部分に形成される溶融物の高さを低減すると共に、当該方向性電磁鋼板に対する当該レーザ光の焦点位置の変動によって生じる当該溝の深さの変動を低減する。
【解決手段】 仕上焼鈍後の方向性電磁鋼板100、又は、仕上焼鈍後に表面に絶縁皮膜が形成された方向性電磁鋼板100の表面に、噴流水柱C内に閉じ込められた状態でレーザ光Lを照射して、幅Wが5[μm]以上200[μm]以下であり、深さDが方向性電磁鋼板100の板厚の4[%]以上15[%]以下であり、長手方向が方向性電磁鋼板100の圧延方向に対し±15[°]以内の方向にある複数の溝101を、方向性電磁鋼板100の圧延方向において2[mm]以上15[mm]以下の間隔Iで形成するようにした。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】磁区細分化により鉄損を低減させる方向性電磁鋼板の製造方法において、磁区細分化をより確実に実現する手法について提供する。
【解決手段】コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施し、次いで平坦化焼鈍を施してから、該鋼板の圧延方向と交差する向きに電子ビームを照射する、磁区細分化処理を施すに当り、該仕上焼鈍時のコイルの内巻き部分から外巻き部分に向けて、当該鋼板部分に照射するレーザーのエネルギー密度を高めていく。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄損特性に優れる方向性電磁鋼板を有利に製造する方法を提案する。
【解決手段】質量%で、C:0.02〜0.12%、Si:2.0〜4.0%、Mn:0.02〜0.20%、sol.Al:0.01〜0.05%、N:0.004〜0.012%、Sb:0.01〜0.20s%、Cu:0.005〜0.20%、Sおよび/またはSeを0.010〜0.040%含有する鋼スラブを用いて方向性電磁鋼板を製造するに際し、MgO100質量部に対してSnO2を1〜10質量部、B化合物をB換算で0.001〜1質量部含有し、かつSnO2とB化合物とが、[B化合物(B換算質量部)]>0.034×10−0.119×[SnO2(質量部)]の関係を満たす焼鈍分離剤を用い、昇温過程の700〜860℃で10〜200時間保持し、H2含有雰囲気下で900〜1050℃を2〜50℃/hrで加熱する最終仕上焼鈍を施す。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性を発現する電子ビーム照射による磁区細分化処理を行った方向性電磁鋼板を提供する。
【解決手段】鋼板の歪導入側のフォルステライト被膜の膜厚Waと歪非導入側のフォルステライト被膜の膜厚Wbの比(Wa/Wb)が0.5以上で、かつ歪導入側の鋼板面における磁区不連続部の平均幅が150〜300μm、歪非導入側の鋼板面における磁区不連続部の平均幅が250〜500μmとする。
(もっと読む)
無方向性珪素鋼の表面粗大結晶粒の改善方法
無方向性珪素鋼の表面粗大結晶粒の改善方法であって、
(1)製錬、キャスティングステップ:成分の重量比がC:0.001〜0.005%,Si:0.1%〜1.80%,Mn:0.10%〜0.80%,P≦0.04%,Al:0.20%〜0.80%,S≦0.005%,N≦0.005%であり、残りはFeである無方向性珪素鋼になるよう、製錬とRH精錬処理を行い、液鋼をキャスティングし、成形させるステップと、
(2)熱間圧延し、鋼板を作るステップと、
(3)焼きならしステップ:焼きならし温度が800℃〜900℃で、焼きならし均熱時間が15S〜30Sで、焼きならし炉の酸素含有量が0.5%以下で、そして焼きならしされてから、鋼板の最大結晶粒と平均結晶粒のサイズの比が3以下であるように焼きならしを行なうステップと、
(4)酸洗い、冷間圧延、アニール、コーティングして無方向性珪素鋼製品を得るステップとを備える無方向性珪素鋼の表面粗大結晶粒の改善方法である。本発明は現有の条件で、熱処理工程を追加せず、そして、並行の熱加工もすることなく、無方向性珪素鋼の表面の粗大結晶粒問題を解決した。  (もっと読む)
(もっと読む)
方向性電磁鋼板の製造方法
【課題】熱歪や溝を圧延方向とほぼ直角方向に導入する手法並びに、鋼板に張力を付与する手法を併用する磁区細分化処理における適正条件を与えることにより、方向性電磁鋼板の鉄損をさらに低減する。
【解決手段】表面に被膜を有する方向性電磁鋼板に、電子ビーム照射による磁区細分化処理を施すに当たり、前記電子ビーム照射に先立ち、前記被膜により鋼板に付与されている張力T(MPa)を測定し、その後に施す電子ビーム照射の圧延方向への照射間隔Wr(mm)を前記張力Tの0.1〜0.6倍に制御する。
(もっと読む)
圧延方向の磁気特性に優れた無方向性電磁鋼板の製造方法
【課題】圧延方向の磁気特性の優れた電磁鋼板を得る。
【解決手段】C:0.001〜0.005%、N:0.001〜0.005%、Si:2.0〜4.0%、Mn:0.05〜1.0%、Al:0.1〜2.0%を含有し、C+N:0.002〜0.008%である鋼(スラブ)を、熱間圧延し、必要に応じて、熱延板焼鈍を施し、その後、中間焼鈍を挟む2回以上の冷間圧延を施し、次いで、仕上げ焼鈍を施し、その後、必要に応じて、絶縁被膜処理を施すことからなる無方向性電磁鋼板の製造方法において、最終の冷間圧延前の結晶粒径を100μm以上とし、最終の冷間圧延で、圧下率40〜75%で冷間圧延を施すとともに、最終の冷間圧延のパス間に、50〜300℃の温度域で1〜10分の時効処理を施すことを特徴とする圧延方向の磁気特性に優れた無方向性電磁鋼板の製造方法。
(もっと読む)
高周波鉄損の優れた無方向性電磁鋼板、及びその製造方法
【課題】最終製品厚に冷間圧延した後の仕上焼鈍工程において、焼鈍雰囲気の酸素ポテンシャルを適正な範囲に制御することで、製鋼での脱炭負荷を低減し、かつ製品の酸化層を生じさせず、炭化物析出や時効劣化の起きない高周波鉄損の優れた無方向性電磁鋼板を提供する。
【解決手段】質量%で、Si:2〜4%、Al:2%以下、Cr:6%以下、Mn:1.5%以下、S:0.003%以下、N:0.003%以下を含み、残部不可避的不純物及びFeよりなる無方向性電磁鋼板において、C:0.005%以下に制限され、かつ表面酸化層厚が片側1μm以下であることを特徴とする高周波用無方向性電磁鋼板及び同無方向性電磁鋼板の製造方法において、熱延板を最終製品厚に冷間圧延した後の仕上焼鈍工程を酸素ポテンシャルPH2O/PH2:0.1以上0.3以下の範囲に制御することを特徴とする高周波用無方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の焼鈍分離剤及び方向性電磁鋼板の製造方法
【課題】皮膜性状及び磁気特性が良好な方向性電磁鋼板を安定して製造する。
【解決手段】常圧の窒素−水素混合気流中で加熱したとき、酸素を含むガスを放出し、500〜950℃の温度域におけるガスの放出による減量が2%以上である化合物を、添加物として2〜30質量%含むことを特徴とする方向性電磁鋼板の焼鈍分離剤。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】粒径分布が適切に調整された焼鈍分離剤を用いることによって、優れたグラス被膜特性と磁気特性を備える方向性電磁鋼板の製造方法を提供する。
【解決手段】一次再結晶焼鈍後、MgOを主成分とする焼鈍分離剤を塗布し、仕上焼鈍を行う方向性電磁鋼板の製造方法において、粒径1μm以下が15〜30重量%、粒径10μm以上が2重量%以上である粒径分布を有し、さらに、CAA40%値が100秒以上、比表面積が5〜30m2/g、Ig−lossが0.7〜2.0重量%である焼鈍分離剤をスラリー状にして鋼板表面に塗布し、仕上焼鈍を行う。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】コイル全長にわたって磁気特性に優れる方向性電磁鋼板を得ることができる有利な製造方法を提案する。
【解決手段】mass%で、C:0.01〜0.10%、Si:2.5〜4.5%、Mn:0.02〜0.12%、Al:0.005〜0.10%、N:0.004〜0.015%を含有し、さらにSe:0.005〜0.06%およびS:0.005〜0.06%のうちから選ばれる1種または2種を含有する方向性電磁鋼板を製造する方法において、熱間圧延における仕上圧延終了後の冷却時におけるコイル全長の鋼板温度が、T(t)<FDT−(FDT−700)×t/6(ここで、T(t):鋼板温度(℃)、FDT:仕上圧延終了温度(℃)、t:仕上圧延終了からの経過時間(秒))を満たし、かつ、コイル先端側10%長さ部分について、熱間圧延終了から3秒後の鋼板温度が650℃以上となるよう制御する。
(もっと読む)
方向性電磁鋼帯を製造する方法およびそれにより製造された方向性電磁鋼
本発明は、溶融ケイ素合金鋼材が50〜100mmの範囲で厚さを有するストランドで連続的に鋳造され、0.7〜4.0mmの範囲で厚さを有する最終熱間圧延鋼帯コイルを製造するために複数の一方向圧延スタンドで熱間圧延、次いで熱間圧延鋼帯の連続焼なまし、冷間圧延、一次再結晶と、場合により、脱炭および/または窒化を誘導するために冷間圧延鋼帯の連続焼なまし、焼なまし鋼帯の被覆、二次再結晶を誘導するために巻取り鋼帯の焼なまし、焼なまし鋼帯の連続熱平坦化焼なまし、および電気絶縁のために焼なまし鋼帯の被覆に付されることで提供される、方向性電磁鋼(GOES)帯を製造する方法と、それにより製造された製品に関する。 (もっと読む)
低鉄損高磁束密度方向性電気鋼板及びその製造方法
高炭素含有珪素鋼スラブを用いて方向性電気鋼板のゴス集合組職を向上させ、極薄圧延性とインヒビターの熱的安全性を向上させることで、極めて優れた磁気的特性を持つ低鉄損高磁束密度方向性電気鋼板及びその製造方法を提供する。本発明は、方向性電気鋼板に関し、高炭素含有珪素鋼スラブを加熱して熱間圧延した後、熱延板の焼鈍と冷間圧延を実施し、脱炭及び硝化焼鈍を実施した後、2次再結晶焼鈍を実施して方向性電気鋼板を製造する方法であって、熱延板の焼鈍と同時に脱炭を行う、低鉄損高磁束密度方向性電気鋼板の製造方法を提供する。 (もっと読む)
無方向性電磁鋼板の改善された製造方法
【課題】厚いスラブ鋳造及び薄いスラブ鋳造に適合し得ると共に、リジングの発生を発生させることなく、且つ低コストで低鉄損及び高透磁率を有する無方向性電磁鋼板の製造方法を提供する。
【解決手段】(a)6.5重量%までのケイ素、5重量%までのクロム、0.05重量%までの炭素、3重量%までのアルミニウム、及び3重量%までのマンガンを含有し、残部Fe及び不可避的不純物からなる溶鋼を調製する工程と、(b)前記溶鋼から鋼スラブを鋳造する工程と、(c)鋼の組成により定義される、Tmax未満でTminよりも高い温度に前記鋼スラブを加熱する工程と、(d)前記スラブを熱間圧延して熱間圧延ストリップとし、前記熱間圧延が、式:
を用いる公称歪みが少なくとも700である工程と、(e)鋼の組成により定義されるT未満の温度で前記ストリップを仕上げ焼鈍する工程とを含む無方向性電磁鋼板の製造方法とする。
(もっと読む)
磁気特性が極めて優れた方向性電磁鋼板の製造方法
【課題】良好な磁束密度が得られる製造条件領域の範囲を広げて、コイル部位での磁性・グラス被膜の変動を減じた完全固溶窒化型の製造方法を提供する。
【解決手段】C:0.025〜0.09%、Si:2.5〜4.0%、酸可溶性Al:0.022〜0.033%、N:0.003〜0.006%、SとSeをS当量=S+0.405Seとして0.010〜0.020%、Mn:0.03〜0.09%、Ti≦0.005%を含有するスラブを、1280℃を超えるインヒビター物質の固溶温度以上で再加熱し、熱間圧延鋼帯に含有されるNのうちAlNとしての析出率を20%以下とし、脱炭焼鈍後の一次再結晶粒の円相当の平均粒径を7μm以上〜18μm未満、窒化処理で全窒素含有量を0.011〜0.023%とする方向性電磁鋼板の製造において、一次再結晶焼鈍後の板厚中心層の析出物の円相当平均直径を50nm以上200nm以下とする。
(もっと読む)
1 - 20 / 45
[ Back to top ]